Custom Metal Button Stamping Parts – Precision Sheet Metal Components

We provide custom metal button stamping services for high-precision sheet metal components.
- Material options: Stainless steel, Aluminum, Copper, Nickel-plated steel
- Thickness range: 0.2mm – 3mm
- Tolerance: ±0.05mm
- Surface finishes: Polished, Brushed, Electroplated
- From prototype to mass production
Metal Button Stamping Process Overview
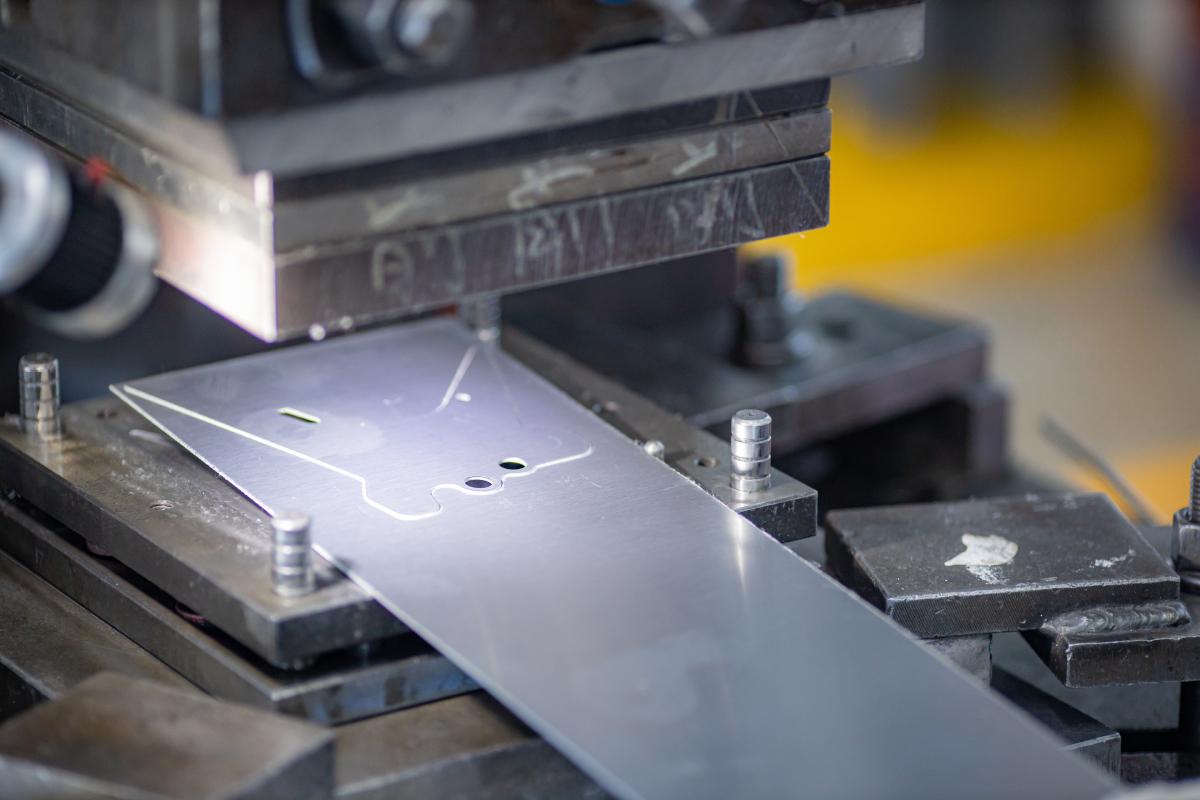
- Cold stamping for high precision and consistent quality
- Progressive die stamping for efficient mass production
- Secondary processing: Deburring, Polishing, Coating
- Tooling design: In-house die & mold engineering team
Material & Finish Options
| Material | Thickness | Finish | Application |
|---|---|---|---|
| Stainless Steel | 0.2–2mm | Polished, Brushed | Electronics buttons, Industrial controls |
| Aluminum | 0.3–3mm | Anodized | Consumer electronics, Automotive buttons |
| Copper | 0.2–2mm | Electroplated | Decorative buttons |
| Nickel-plated Steel | 0.3–2.5mm | Nickel plating | Durable industrial buttons |
Our Metal Stamping Capabilities
- Tolerance: ±0.05mm for high-precision requirements
- Prototype & small batch: 50–500 pcs for testing
- Mass production: 10k–100k+ pcs monthly capacity
- Secondary operations: Laser engraving, Deburring, Coating

From Design to Mass Production
Engineering review of drawing
Tooling design & prototype
Sample approval
Mass production
Quality inspection & delivery
Custom Button Stamping Cost Considerations
- Tooling cost depends on die complexity and part size
- Low volume prototypes may cost more per piece due to setup fees
- Mass production reduces unit cost significantly with economies of scale
- Materials and complex surface finishes will influence the final price
Industries We Serve
Electronics
Remote control, Keypads, Consumer device components
Automotive
Interior buttons, Switches, Control panel parts
Industrial
Control panels, Machinery parts, Heavy equipment components
Frequently Asked Questions
What thickness of metal can be stamped?
We can handle metal thickness from 0.2mm to 3mm for most button stamping projects, with custom options available for special requirements.
What tolerance can be achieved?
Our standard precision is ±0.05mm, and we can achieve tighter tolerances for high-demand medical or aerospace applications upon request.
Can you handle small batch and mass production?
Yes, we support both prototype/small batch orders (as low as 50 pcs) and large mass production orders up to 100k+ pcs monthly.
Which finishes are available?
We offer a full range of finishes including polishing, brushing, anodizing, electroplating, powder coating, and laser engraving to meet your needs.
Request a Custom Metal Button Quote
Upload your CAD/STEP drawing, specify your quantity & material, and describe your surface finish requirements. We will get back to you within 24 hours.