Complete Technical Reference for Precision Machined Parts
Introduction
CNC machining produces highly precise components, but the surface condition of machined parts often requires additional finishing processes.
As a CNC machining professional with 20 years of experience, I’ve seen firsthand how surface finishing can transform both the appearance
and performance of machined parts.
Surface finishing improves appearance, corrosion resistance, durability, and overall performance of machined components.
The right surface finish can extend the lifespan of parts by 5-10 times in harsh environments, while also enhancing their aesthetic appeal.
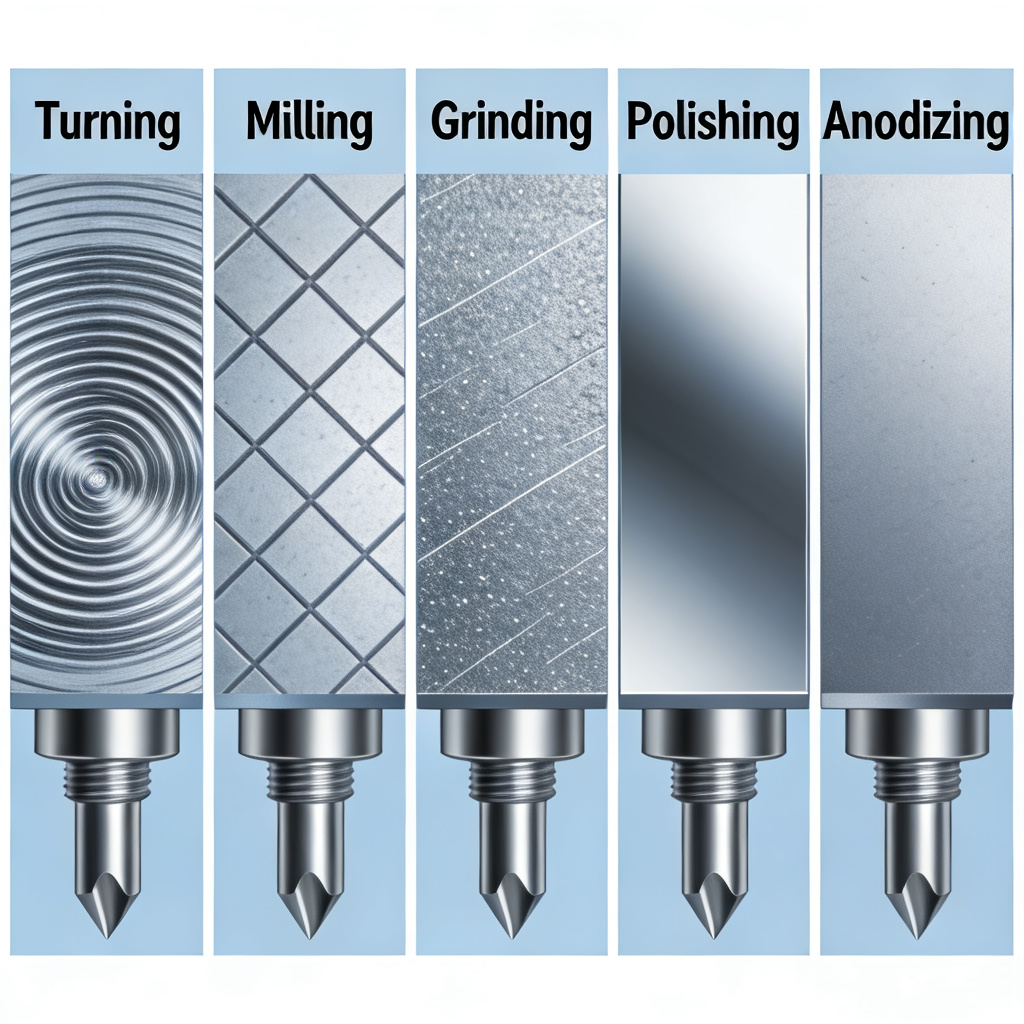
Various surface finishing methods such as anodizing, polishing, sandblasting, and electroplating are commonly used in CNC manufacturing.
Each process has its own advantages, costs, and applications, making it important to choose the right one for your specific needs.
What is CNC Surface Finishing?
Surface finishing refers to the post-processing operations applied to CNC machined parts to improve their surface properties.
These finishing techniques can enhance corrosion resistance, reduce friction, improve aesthetics, and increase durability.
After CNC machining, parts often have visible tool marks, sharp edges, and surfaces that are not suitable for their intended application.
Surface finishing processes address these issues by modifying the surface layer of the material.
The choice of surface finishing method depends on the material, application requirements, environmental conditions, and budget constraints.
With 20 years in the industry, I’ve helped countless clients select the optimal surface finish for their specific applications.
Key Surface Finishing Objectives
- Improve Corrosion Resistance: Protect parts from environmental damage
- Enhance Wear Resistance: Extend part lifespan in moving applications
- Reduce Friction: Improve performance in sliding or rotating components
- Improve Aesthetics: Create visually appealing surfaces
- Modify Surface Texture: Create specific functional surfaces
- Improve Cleanability: Make parts easier to maintain
- Enhance Electrical Properties: Improve conductivity or insulation
- Prepare for Adhesion: Improve bonding for paints or coatings
Why Surface Finishing is Important for CNC Parts
Corrosion Resistance
Surface finishing significantly improves corrosion resistance by creating a protective barrier between the base material and the environment.
Properly finished parts can last 5-10 times longer in harsh conditions compared to untreated parts.
Test Data:
Salt spray test results show anodized aluminum parts can withstand over 1000 hours without significant corrosion, compared to just 24 hours for untreated aluminum.
Wear Resistance
Surface treatments like hard anodizing and nitriding significantly increase surface hardness, reducing wear and extending part lifespan in high-friction applications.
Hardness Comparison:
- Untreated aluminum: ~95 HV
- Anodized aluminum: 250-500 HV
- Hard anodized: 400-600 HV
Improved Aesthetics
Surface finishing enhances the visual appearance of machined parts, making them more attractive for consumer products and visible components.
This can significantly improve perceived quality and market acceptance.
Aesthetic Benefits:
- Uniform surface texture
- Wide range of color options
- Elimination of tool marks
- Professional, finished appearance
Better Surface Smoothness
Polishing and other finishing processes create smoother surfaces that reduce friction, improve sealing capabilities, and enhance the performance of moving parts.
Surface Roughness Improvements:
- As-machined: Ra 1.6-6.3 μm
- Polished: Ra 0.025-0.4 μm
- Mirror finish: Ra 0.012-0.025 μm
Improved Durability
Surface finishing improves overall durability by protecting parts from environmental factors, mechanical wear, and chemical attack,
resulting in longer service life and lower maintenance costs.
Durability Enhancements:
- Extended service life by 3-10x
- Reduced maintenance requirements
- Lower replacement costs
- Improved reliability in critical applications
Common Types of CNC Surface Finishing
1. Anodizing
Anodizing is one of the most widely used surface finishing processes for aluminum CNC parts. It creates a protective oxide layer
that improves corrosion resistance and surface hardness.
The process involves immersing the aluminum part in an electrolytic solution and passing an electric current through it.
This causes a layer of aluminum oxide to grow on the surface of the part.
Key Anodizing Parameters
Type II (Standard) Anodizing:
- Electrolyte: 15-20% sulfuric acid
- Current density: 1.5-2.5 A/dm²
- Voltage: 12-18V
- Temperature: 18-22°C
- Processing time: 30-60 minutes
Type III (Hard) Anodizing:
- Electrolyte: Sulfuric or mixed acid
- Current density: 3-5 A/dm²
- Voltage: 20-40V
- Temperature: 0-5°C
- Processing time: 60-90 minutes
2. Powder Coating
Powder coating is a popular finishing process that applies a dry powder to the surface of a part, which is then cured under heat
to form a hard, durable finish. It offers excellent durability, color variety, and environmental benefits.
The process involves electrostatically charging the powder particles and spraying them onto the grounded part.
The charged particles adhere to the part’s surface, which is then heated to melt and cure the powder.
Powder Coating Advantages
- Thick Coating: Provides excellent coverage and protection
- Strong Durability: Resists chipping, scratching, and fading
- Color Variety: Wide range of colors and finishes available
- Environmentally Friendly: No volatile organic compounds (VOCs)
- Cost Effective: High transfer efficiency with minimal waste
- Uniform Coverage: Even coverage on complex shapes
- Chemical Resistance: Resists many chemicals and solvents


3. Electroplating
Electroplating is a process that deposits a thin layer of metal onto the surface of a part using an electric current.
This improves corrosion resistance, enhances appearance, and provides other functional benefits.
The part is immersed in a solution containing metal ions and connected to the negative terminal of a power supply.
A metal anode is connected to the positive terminal. When current flows, metal ions from the solution are reduced and deposit onto the part.
Common Electroplating Types
Nickel Plating:
- Excellent corrosion resistance
- Good wear resistance
- Enhanced appearance
Chrome Plating:
- Hard, durable surface
- Excellent wear resistance
- Highly reflective finish
Zinc Plating:
- Excellent corrosion protection
- Cost-effective
- Can be passivated for extra protection
4. Sandblasting
Sandblasting, also known as abrasive blasting, uses high-pressure air to propel abrasive particles onto the surface of a part.
This creates a uniform matte finish and prepares the surface for other finishing processes.
The process removes surface contaminants, scale, and tool marks while creating a rough surface that improves adhesion for paints,
coatings, and adhesives. The resulting surface texture depends on the type and size of abrasive used.
Sandblasting Process Parameters
Pressure Settings:
- Thin aluminum: 40-60 psi (2.8-4.1 bar)
- Medium thickness: 60-100 psi (4.1-6.9 bar)
- Heavy parts: 100-150 psi (6.9-10.3 bar)
Nozzle Parameters:
- Distance: 15-30 cm from surface
- Angle: 60-90° to surface
- Abrasive type: Aluminum oxide, glass beads
- Grit size: 60-240 mesh


5. Polishing
Polishing is a finishing process that creates a smooth, shiny surface by removing material from the part surface.
It can produce anything from a satin finish to a high-gloss mirror finish, depending on the application requirements.
The process typically involves multiple stages using progressively finer abrasives. Starting with coarse grits to remove tool marks,
then moving to finer grits to create the desired surface finish.
Polishing Stages and Surface Finishes
| Stage | Abrasive Grit | Surface Roughness (Ra) | Appearance |
|---|---|---|---|
| Coarse Polishing | 80-120 grit | 1.6-3.2 μm | Removes tool marks |
| Medium Polishing | 240-400 grit | 0.4-0.8 μm | Satin finish |
| Fine Polishing | 600-800 grit | 0.2-0.4 μm | Smooth finish |
| Mirror Polishing | 1200-2000 grit | 0.012-0.025 μm | High-gloss mirror |
6. Passivation
Passivation is a chemical process that enhances the corrosion resistance of stainless steel parts by removing free iron from the surface
and promoting the formation of a protective chromium oxide layer.
The process involves immersing the stainless steel part in an acid solution, typically nitric acid or citric acid,
which dissolves free iron without significantly affecting the stainless steel itself.
Passivation Standards and Methods
ASTM A967 Standard:
- Method 1: Nitric acid passivation
- Method 2: Citric acid passivation
- Method 3: Nitric acid with sodium dichromate
Process Parameters:
- Temperature: 20-60°C
- Time: 15-60 minutes
- Acid concentration: 20-50% by volume
Benefits of Passivation
- Enhances corrosion resistance of stainless steel
- Removes free iron from machining processes
- Improves cleanability and hygiene
- Maintains original dimensions and surface finish
- No dimensional change to the part
- Environmentally friendly options available
- Meets industry standards for critical applications
Surface Finishing Comparison Table
| Surface Finish | Best For Material | Primary Purpose | Typical Thickness | Cost (Relative) | Environmental Resistance |
|---|---|---|---|---|---|
| Anodizing | Aluminum alloys | Corrosion protection, wear resistance | 5-50 μm | Medium | Excellent |
| Powder Coating | Steel, aluminum, zinc | Durability, aesthetics, corrosion protection | 25-125 μm | Medium | Excellent |
| Electroplating | Steel, copper, brass | Corrosion protection, conductivity, appearance | 0.5-25 μm | Medium-High | Good-Excellent |
| Sandblasting | Most metals | Surface preparation, matte texture | No material added | Low | None (preparation only) |
| Polishing | Most metals | Appearance, reduced friction, cleanability | Material removed | Medium-High | Same as base material |
| Passivation | Stainless steel | Corrosion protection | No dimensional change | Low-Medium | Excellent for stainless steel |
How to Choose the Right Surface Finish for CNC Parts
Consider the Material
Different materials require different surface finishing processes. Aluminum parts are often anodized, while stainless steel parts
may be passivated or polished. Steel parts can be powder coated or electroplated for corrosion protection.
- Aluminum: Anodizing, powder coating, polishing
- Steel: Powder coating, electroplating, painting
- Stainless steel: Passivation, polishing, electroplating
- Titanium: Anodizing, chemical coating, polishing
Evaluate the Environment
Consider the environmental conditions the part will be exposed to. Parts used outdoors or in corrosive environments
require better corrosion protection than those used in controlled indoor environments.
- Outdoor use: Anodizing, powder coating, galvanizing
- Marine environment: Hard anodizing, stainless steel passivation
- Chemical exposure: PTFE coating, electroless nickel
- High temperature: Ceramic coating, heat-resistant paint
Determine Appearance Requirements
The desired appearance will influence your choice of surface finish. Some processes offer a wide range of colors,
while others provide specific textures or finishes.
- Color matching: Powder coating, anodizing, painting
- Matte finish: Sandblasting, bead blasting
- Shiny finish: Polishing, chrome plating
- Natural metal look: Clear anodizing, passivation
Consider Cost and Lead Time
Different finishing processes have different costs and lead times. Consider your budget and production schedule
when selecting a surface finish.
- Low cost: Passivation, sandblasting, clear anodizing
- Medium cost: Color anodizing, powder coating
- High cost: Chrome plating, mirror polishing
- Quick turnaround: Passivation, sandblasting
Surface Finishing for Different CNC Materials
Aluminum Alloys
Aluminum is one of the most commonly used materials in CNC machining, and it offers excellent surface finishing options.
Anodizing is the most popular choice for aluminum parts due to its excellent corrosion resistance and durability.
Recommended Finishes:
- Anodizing: Best overall protection and appearance
- Clear Anodizing: Natural look with corrosion protection
- Color Anodizing: Wide range of color options
- Hard Anodizing: Maximum wear resistance
- Sandblasting: Matte texture for aesthetic appeal
- Polishing: Bright, reflective finish
Stainless Steel
Stainless steel naturally has good corrosion resistance, but surface finishing can enhance its properties and improve its appearance.
Passivation is often recommended to remove free iron from the machining process.
Recommended Finishes:
- Passivation: Enhances natural corrosion resistance
- Electropolishing: Smooth, clean surface with improved corrosion resistance
- Polishing: Creates bright, reflective finish
- Sandblasting: Creates uniform matte texture
- Electroplating: Adds nickel or chrome for enhanced appearance
- PVD Coating: Thin, durable coating for wear resistance
Steel Alloys
Steel parts require good corrosion protection, as steel is prone to rusting. Powder coating and electroplating are popular choices
for steel parts due to their excellent corrosion resistance and durability.
Recommended Finishes:
- Powder Coating: Durable, colorful finish with excellent protection
- Zinc Plating: Cost-effective corrosion protection
- Nickel Plating: Good corrosion resistance with attractive appearance
- Chrome Plating: Hard, durable finish with excellent wear resistance
- Phosphate Coating: Base for paint or lubricant
- Black Oxide: Decorative finish with moderate corrosion protection
Engineering Plastics
Plastic parts can also benefit from surface finishing to improve appearance, wear resistance, and other properties.
Polishing, painting, and plating are common finishing processes for plastic parts.
Recommended Finishes:
- Polishing: Creates smooth, shiny surface
- Painting: Adds color and protection
- Vacuum Metalizing: Creates metallic appearance
- Electroplating: Real metal coating for plastic parts
- Flame Treatment: Improves adhesion for painting
- Chemical Etching: Creates decorative patterns or improves adhesion
Cost of CNC Surface Finishing
The cost of CNC surface finishing varies depending on several factors, including the type of finishing process, part size,
production volume, and specific requirements. As a general rule, more complex processes and higher quality requirements will cost more.
With 20 years in the industry, I’ve developed a good understanding of the cost structures for different finishing processes.
It’s important to balance cost with performance requirements to get the best value for your investment.
Remember that while some finishing processes may have higher upfront costs, they can provide significant long-term savings through
improved durability and reduced maintenance requirements.
Typical Cost Ranges
Per Part Cost Estimates (Small to Medium Parts):
- Sandblasting: $0.50 – $2.00
- Passivation: $0.75 – $2.50
- Clear Anodizing: $1.00 – $3.00
- Color Anodizing: $1.50 – $4.00
- Powder Coating: $2.00 – $5.00
- Nickel Plating: $2.50 – $6.00
- Chrome Plating: $3.00 – $8.00
- Mirror Polishing: $4.00 – $10.00
Factors Affecting Surface Finishing Costs
Part Size and Complexity
Larger parts and parts with complex geometries require more time and materials to finish, increasing costs.
Intricate internal features may require specialized processes or manual labor.
Production Volume
Larger production volumes typically result in lower per-part costs due to economies of scale.
Setup costs can be spread across more parts, reducing the overall cost per unit.
Finish Quality Requirements
Higher quality requirements, such as mirror finishes or tight color matching, require more processing steps and
greater precision, increasing costs.
Material Type
Different materials require different processing techniques and chemicals. Some materials are more difficult to finish
than others, affecting overall costs.
Design Tips for CNC Surface Finishing
Design for Manufacturability
Designing parts with surface finishing in mind can significantly reduce costs and improve quality. Here are some key tips based on my 20 years of experience:
- Avoid sharp edges: Sharp edges are difficult to finish uniformly and can cause coating buildup. Use a minimum 0.5mm radius on all edges.
- Maintain uniform wall thickness: This ensures consistent coating thickness and reduces the risk of warping during heat curing processes.
- Consider coating thickness: Account for coating thickness in your design tolerances. Most coatings add 0.01-0.1mm per side.
- Provide drainage: For parts that will be immersed in finishing solutions, ensure proper drainage to prevent solution trapping.
- Use standard colors: Custom colors can be expensive and increase lead times. Use standard color charts when possible.
- Minimize complex internal features: These can be difficult to finish uniformly and may require additional processing steps.
- Consider masking requirements: Design features that need to be masked should be easily accessible and allow for effective masking.
Common Design Mistakes to Avoid
Over the years, I’ve seen many design mistakes that could have been avoided with better consideration for surface finishing:
- Ignoring coating thickness: Not accounting for coating thickness can lead to parts that are too large or have incorrect fits.
- Designing sharp corners: These are difficult to finish and can cause stress concentrations in the coating.
- Creating trapped areas: Features that trap finishing solution can cause quality issues and require additional processing.
- Specifying overly tight tolerances: Tighter tolerances require more precise finishing processes, increasing costs.
- Choosing incompatible materials: Some materials don’t work well with certain finishing processes.
- Not considering masking: Features that need to remain uncoated should be designed for easy masking.
- Ignoring environmental requirements: Choosing the wrong finish for the application environment can lead to premature failure.
Recommended Design Practices
Edge Radii
Minimum 0.5mm radius on all edges for coating processes. 1mm or larger for better results.
Tolerance Allowance
Allow ±0.02-0.05mm per side for coating thickness, depending on process.
Draft Angles
Include 1-3° draft angles on deep features to ensure uniform coating coverage.
Hole Sizes
Minimum 3mm diameter for through holes to ensure proper coating coverage and drainage.
FAQ About CNC Surface Finishing
What is the best surface finish for aluminum CNC parts?
Anodizing is generally considered the best surface finish for aluminum CNC parts due to its excellent corrosion resistance,
durability, and aesthetic appeal. It creates a hard, wear-resistant oxide layer that integrates with the aluminum substrate,
providing long-lasting protection. The type of anodizing (Type II or Type III) depends on the specific application requirements.
Is anodizing better than powder coating?
The choice between anodizing and powder coating depends on the application. Anodizing is better for aluminum parts where you want
a durable, corrosion-resistant finish that maintains the metal’s appearance and allows for good adhesion of paints or adhesives.
Powder coating is better for steel parts or when you need a thick, colorful, or highly durable finish that provides excellent
protection against impact and abrasion.
What surface finish improves corrosion resistance the most?
For aluminum parts, hard anodizing provides the best corrosion resistance, with salt spray test results showing over 1000 hours
without significant corrosion. For steel parts, hot-dip galvanizing or powder coating with a zinc-rich primer offers excellent
corrosion protection. For stainless steel, passivation enhances the natural corrosion resistance by removing free iron from the surface.
Can CNC parts be polished to a mirror finish?
Yes, CNC parts can be polished to a mirror finish using a multi-stage polishing process. This typically involves using progressively
finer abrasive grits, starting with coarse grits to remove tool marks and moving to very fine grits (1200-2000 mesh) to create
the mirror finish. The final surface roughness can be as low as Ra 0.012-0.025 μm, which is equivalent to a true mirror finish.
How does surface finishing affect part dimensions?
Surface finishing can affect part dimensions by adding material to the surface (in the case of coatings like anodizing,
powder coating, or electroplating) or removing material (in the case of processes like polishing or sandblasting).
It’s important to account for these dimensional changes in the design phase. For example, anodizing typically adds
5-20 μm per side, while powder coating can add 25-125 μm per side.
What is the difference between passivation and plating?
Passivation is a chemical process that enhances the natural corrosion resistance of stainless steel by removing free iron
from the surface and promoting the formation of a protective chromium oxide layer. It does not add any material to the part
and does not change its dimensions significantly.
Plating, on the other hand, involves depositing a thin layer of metal (such as nickel, chrome, or zinc) onto the part surface
using an electric current. This adds material to the part, changes its dimensions, and provides additional corrosion protection
and aesthetic benefits.
Need Help with CNC Surface Finishing?
Our team of experienced engineers specializes in CNC surface finishing for precision machined parts across aerospace, robotics, medical, and automotive industries.
With over 20 years of experience, we can help you select the optimal surface finish for your specific application and provide high-quality finishing services that meet your exact specifications.