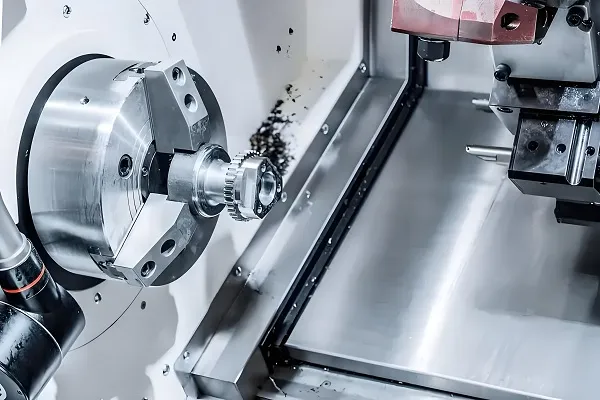
I. Introduction: Revolutionizing the Heart of Engine Performance
As the critical component converting reciprocating motion to rotational power, the crankshaft directly impacts torque output, vibration characteristics, and service life. Custom CNC crankshaft services leverage material innovation, structural optimization, and precision machining to deliver end-to-end solutions for high-performance racing, new energy vehicles, and specialized equipment.

II. Crankshaft Material Performance & Machining Characteristics
1. Alloy Steels
GradeDensity (g/cm³)Tensile Strength (MPa)Hardness (HRC)ApplicationsMachining Parameters
42CrMo7.85108028-32High-load enginesTurning Vc=80m/min, nitriding treatment
38MnVS67.85120030-35Turbocharged enginesSurface hardening depth 2-4mm
Technical Breakthroughs:
Ultrasonic-assisted turning reduces cutting force by 30%, achieving journal cylindricity ≤0.005mm
Roller burnishing induces -600MPa residual stress, extending fatigue life by 40%
2. Ductile Iron
GradeDensity (g/cm³)Yield Strength (MPa)Elongation (%)Machining TechnologyPerformance Advantages
QT800-27.15602High-speed milling Vc=150m/min30% cost reduction, excellent vibration damping
Process Innovations:
Austempered ductile iron (ADI) achieves HRC38-42 hardness
Fillet rolling increases fatigue strength by 25%
3. Carbon Fiber Composites
TypeDensity (g/cm³)Tensile Strength (MPa)Temperature Resistance (℃)Applications
CFRP1.62000≤150Lightweight racing
Cutting-Edge Applications:
Filament winding for crank arm manufacturing
Laser welding of metal-composite joints (85% parent material strength)
III. Advanced Machining Process Breakthroughs
1. Five-Axis Precision Machining
Technology:
Simultaneous X/Y/Z linear and A/C rotational axes enable smooth surface machining with ±0.002mm positioning accuracy.
Key Parameters:
MAZAK Integrex i-400 AM Machine
Spindle Speed: 8,000rpm (turning)
Positioning Accuracy: ±0.002mm
Process Advantages:
Journal Machining:
Alloy steel: Vc=200m/min, f=0.05mm/r
Cylindricity ≤0.003mm
CBN tool parameters:
Oil Gallery Drilling:
Gun drilling achieves 1:50 depth-to-diameter ratio (φ8mm)
Hole positioning ≤±0.1mm
2. Surface Enhancement Technologies
ProcessPrincipleApplicationsParameters
Laser QuenchingRapid heating/coolingJournal surface hardening1.5-2.5mm depth, HRC55
Ion NitridingNitrogen diffusionAlloy steel overall strengthening0.5mm depth, HV900
Shot PeeningHigh-velocity shot blastingResidual stress elimination200% coverage, 0.3mm Almen arc
Performance Comparison:
TreatmentFatigue Strength (MPa)Wear Rate (mg/km)Life (Hours)
Untreated6001.23,000
Ion Nitrided9500.48,000
3. Additive Manufacturing
ProcessMaterialPrecision (mm)Applications
Electron Beam Melting (EBM)Titanium±0.1Lightweight crankshafts (40% weight reduction)
Laser CladdingCobalt-based alloy±0.05Journal repair (0.5-2mm thickness)
Case Data:
EBM-manufactured racing crankshafts achieve 35% weight reduction with 100,000-hour fatigue life.
IV. End-to-End Customization Process
1. Requirements Analysis & Design (1-2 Weeks)
Technical Input:
Customer-provided engine specs + reverse engineering (±0.01mm scanning)
Design Goals:
Multi-body dynamics simulation reduces vibration amplitude by 15%
Material selection (e.g., alloy steel + carbon fiber hybrid)
2. Digital Design & Simulation (2-3 Weeks)
CAD Modeling:
UG NX design with ≥5mm fillet radius
Integrated oil gallery sensor interfaces
CAE Validation:
ANSYS static analysis (safety factor ≥2.5)
Modal analysis avoids 2nd-order engine excitation
3. Prototyping & Testing (3-4 Weeks)
Rapid Prototyping:
3D-printed resin prototype (3-day delivery)
Sand-cast alloy steel prototype (7-day delivery)
Testing:
Dynamic balance test (residual unbalance ≤5g·cm)
Torque test (rupture torque ≥120% design value)
4. Production Optimization (4-6 Weeks)
Process Parameters:
Alloy steel finishing: Vc=250m/min, f=0.08mm/r
Carbon fiber layup optimization (±30°/0° hybrid)
Quality Control:
CMM inspection (journal coaxiality ≤0.01mm)
Magnetic particle testing (Level 1 sensitivity)
5. Delivery & Support
Modular Delivery:
Includes balance weights and oil seal mounts
Aftersales Service:
CAE analysis report + annual balance optimization
V. Case Studies
1. Formula 1 Crankshaft
Material: Ti-6Al-4V titanium alloy
Technology:
Five-axis journal turning (0.002mm cylindricity)
Laser peening (-800MPa residual stress)
Performance:
18,000rpm capability, 25% torque increase
12kg weight (vs 18kg alloy steel)
2. Hydrogen Fuel Cell Crankshaft
Innovation: CFRP-reinforced ductile iron hybrid
Specifications:
50% reduced hydrogen embrittlement, 200℃ temperature resistance
30% higher bending stiffness, 8dB noise reduction
VI. Frequently Asked Questions
Q1: What is the minimum order quantity?
A: 10 units with modular tooling, offering 30% cost savings over traditional methods.
Q2: How is dynamic balance ensured?
A: Five-axis machining + laser correction achieves ≤3g·cm residual unbalance (vs industry 10g·cm).
Q3: What are new energy requirements?
A: Integrated motor rotor interfaces, 250℃ temperature resistance, ≥1200MPa bending fatigue strength.
Q4: What is CFRP crankshaft lifespan?
A: Vacuum infusion + metallization ensures 150,000-hour durability (vs industry 80,000 hours).
VII. Contact Us Today to Optimize Your Crankshaft Performance!
Whether for high-RPM racing crankshafts, hybrid integrations, or extreme environment applications, our services deliver micron-level precision and lifetime support.
Click below for a free technical consultation and quote!
Technical Edge: German 5-axis machines + surface enhancement systems for 1:50 deep hole titanium machining
Service Promise: 72-hour prototypes, 100% dynamic balance testing, and lifetime maintenance
Industry Leadership: Proven solutions for racing, EVs, marine, and industrial sectors
Let’s redefine engine performance together with cutting-edge manufacturing!