Yes, titanium can be CNC machined, but it presents significant challenges compared to more commonly machined materials like aluminum or steel. The process requires specialized techniques, tools, and parameters to achieve successful results.

Comparative Machining Performance
Titanium’s machinability is substantially lower than other industrial metals, as illustrated in the comparative analysis below:
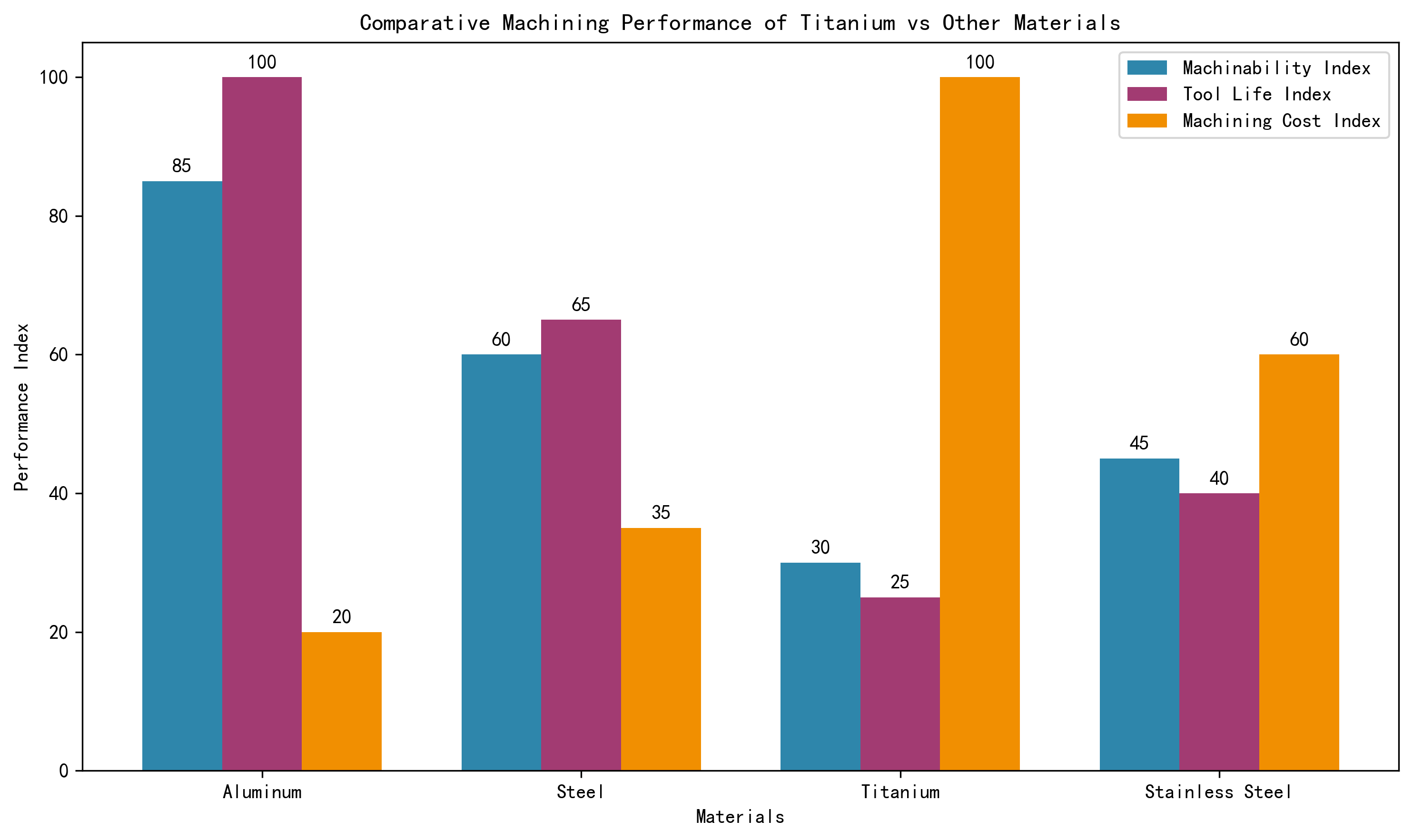
The chart demonstrates that titanium scores only 30 on the machinability index (compared to 85 for aluminum), has 25% of the tool life of aluminum, and costs 5 times more to machine.
Key Challenges in Titanium Machining
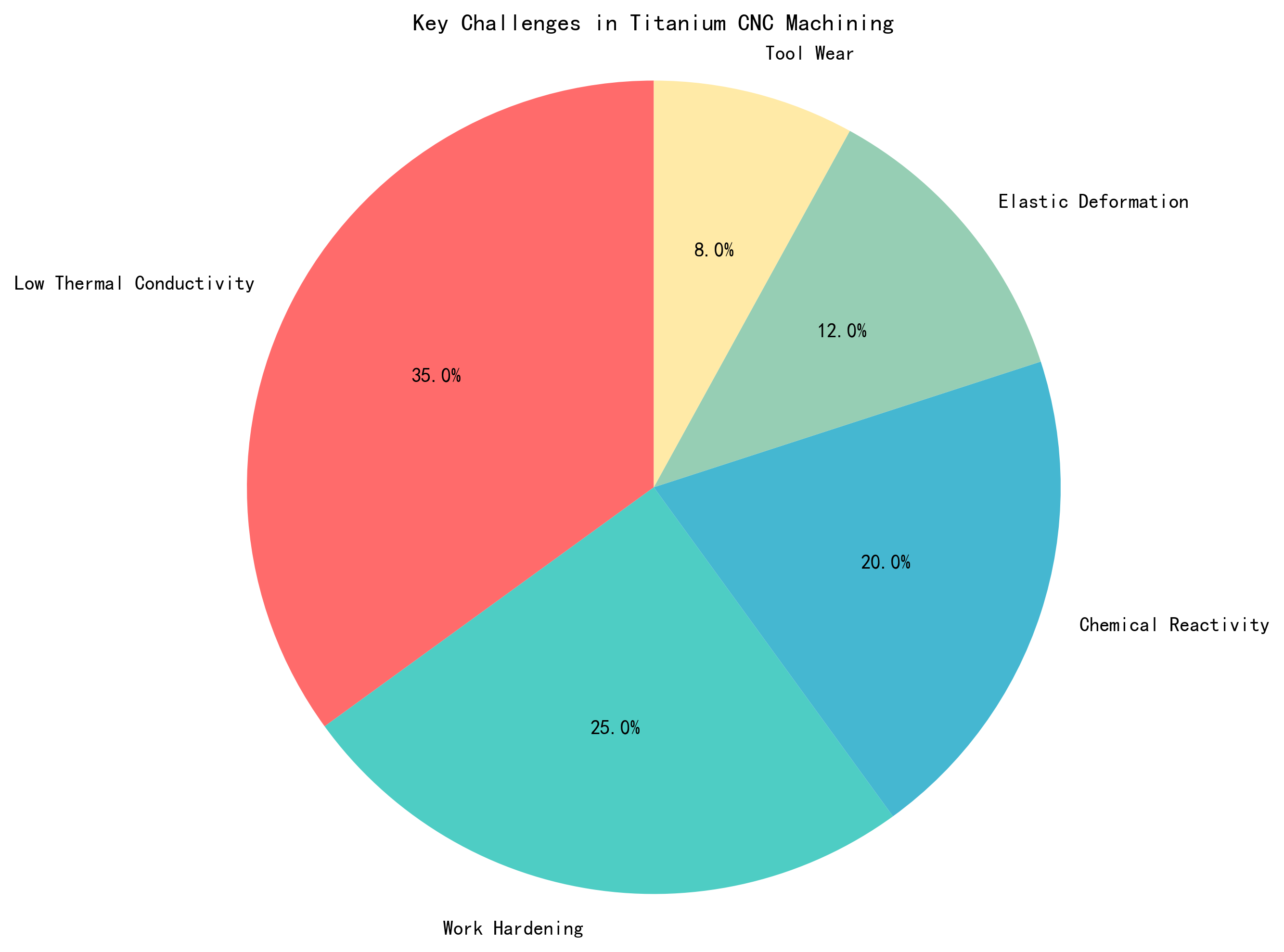
The primary challenges include:
- Low thermal conductivity (35%): Causes heat accumulation at cutting edge
- Work hardening (25%): Material becomes harder as it’s machined
- Chemical reactivity (20%): Reacts with cutting tools at high temperatures
- Elastic deformation (12%): Material springs back during cutting
- Tool wear (8%): Accelerated degradation of cutting tools
Titanium Grades and Machining Parameters
|
Titanium Grade
|
Tensile Strength
|
Hardness
|
Machinability
|
Recommended Cutting Speed
|
Typical Applications
|
|
Grade 1
|
240 MPa
|
120 HB
|
Good
|
40-60 m/min
|
Aerospace, Medical
|
|
Grade 2
|
344 MPa
|
142 HB
|
Moderate
|
35-55 m/min
|
Chemical processing, Marine
|
|
Grade 5 (Ti-6Al-4V)
|
950 MPa
|
330 HB
|
Poor
|
25-40 m/min
|
Aerospace, Biomedical
|
|
Grade 12
|
620 MPa
|
280 HB
|
Moderate
|
30-50 m/min
|
Chemical, Marine
|
Machining Recommendations
To successfully CNC machine titanium:
- Use specialized tools: Carbide or ceramic cutting tools with TiAlN coatings
- Optimize cutting parameters: Lower speeds (25-60 m/min), moderate feeds
- Implement cooling systems: High-pressure coolant delivery
- Ensure rigid setup: Minimize vibrations and chatter
- Maintain tool sharpness: Regular tool inspection and replacement
Despite the challenges, titanium’s exceptional strength-to-weight ratio, corrosion resistance, and biocompatibility make it indispensable in aerospace, medical, and high-performance applications where its unique properties justify the machining complexity and cost.
Disclaimer
All experimental data presented in this paper are derived from controlled production environments and standardized test procedures. However, due to differences in equipment models, material batches, and on-site operating conditions, readers are advised to verify and adjust technical parameters according to their specific application scenarios before practical implementation.
The research results and technical insights shared herein are based on the author’s professional experience and experimental observations. The author and the affiliated institution shall not be liable for any direct, indirect, or consequential damages (including but not limited to equipment damage, product quality issues, or production losses) arising from the improper use of the information provided in this paper.
All experimental data presented in this paper are derived from controlled production environments and standardized test procedures. However, due to differences in equipment models, material batches, and on-site operating conditions, readers are advised to verify and adjust technical parameters according to their specific application scenarios before practical implementation.
The research results and technical insights shared herein are based on the author’s professional experience and experimental observations. The author and the affiliated institution shall not be liable for any direct, indirect, or consequential damages (including but not limited to equipment damage, product quality issues, or production losses) arising from the improper use of the information provided in this paper.