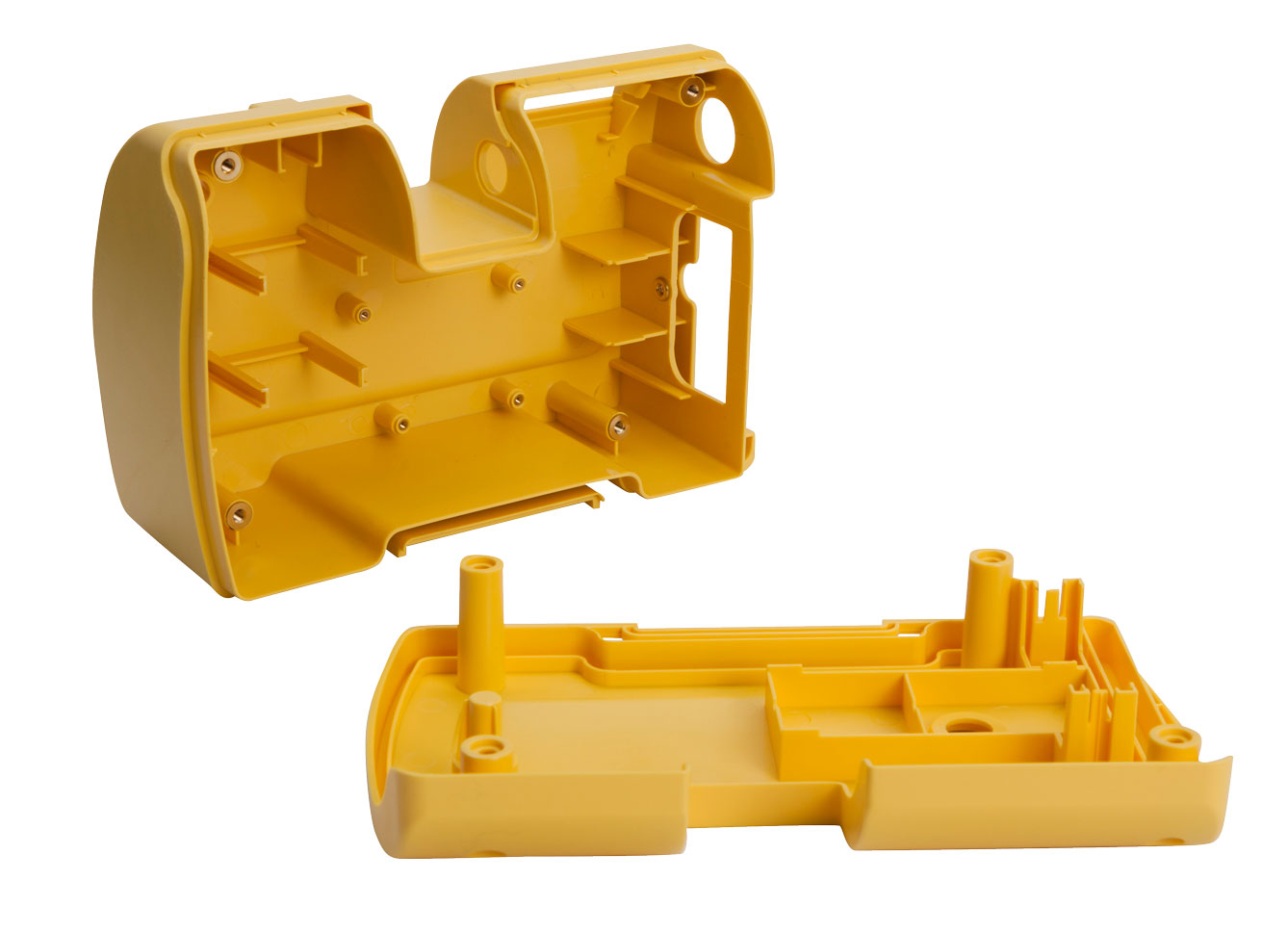
Low volume plastic injection molding is a manufacturing solution designed for producing small batches of plastic parts—typically from dozens to several thousand units—using rapid tooling or prototype molds. It helps companies validate designs, test markets, and bridge production before investing in high-volume tooling.

When Is Low Volume Injection Molding the Right Choice?
Not every project requires full-scale production tooling. Our small batch solution is tailored to help you move forward without unnecessary upfront investment, perfect for these common scenarios:
How Low Volume Injection Molding Works
Our streamlined process delivers production-quality parts in weeks, not months, with the same precision you expect from traditional manufacturing:
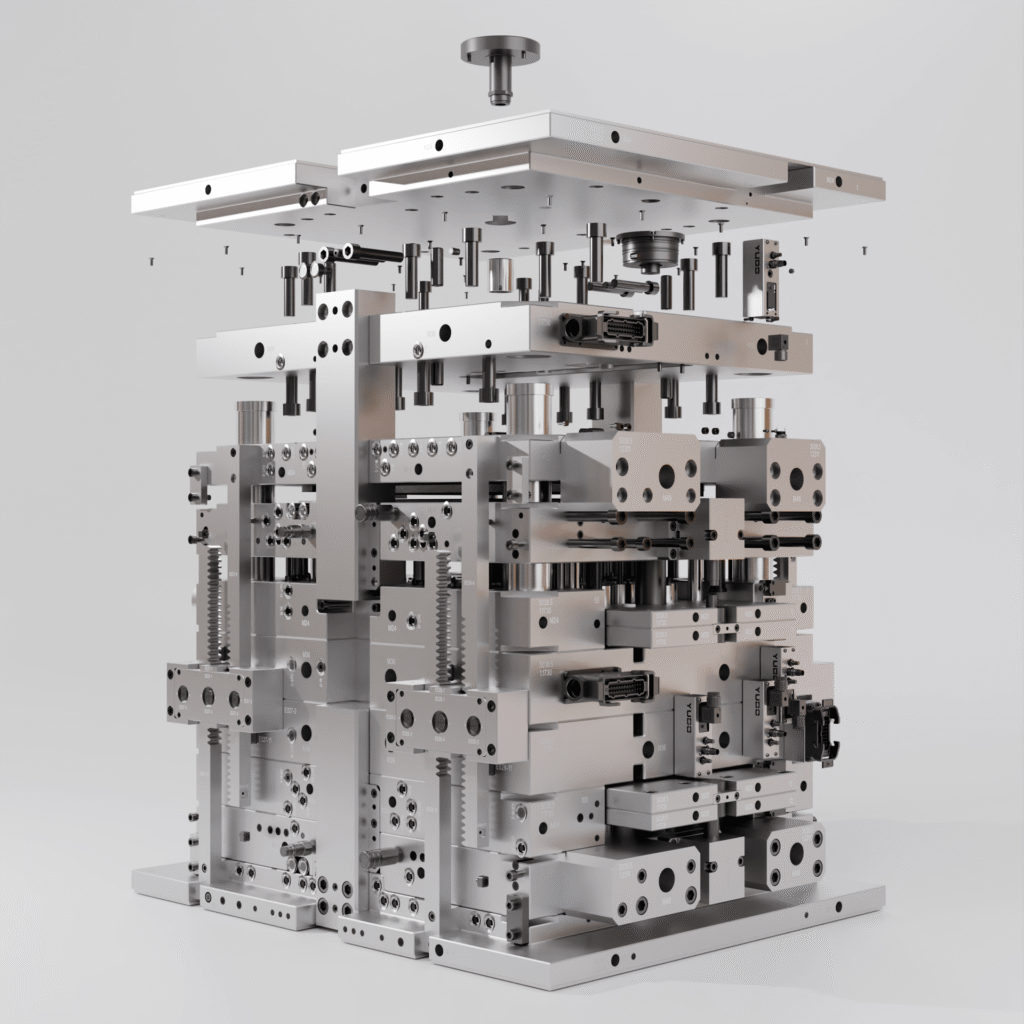
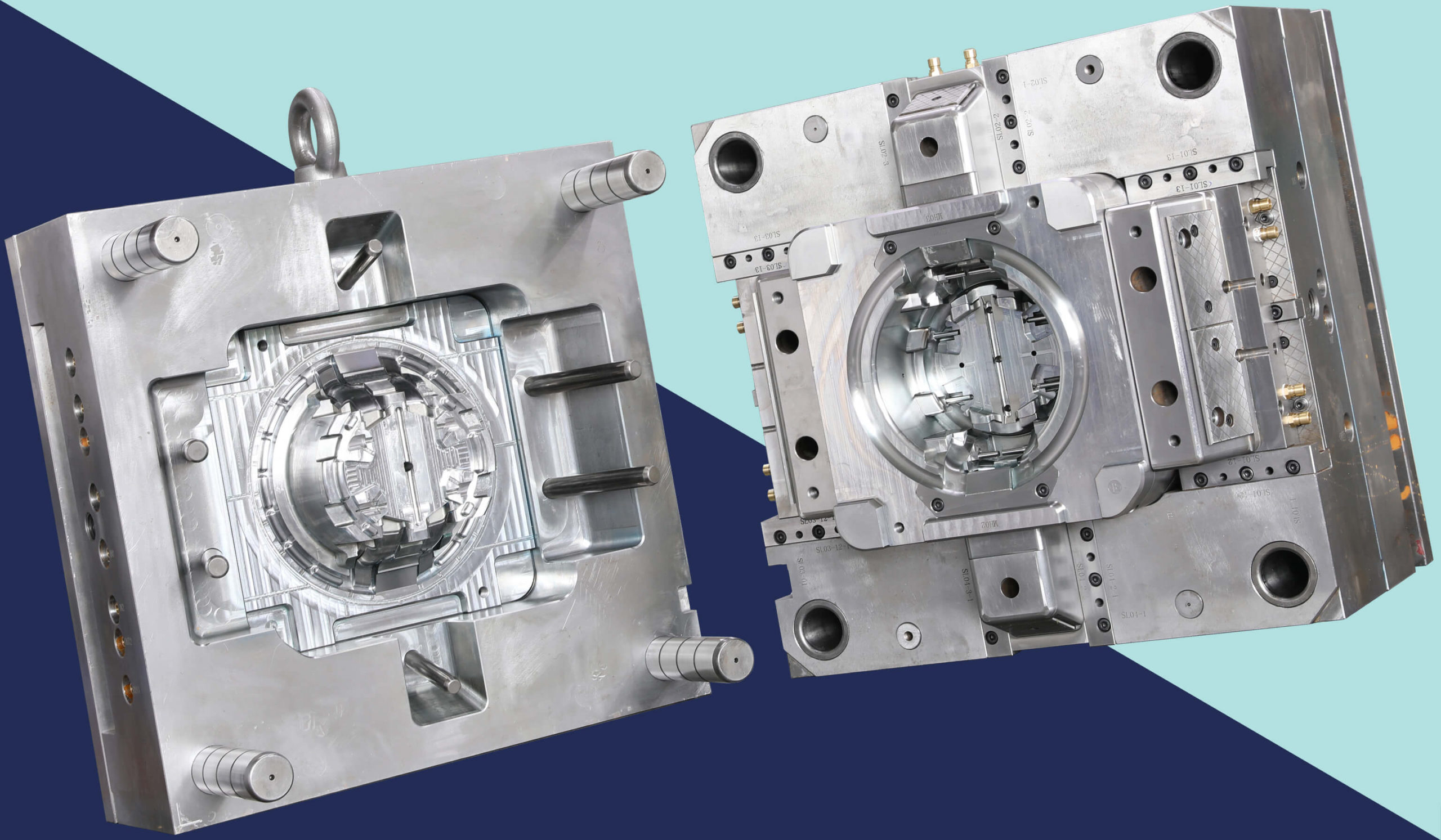
Rapid Tooling vs. Production Tooling
One of the most common questions we hear is: “Why not just build a steel mold for production?” The answer depends on your project stage. Here’s how the two options compare:
Low Volume Molding vs. Other Manufacturing Methods
Choosing the right process for your project can save you time and money. Here’s how small batch injection molding compares to other common prototyping and manufacturing options:
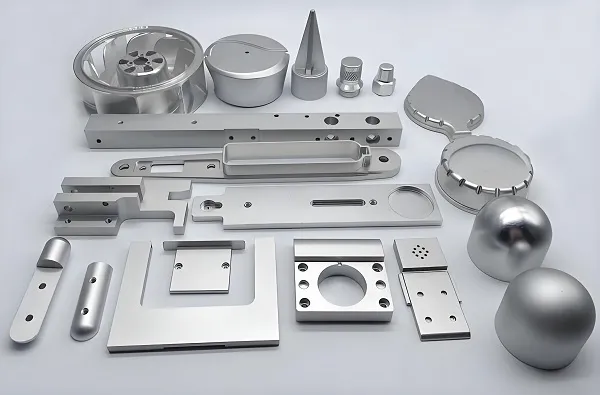
Common Materials for Small Batch Molding
We work with a wide range of production-grade thermoplastics to match your part’s functional requirements, from prototyping to end-use applications:
Design Considerations for Small Batch Molding
While rapid tooling offers more flexibility than traditional molding, following these design guidelines will help you get the best quality parts and avoid unexpected issues:
Wall Thickness
Consistent wall thickness prevents sink marks and warping, especially during rapid tooling validation runs.
Draft Angle
Adding proper draft angles ensures parts can be ejected from the mold easily without damage.
Gate Location
Strategic gate placement helps with flow and minimizes visible marks on your finished part.
Shrinkage
We account for material-specific shrinkage during tool design to ensure your parts meet exact specifications.
Undercuts
We can handle simple undercuts with side actions, helping you create complex geometries even for small runs.
Free DFM Review
Our engineers will review your design for free to identify potential issues before we start tooling.
What Affects Your Small Batch Molding Cost?
Understanding cost drivers helps you optimize your project for budget and timeline. Here are the key factors that influence your final quote:
Simple parts with standard geometries have lower tooling costs, while complex features like side actions add minimal extra cost for small runs.
Standard materials like ABS and PP are cost-effective, while specialty engineering plastics may have higher material costs.
Higher quantities spread tooling costs across more units, reducing your per-part cost as your order size grows.
Larger or thicker parts have longer cycle times, which can affect production time and overall cost for your run.
Our Low Volume Molding Capabilities
With over 10 years of experience in small batch manufacturing, we deliver consistent, production-quality parts that meet your exact requirements:
Get Your Custom Quote Today
Ready to start your small batch project? To provide you with an accurate, no-obligation quote, we just need a few details from you:
Frequently Asked Questions
What is considered low volume injection molding?
Typically, low volume injection molding refers to production runs from 100 up to 5,000 units. This range fills the gap between prototyping and full mass production, perfect for product launches and market testing.
How fast can I get my parts?
Most small batch projects are completed within 7-14 business days from design approval. This includes tooling fabrication, sampling, and full production run.
Can I use low volume parts for production?
Absolutely. Our small batch parts use the same production-grade materials as mass production parts, so they are fully functional for end-use applications. This also lets you bridge production while waiting for your full-scale tooling.
What’s the difference between low volume molding and prototyping?
While prototyping focuses on single or few parts to validate design, low volume molding produces larger quantities with production-grade tooling and materials, giving you parts that are identical to what you’d get from mass production.
Do you offer finishing services for small batch parts?
Yes, we offer a full range of secondary operations including painting, polishing, pad printing, assembly, and packaging to deliver fully finished parts ready for your market.