Complete Manufacturing Guide for High-Performance Zirconium Components
Introduction to CNC Zirconium Machining
CNC zirconium machining is a specialized manufacturing process that uses computer-controlled machines to shape zirconium and its alloys into high-precision components for demanding applications. Zirconium is renowned for its exceptional corrosion resistance, low neutron absorption cross-section, and excellent mechanical properties, making it the material of choice for nuclear, chemical, and medical applications.
However, zirconium’s unique properties also present significant machining challenges that require specialized equipment, tooling, and expertise. This comprehensive guide will explore everything you need to know about CNC zirconium machining, including material properties, common grades, machining processes, applications, and best practices.

What Is CNC Zirconium Machining

CNC zirconium machining is a precision subtractive manufacturing process that uses computer numerical control (CNC) machines to shape zirconium alloys into complex, high-performance components. The process requires specialized techniques due to zirconium’s unique material properties.
Zirconium has a low thermal conductivity, high chemical reactivity at elevated temperatures, and significant work-hardening tendency, which makes it more challenging to machine than traditional metals like steel or aluminum.
Key Characteristics of Zirconium for CNC Machining
Exceptional Corrosion Resistance
Forms a stable oxide layer that provides excellent resistance to most acids and chemicals
Low Neutron Absorption
Low thermal neutron capture cross-section makes it ideal for nuclear applications
Good Mechanical Properties
High strength-to-weight ratio with good ductility and toughness
Biocompatibility
Non-toxic and compatible with human tissue, making it suitable for medical implants
Advantages of CNC Zirconium Machining Parts
Superior Corrosion Resistance
Zirconium exhibits excellent resistance to most acids, including hydrochloric, sulfuric, and nitric acids, even at high temperatures and concentrations.
Nuclear Applications
Low neutron absorption cross-section makes zirconium the material of choice for nuclear reactor components, including fuel cladding and pressure tubes.
High Temperature Performance
Maintains good mechanical properties at temperatures up to 300°C, with some alloys usable up to 500°C.
Biocompatibility
Zirconium is non-toxic, non-allergenic, and compatible with human tissue, making it ideal for medical implants and surgical instruments.
Cost-Effective Performance
While more expensive than steel, zirconium’s long service life in corrosive environments provides excellent value over time.
Low Density
With a density of 6.52 g/cm³, zirconium is lighter than steel but offers comparable strength, reducing overall component weight.
Common Zirconium Grades for CNC Machining
Zirconium alloys are classified into two main categories: zirconium-tin alloys and zirconium-niobium alloys. Each grade has unique properties that make it suitable for specific applications.
The choice of zirconium grade depends on the specific application requirements, including corrosion resistance, mechanical properties, and nuclear performance.
| Grade | Alloy Composition | Key Characteristics | Typical Applications |
|---|---|---|---|
| Zr702 (Commercial Pure Zirconium) | >99.2% Zirconium | Excellent corrosion resistance, good formability, moderate strength | Chemical processing equipment, heat exchangers, marine components |
| Zr705 (Zirconium 2.5% Niobium) | 97.5% Zirconium, 2.5% Niobium | High strength, good corrosion resistance, excellent nuclear properties | Nuclear reactor pressure tubes, chemical processing, aerospace components |
| Zr-2 (Zirconium Tin Alloy) | Zr + Sn 1.2-1.7%, Fe 0.07-0.20%, Cr 0.05-0.15%, Ni 0.03-0.08% | Good corrosion resistance, moderate strength, low neutron absorption | Boiling water reactor fuel cladding, chemical equipment |
| Zr-4 (Zirconium Tin Alloy) | Zr + Sn 1.2-1.7%, Fe 0.18-0.24%, Cr 0.07-0.13% | Improved corrosion resistance compared to Zr-2, no nickel content | Pressurized water reactor fuel cladding, nuclear components |
| Zr-2.5Nb | Zr + 2.5% Niobium | High strength, excellent corrosion resistance, good weldability | Nuclear reactor pressure tubes, medical implants, aerospace components |
| Zr-1Nb | Zr + 1% Niobium | Good balance of strength and corrosion resistance, improved formability | Chemical processing equipment, heat exchangers, marine applications |
CNC Zirconium Machining Challenges & Solutions
Zirconium machining presents unique challenges that require specialized techniques and equipment. Understanding these challenges is essential for successful zirconium component production.
Low Thermal Conductivity
Zirconium has thermal conductivity only 1/6 that of steel, causing heat to concentrate at the cutting edge rather than dissipating through the workpiece.
Solutions:
- Use high-pressure coolant systems with flood cooling
- Employ carbide cutting tools with proper coatings
- Maintain moderate cutting speeds to control heat generation
- Use minimum quantity lubrication (MQL) for precision applications
High Chemical Reactivity
Zirconium exhibits high chemical activity at temperatures above 300°C, readily reacting with tool materials and atmospheric gases.
Solutions:
- Use coated cutting tools (TiN, TiCN, diamond-like carbon)
- Keep cutting temperatures below 300°C
- Use sharp tools to minimize heat generation
- Provide adequate coolant to prevent chip welding
Work Hardening
Zirconium has significant work-hardening tendency, with the hardened layer being 50-100% harder than the base material.
Solutions:
- Use positive rake angle tools to reduce cutting forces
- Maintain sufficient depth of cut to avoid work-hardened layers
- Avoid light finishing cuts
- Use high feed rates with moderate speeds
Machining Distortion
Zirconium’s low modulus of elasticity (97 GPa) makes it prone to deflection and springback during machining.
Solutions:
- Use rigid machine tools and workholding fixtures
- Employ proper fixturing to minimize deflection
- Use high-strength cutting tools with rigid setups
- Optimize tool path strategies to reduce cutting forces
CNC Zirconium Machining Processes
CNC zirconium machining utilizes various processes to create complex parts with high precision. Each process requires specialized techniques to handle zirconium’s unique properties.
The choice of machining process depends on the part geometry, required tolerances, production volume, and specific application requirements.
CNC Milling for Zirconium
CNC milling is widely used for zirconium components, especially those with complex geometries. It requires rigid machines and specialized tooling to handle the high cutting forces.
- Suitable for complex 3D geometries and multi-feature parts
- Achievable tolerances: ±0.01 mm (±0.0004 inches)
- Requires high-rigidity machine tools
- Uses carbide end mills with proper coatings
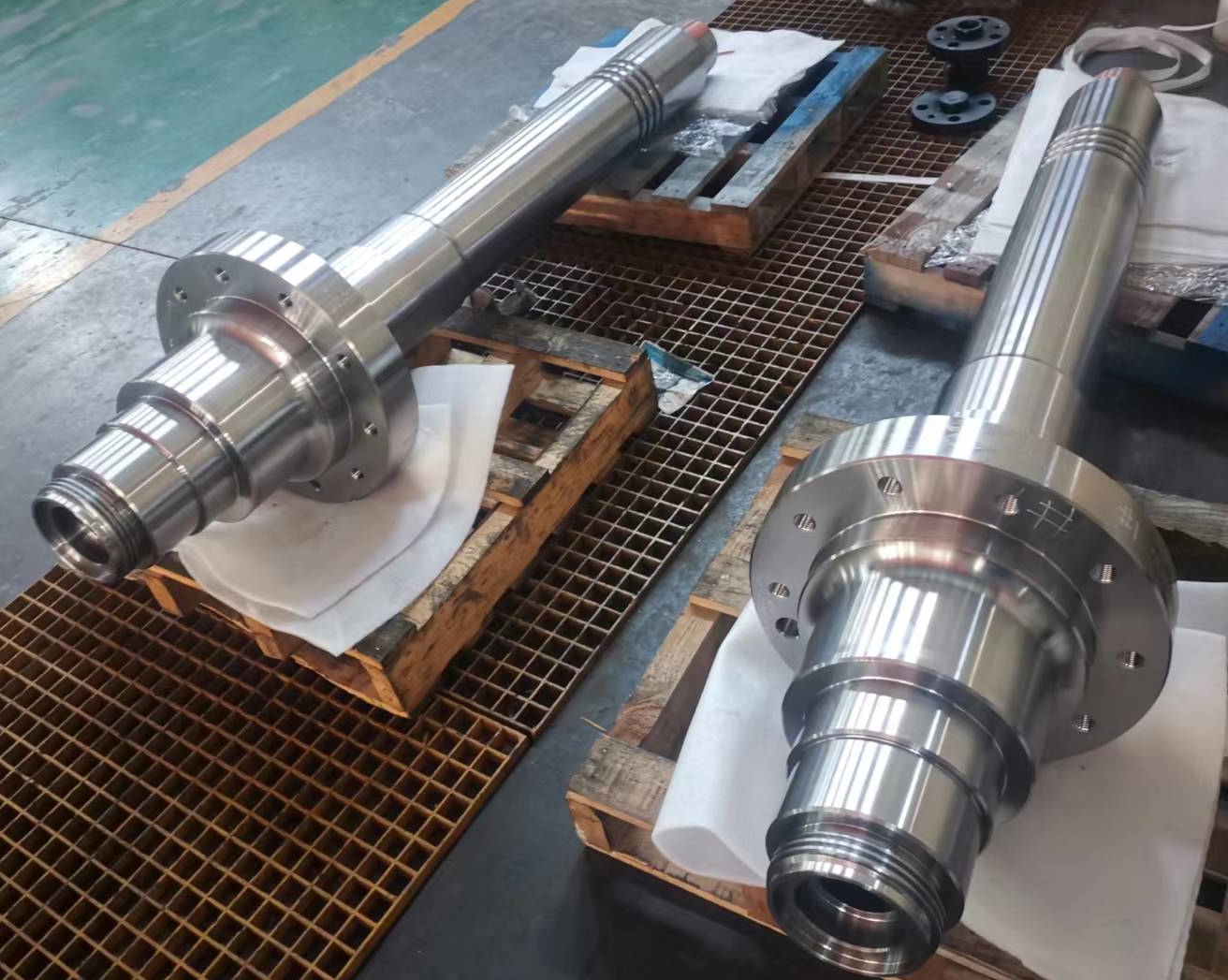
CNC Turning for Zirconium
CNC turning is ideal for producing cylindrical zirconium components such as shafts, bolts, and fittings. It requires careful control of cutting parameters to manage heat generation.
- Perfect for cylindrical and rotational parts
- Achievable tolerances: ±0.005 mm (±0.0002 inches)
- Requires high-pressure coolant systems
- Uses coated carbide inserts with positive rake angles
Drilling & Tapping for Zirconium
Drilling and tapping zirconium requires special attention to chip evacuation and heat management to prevent work hardening and tool breakage.
- Use high-speed steel or carbide drills with proper geometry
- Maintain sufficient coolant flow for chip evacuation
- Use spiral point taps for through holes
- Reduce tapping speeds by 50% compared to steel
Applications of CNC Zirconium Machined Parts
Nuclear Industry
- Fuel cladding tubes
- Pressure tubes
- Guide tubes
- Instrumentation tubes
- Core components
Chemical Processing
- Reactor vessels
- Heat exchangers
- Piping systems
- Valves and pumps
- Mixers and agitators
Medical & Dental
- Orthopedic implants
- Dental implants
- Surgical instruments
- Medical device components
- Biomedical equipment
Aerospace
- Engine components
- Airframe structures
- Hydraulic systems
- Fuel system parts
- Thermal management
Marine & Offshore
- Subsea components
- Offshore equipment
- Desalination plants
- Marine hardware
- Shipbuilding components
Industrial Equipment
- Heat exchangers
- Pressure vessels
- Pumps and compressors
- Valves and fittings
- Precision instrumentation
Surface Finishing for CNC Zirconium Parts
Surface finishing is critical for zirconium components to enhance corrosion resistance, improve biocompatibility, and achieve desired aesthetic properties.
| Finish Type | Benefits | Typical Applications | Cost Level |
|---|---|---|---|
| Passivation | Enhances natural corrosion resistance, removes free iron contamination | All zirconium components, especially critical applications | Low |
| Electropolishing | Creates smooth, clean surface, improves biocompatibility, reduces friction | Medical implants, surgical instruments, precision components | Medium-High |
| Chemical Etching | Removes surface defects, creates uniform surface finish | Nuclear components, chemical processing equipment | Medium |
| Mechanical Polishing | Creates smooth, reflective surface, improves appearance | Decorative applications, medical devices, aerospace components | Medium |
| Oxidation | Creates thick oxide layer, enhances corrosion resistance | Chemical processing equipment, marine components | Low-Medium |
| Coating | Enhances wear resistance, provides additional protection | Industrial components, automotive parts, aerospace applications | High |
CNC Zirconium Machining Tolerances
Achieving tight tolerances in zirconium machining requires careful control of cutting parameters, machine rigidity, and tooling selection.
Typical Tolerance Capabilities
| Machining Process | Standard Tolerance | Precision Tolerance | Ultra-Precision Tolerance |
|---|---|---|---|
| CNC Milling | ±0.01 mm (±0.0004″) | ±0.005 mm (±0.0002″) | ±0.002 mm (±0.0001″) |
| CNC Turning | ±0.005 mm (±0.0002″) | ±0.002 mm (±0.0001″) | ±0.001 mm (±0.00004″) |
| Drilling | ±0.015 mm (±0.0006″) | ±0.01 mm (±0.0004″) | ±0.005 mm (±0.0002″) |
Factors Affecting Tolerance
Machine Rigidity
Zirconium machining requires high-rigidity machines to minimize deflection under high cutting forces
Tooling Selection
Proper tool material and geometry are critical for maintaining dimensional accuracy
Cutting Parameters
Optimal speeds, feeds, and depth of cut help minimize heat-induced distortion
Workholding
Secure fixturing is essential to prevent workpiece movement during machining
Temperature Control
Stable operating temperatures help maintain consistent dimensional accuracy
Operator Skill
Experienced machinists can better manage the unique challenges of zirconium machining
Zirconium CNC Machining Cost Factors
Zirconium machining costs are generally higher than traditional metals due to material costs and specialized processing requirements. Understanding these factors helps in cost optimization.
Material Cost
Zirconium material costs are significantly higher than steel or aluminum, often 10-15 times more expensive.
Machining Time
Zirconium requires slower cutting speeds and more passes, increasing machining time by 3-5 times compared to steel.
Tooling Costs
Specialized carbide and coated tools are required, with higher tool wear rates increasing tooling costs.
Coolant & Lubrication
High-pressure coolant systems and specialized lubricants are required for effective heat management.
Tolerance Requirements
Tighter tolerances require more precise machining, additional quality control, and longer production times.
Production Volume
Larger production volumes help spread fixed costs, reducing per-unit costs significantly.
Design Tips for CNC Zirconium Parts
Proper design is essential for optimizing zirconium machining costs and ensuring successful production. Here are key design considerations:
Wall Thickness
Maintain minimum wall thickness of 1.2 mm (0.047 inches) for zirconium parts to ensure rigidity during machining. For complex geometries, consider increasing to 1.8 mm (0.071 inches) to prevent deflection.
Corner Radii
Use minimum corner radii of 1.5 mm (0.060 inches) to reduce tool stress and improve tool life. Internal corners should have radii at least equal to the tool radius to avoid excessive tool wear.
Hole Design
For drilled holes, keep depth-to-diameter ratio below 6:1 to ensure proper chip evacuation. Use through holes instead of blind holes where possible to simplify machining.
Surface Finish
Specify surface finishes only as required for functionality. Avoid overly smooth finishes unless necessary, as they significantly increase production time and cost.
Tolerance Specification
Only specify tight tolerances where functionally necessary. Over-specifying tolerances can increase costs by 3-4 times without providing corresponding benefits.
Part Orientation
Design parts to minimize the number of setups required. Use symmetrical designs where possible and avoid complex undercuts that require specialized tooling.
Ready to Start Your CNC Zirconium Machining Project?
Our experienced engineering team specializes in zirconium machining for nuclear, chemical, and high-performance applications
Frequently Asked Questions
Why is zirconium machining more expensive than titanium?
Zirconium machining is more expensive due to higher material costs, slower cutting speeds, increased tool wear, and the need for specialized equipment and processing to handle its unique properties.
What is the most common zirconium grade for CNC machining?
Zr702 (commercial pure zirconium) is the most commonly used grade for general applications, while Zr-2 and Zr-4 are preferred for nuclear applications, and Zr705 for high-strength applications.
What tolerances can be achieved with zirconium machining?
Standard tolerances of ±0.01 mm (±0.0004 inches) are achievable, with precision machining capable of ±0.002 mm (±0.0001 inches) for critical applications using specialized equipment.
What cutting tools are best for zirconium machining?
Carbide tools with TiN, TiCN, or diamond-like carbon coatings are recommended for zirconium machining. High-speed steel tools can be used for roughing operations but have shorter tool life.
How can I reduce zirconium machining costs?
Costs can be reduced by optimizing part design, specifying appropriate tolerances, using standard grades, increasing production volume, and working with experienced zirconium machining specialists.
What surface finishes are available for zirconium parts?
Common surface finishes include passivation, electropolishing, chemical etching, mechanical polishing, oxidation, and various coatings to enhance corrosion resistance and appearance.