We shape thin metal sheets into exact parts using heavy presses and smart dies. Fast. Cheap in big runs. Used in cars, phones, and medical tools. Here’s exactly how it works.

What Is Precision Metal Stamping?
We take flat metal coil or sheet and feed it into a press. The die punches, bends, or stretches the metal into the exact shape we need. One hit or many hits in a row — it all happens in seconds. That’s why big factories love it for thousands or millions of parts.
Typical thickness? From 0.05 mm to 6 mm. Tolerance down to ±0.02 mm on critical spots. We do this every day for auto brackets, phone shields, and medical clips.
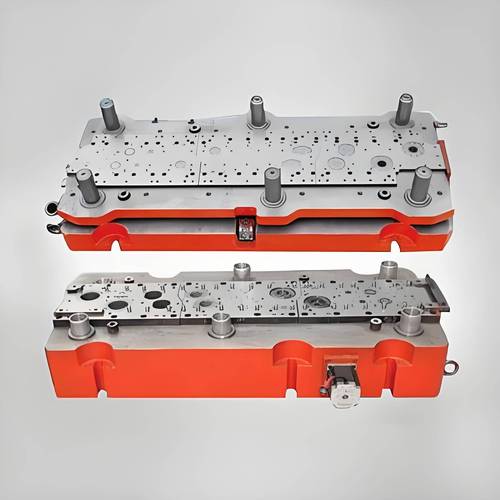
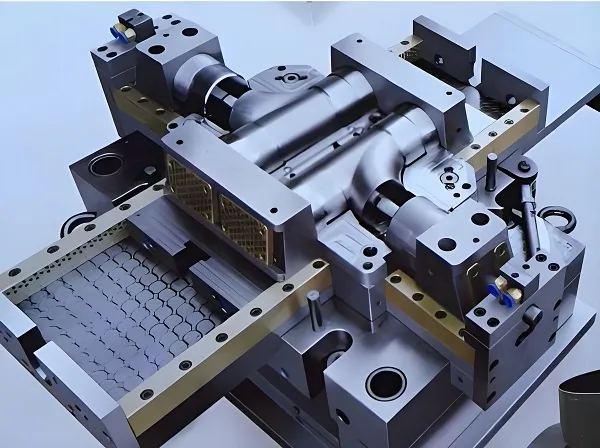
Progressive die ready for high-speed stamping
The Main Stamping Processes We Use
1. Blanking & Piercing
We cut the outer shape and punch holes in one quick stroke. Clean edges every time.
2. Bending
Simple 90-degree folds or complex angles. We control spring-back so the part stays straight.
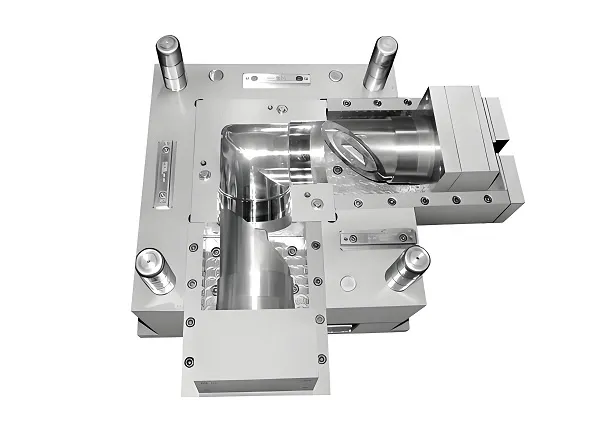
3. Deep Drawing
We pull the metal into a cup or deep shape without tearing it. Great for battery cases and sensor housings.
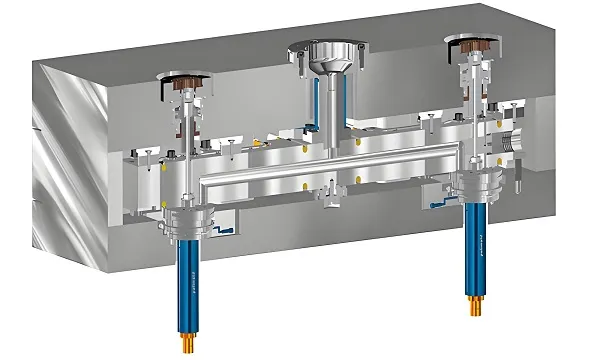
Most of our work uses progressive dies — one long strip of metal moves through 10–20 stations. Each station does one job: punch, bend, coin, cut off. The finished part drops out at the end. One press can make 800 pieces per minute.
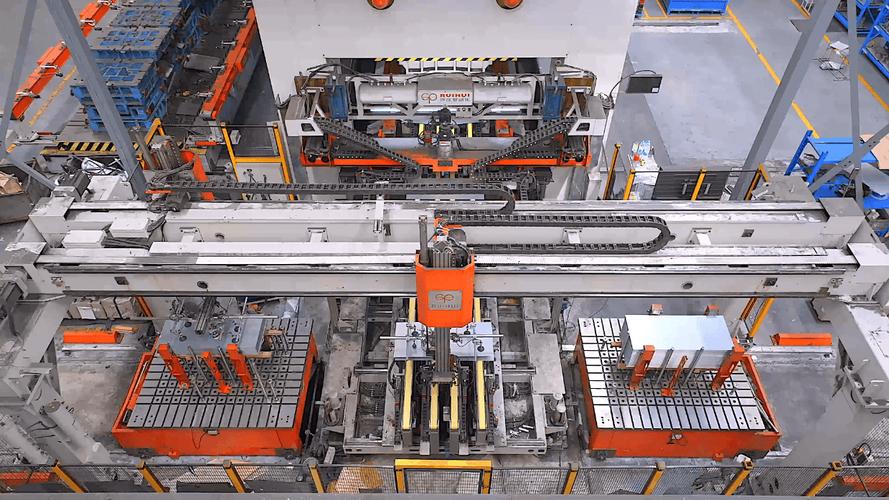
How a progressive die turns coil into finished parts
Materials We Stamp Every Day
Right material = right part. We pick based on strength, weight, corrosion, and cost.
| Material | Key Strengths | Common Uses |
|---|---|---|
| Stainless Steel 304 / 316 | Rust-proof, strong, food-safe | Medical tools, kitchen parts, marine |
| Aluminum 5052 / 6061 | Light, easy to form, good heat sink | Phone frames, LED lights, auto trim |
| Cold Rolled Steel SPCC | Cheap, strong after plating | Brackets, enclosures, hardware |
| Copper & Brass | Excellent conductivity | Electrical terminals, connectors |
Before stamping we often anneal the coil to make it softer. After stamping we can add plating, powder coat, or passivation.

Standards We Follow
- ISO 9001:2015 – full quality system
- IATF 16949 – automotive grade (when needed)
- ISO 2768-m – general tolerances
- ASTM E8 – tensile testing method
- RoHS & REACH – no bad substances
Real Test Data (for reference only)
In a recent 10,000-piece run of stainless brackets:
- Hole diameter tolerance: ±0.015 mm (measured on CMM)
- Bend angle: 90° ±0.5°
- Surface roughness Ra: 0.8–1.6 μm
- Tensile strength on test samples: 520–550 MPa (304 SS)
These numbers come from our shop floor. Your results may vary with material batch and press condition. Always verify with your own parts.

Coordinate measuring machine (CMM) checks every critical dimension
Why Customers Choose Us for Precision Stamping
Super fast
One press can spit out 500–1200 parts per minute. Tooling pays for itself quick on big orders.
Low cost per piece
After the die is made, each extra part costs almost nothing.
Repeatable accuracy
Same part, same look, every single time.
Common Problems & Simple Fixes
Cracks? We choose softer material or add more drawing steps. Wrinkles? Better blank holder pressure. Die wear? Harder tool steel and regular polishing.
We run trial runs on every new job. Adjust until it’s perfect before full production starts.
Where These Parts Go
Car door hinges, phone camera brackets, medical device clips, electrical terminals, appliance panels — you name it. If it’s flat or gently formed metal, we probably stamp it.

What’s Next
More sensors in the press for real-time monitoring. Servo presses for gentler forming. New high-strength alloys. We keep testing so we stay ahead.
Quick Questions
How tight can tolerances be?
±0.01 mm on holes and ±0.5° on bends is normal for us.
Minimum order quantity?
Usually 5,000 pieces. Smaller runs possible with simpler tools.
Lead time?
New die: 3–5 weeks. Production: 1–2 weeks after sample approval.
Ready for Your Next Stamping Project?
Send us your drawing. We’ll quote fast and make samples that match exactly.
Goldcattle Precision Metal Stamping • Xiamen, China • All data shown is typical and for reference only.