Introduction
In the context of the automotive industry’s pursuit of energy conservation, emissions reduction, and lightweight design, the performance and weight of automotive air conditioning systems have become critical indicators.
Custom automotive aluminum alloy die cast air conditioning parts, with their excellent thermal conductivity, lightweight characteristics, and precision molding processes, have emerged as a core solution for enhancing air conditioning efficiency and reducing vehicle energy consumption.
Custom Die Casting Technology
Fine-tuned Control of Die Casting Process Parameters

Synergy of Pressure and Speed
Utilizing 1,200 – 2,800-ton servo die casting equipment, injection pressures ranging from 15 to 130 MPa ensure that aluminum alloy melts fill the molds rapidly at speeds between 6 and 35 m/s. For complex pipelines and thin-walled components of air conditioners, precision molding with a minimum wall thickness of 0.8 mm can be achieved, guaranteeing the smoothness of internal flow channels and structural strength.
Precise Temperature Management
The mold temperature control system achieves an accuracy of ±2°C, while fluctuations in the aluminum alloy melting temperature are controlled within ±4°C. Through real-time temperature monitoring, defects such as cold shuts and porosity in air conditioning parts are effectively avoided, maintaining a finished product qualification rate of over 98.2%.
Dimensional Accuracy Assurance
Strictly adhering to the GB/T 6414 – 1999 standard, general dimensional tolerances are controlled at CT4 – CT6 levels (e.g., ±0.3 mm for a 100-mm dimension). Precision molds can achieve an even higher CT3 level of accuracy (±0.15 mm), meeting the stringent requirements of air conditioning systems for the installation dimensions of parts.
Innovative Application of Mold Technologies
Material Upgrades
H13 modified hot work die steel (hardness 50 – 54 HRC) is selected and paired with a DLC (Diamond-Like Carbon) coating (thickness 2 – 4 μm). This enhances the mold’s thermal fatigue resistance by 60% and extends its service life to over 800,000 cycles, reducing long-term production costs.
Digital Design and Manufacturing
UG and Moldflow are used for mold flow analysis and optimization. For the complex internal flow channel structures of air conditioning parts, the error in gate position optimization is controlled within ≤0.2 mm, and the pressure loss in the runner system is reduced to 8%, minimizing aluminum alloy material waste and improving molding quality.
Aluminum Alloy Material System

Performance Comparison and Selection of Specialized Aluminum Alloys
| Material Type | Density (g/cm³) | Tensile Strength (MPa) | Hardness (HB) | Thermal Conductivity [W/(m·K)] |
|---|---|---|---|---|
| ADC12 | 2.7 | 310 – 350 | 50 – 80 | 180 – 200 |
| A356-T6 | 2.68 | 350 – 410 | 60 – 90 | 160 – 180 |
| 6061 | 2.7 | 260 – 310 | 55 – 80 | 155 – 175 |
High Thermal Conductivity Aluminum Alloy
Through special heat treatment processes, the thermal conductivity of A356 aluminum alloy is increased to 190 W/(m·K), enhancing the heat exchange efficiency of evaporators and condensers by 15% and enabling rapid cooling and heating.
High-strength Lightweight Alloy
By adding trace rare earth elements to 6061 aluminum alloy, the tensile strength is increased to 330 MPa while maintaining a low density. This is used to manufacture air conditioning brackets, reducing the weight by 45% compared to traditional steel materials while ensuring structural strength.
Full-process Quality Control
Material Testing
Direct-reading spectrometers (accuracy 0.01%) are used for aluminum alloy composition analysis, and hydrogen-oxygen analyzers strictly control the hydrogen content in molten aluminum ≤ 0.12 ml/100 g, preventing porosity from affecting the sealing and performance of the air conditioning system.
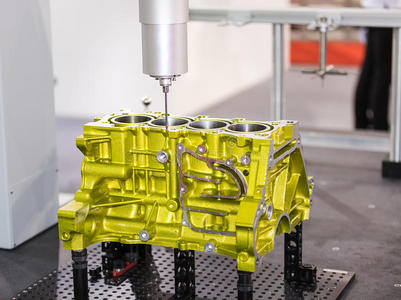
Dimensional and Geometric Tolerance Inspection
Coordinate Measuring Machines (accuracy ±0.004 mm) conduct full-size scans of air conditioning parts. Critical dimensions are 100% inspected, while non-critical dimensions follow the AQL = 0.65 sampling standard in GB/T 2828.1, ensuring precise assembly of parts with the air conditioning system.
Internal Defect and Performance Testing
X-ray flaw detectors (resolution ≤0.15 mm) detect internal shrinkage cavities, inclusions, and other defects. Air tightness tests are performed on air conditioning pipeline parts, with a pressure of 1.5 MPa maintained for 5 minutes and a leakage rate of 0. Thermal conductivity efficiency tests are carried out on heat dissipation components to ensure they meet the design requirements.
Certification and Standard Compliance
The quality management system is certified to IATF 16949:2016, and products comply with environmental protection regulations such as RoHS and REACH. For air conditioning parts of new energy vehicles, relevant test reports and certifications in line with the ISO 12405 electric vehicle safety standard can be provided.
Typical Application Scenarios

Custom Service Process

Requirement Docking
Respond to customer needs within 12 hours, conduct in-depth inquiries to understand the performance indicators, installation dimensions, and appearance requirements of automotive air conditioning parts, and provide a DFM (Design for Manufacturability) report to clarify mold costs and production cycles.
Mold Development
The standard mold development cycle is 4 – 7 weeks. CAD/CAE collaborative design is adopted, and mold prototypes are quickly produced using 3D printing for verification. The first-piece confirmation time is ≤48 hours.
Production and Manufacturing
Support small-batch trial production (minimum order quantity 500 pieces). The mass production capacity can reach 400 – 700 pieces per hour (depending on product size), equipped with automated production lines and online detection equipment to monitor production quality in real-time.
FAQ
Q1: What is the minimum wall thickness achievable for custom air conditioning parts?
A: The minimum wall thickness for regular aluminum alloy air conditioning parts can reach 0.8 mm. For special components such as fins, through process optimization, the minimum wall thickness can be reduced to 0.3 mm, but mold life and production costs need to be comprehensively evaluated.
Q2: How is the sealing of air conditioning parts ensured?
A: Defects such as porosity are strictly controlled during the die casting process. 100% air tightness tests are conducted on pipeline parts, with test pressure and holding time set higher than actual operating conditions. Additionally, precise machining ensures the dimensional accuracy and surface quality of connecting parts, and sealing rings and other sealing components are used to ensure reliable sealing.
Q3: How is the mold service life guaranteed?
A: High-quality mold steel and advanced coating technologies are used, and the standard mold life can reach 600,000 – 800,000 cycles. Regular mold maintenance, surface repair, and timely adjustment of process parameters according to usage conditions are carried out during production to extend the actual service life of the molds.
Q4: What is the product delivery cycle?
A: After receiving the drawings, the sample delivery cycle is usually 7 – 12 working days. The mass production cycle varies depending on the order quantity, and we will optimize production scheduling and allocate resources reasonably to ensure on-time delivery.
Get Your Exclusive Solution Now
Custom automotive aluminum alloy die cast air conditioning parts are the key to enhancing the performance of automotive air conditioning systems and achieving lightweighting. With 20 years of industry experience, we have served over 150 automotive manufacturers and component suppliers, delivered more than 6,000 types of air conditioning parts products, and achieved a customer satisfaction rate of 99%. Whether for traditional fuel vehicles or new energy vehicle air conditioning systems, we can provide you with full-chain technical support from design optimization to mass production.