In the automotive power transmission system, the drive shaft serves as a core component connecting the engine, transmission, and drive axle, undertaking the crucial task of efficiently transmitting torque and adapting to complex operating conditions. Its performance directly affects the smoothness of the vehicle’s power output, transmission efficiency, and reliability. Traditional standardized drive shafts are prone to issues such as vibration noise and fatigue fractures under high-speed and high-torque conditions. In contrast, customized CNC machined automotive drive shafts achieve a leap from “basic transmission” to “high-performance adaptation” through data-driven precise design and precision manufacturing. This article will analyze how to create high-strength and low-vibration drive shaft solutions from the dimensions of customization value, core processes, and quality control.

1. Why Can’t Standardized Drive Shafts Meet the Requirements of Modern Vehicles?
Q: What are the Core Advantages of Custom Automotive Drive Shafts?
Standardized drive shafts are mostly produced using stamping and welding or ordinary machining processes, with three significant shortcomings:
- Insufficient Dynamic Balance Performance: The welding process of traditional drive shafts leads to uneven mass distribution, making them prone to severe vibrations at high speeds (3,000 – 8,000 rpm). When the vibration acceleration exceeds 30 m/s², component wear accelerates significantly.
- Limited Torque Capacity: The structure is not optimized according to the power requirements of different vehicle types (sedans/SUVs/commercial vehicles), making it difficult to withstand high-torque impacts (for example, the maximum torque of heavy-duty trucks can reach 2,000 N·m). Distortion and deformation are likely to occur during sudden acceleration.
- Poor Adaptability to Operating Conditions: Inability to precisely match the angle changes during vehicle operation (such as the drive shaft angle varying by ±15° due to suspension movement) results in transmission efficiency loss, reducing fuel economy by 5 – 8%.
Custom automotive drive shafts, on the other hand, focus on “precise power transmission”:
- Deep Adaptation to Operating Conditions: Key parameters are customized according to vehicle type parameters and driving forms:
-
- High-performance sports car drive shafts: Made of carbon fiber composite materials, the wall thickness is reduced to 1.5 – 2 mm, achieving a 40% weight reduction. By optimizing the universal joint angle (≤3°), stable transmission at 10,000 rpm is ensured.
-
- Heavy-duty truck drive shafts: Increase the outer diameter of the shaft tube (80 – 120 mm), strengthen the load-bearing capacity of the spline teeth, and use high-strength alloy steel materials (tensile strength ≥1,200 MPa) to ensure reliable transmission under a torque of 2,000 N·m.
- Data-Driven Design: Finite Element Analysis (FEA) is used to simulate stress distribution under extreme conditions, precisely calculating the wall thickness tolerance of the shaft tube (±0.05 mm) and the fit clearance of the universal joint (±0.01 mm). Mass distribution is optimized through dynamic balance simulation to ensure that the residual unbalance is <5 g·mm.
2. How Do the Core Processes of Custom Drive Shafts Achieve Performance Breakthroughs?
1. Turn-Mill Composite and Integrated Welding Machining
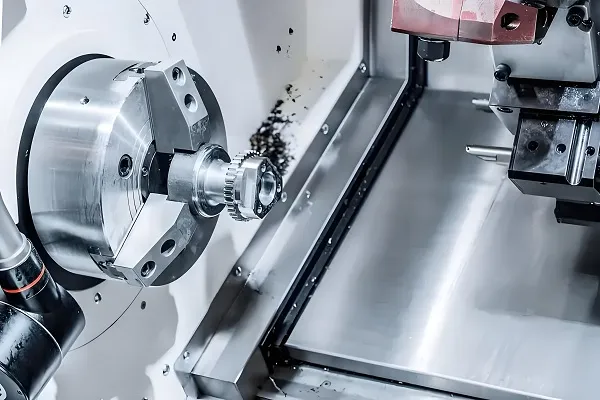
The complex structures of automotive drive shafts, such as shaft tubes, universal joint forks, and spline sleeves, require turn-mill composite machining centers and precision welding equipment for high-precision manufacturing:
- High-Precision Turning: CNC lathes are used to perform internal and external turning on the shaft tube, with roundness controlled within ≤0.003 mm and surface roughness Ra≤0.8 μm to ensure precise fit with the universal joint.
- 5-Axis Milling of Splines: Spline sleeves are milled using a 5-axis machining center, with spline tooth profile tolerance of ±0.005 mm and key width tolerance of ±0.008 mm, increasing torque transmission efficiency by 15%.
- Laser Welding Process: Fiber laser welding (power 2 – 4 kW) is used to connect the shaft tube and universal joint fork. The weld penetration depth is 1 – 1.5 mm, the welding deformation is <0.1 mm, and the weld strength reaches over 95% of the base material.
2. Heat Treatment and Surface Strengthening Technologies
- Quenching and Tempering Treatment: Quenching + tempering (quenching temperature 850 – 900°C, tempering temperature 550 – 650°C) is performed on alloy steel drive shafts, increasing the hardness to HRC35 – 40 and significantly improving comprehensive mechanical properties.
- Surface Nitriding Treatment: Ion nitriding (temperature 500 – 550°C, time 8 – 12 h) is carried out on key parts such as universal joint forks and splines, forming a hardened layer of 0.3 – 0.5 mm with a surface hardness of HV800 – 1000, tripling the wear resistance.
- Dynamic Balance Correction: An automatic dynamic balancing machine is used to perform correction at a speed of 8,000 rpm. Through precise weight removal (accuracy ±0.1 g), the residual unbalance is controlled at an extremely low level, ensuring smooth high-speed operation.
3. End-to-End CNC Machining Data Closed-Loop
- Programming Phase: When generating tool paths with UG/CAM software, it simultaneously simulates the vibration modes of the drive shaft under different operating conditions, optimizing the machining sequence to avoid deformation caused by cutting forces.
- Machining Execution: Real-time collection of over 25 parameters, including cutting force (set to a maximum of 250 N for alloy steel machining) and spindle vibration (threshold 0.02 mm), automatically adjusts the feed rate in case of abnormalities, increasing tool life by 50%. The yield rate of drive shaft machining is increased from 82% to 97%.
- Inspection Phase: A Coordinate Measuring Machine (CMM) scans key dimensions (shaft tube diameter tolerance ±0.01 mm, spline position tolerance ±0.015 mm), and a dynamic balancing instrument detects the residual unbalance. The data is uploaded to the MES system in real-time, creating a traceable machining file.
3. Quality Control: Rigorous Verification from Material to Finished Product
1. Multi-Dimensional Performance Inspection System
- Strict Material Screening:
-
- Alloy Steel Drive Shafts: Spectral analysis of carbon, manganese, and chromium content (for 42CrMo material, C 0.38 – 0.45%, Cr 0.9 – 1.2%). Ultrasonic flaw detection is used to detect internal defects (blanks with defect diameters >0.3 mm are rejected).
-
- Carbon Fiber Drive Shafts: Infrared thermal imaging is used to detect the uniformity of fiber layup, with the porosity controlled within ≤1% to ensure strength consistency.
- Finished Product Functional Tests:
-
- Torque Load Test: Apply 2.5 times the rated torque (1,500 N·m for sedan drive shafts, 5,000 N·m for truck drive shafts) for 15 minutes. There should be no plastic deformation, and the residual deformation after unloading should be <0.03 mm.
-
- Fatigue Life Test: Simulate 1 million cycles of alternating load (torque range 200 – 1,200 N·m), with no cracks in key parts.
-
- High-Speed Operation Test: Operate continuously at a speed of 10,000 rpm for 1 hour, with a vibration amplitude <0.05 mm and no abnormal noise.
2. Intelligent Defect Prevention Technology
- First-Article Six-Inspection System: Programmers, operators, quality inspectors, process engineers, equipment technicians, and material inspectors jointly verify 22 key dimensions of the drive shaft, such as shaft diameter (±0.01 mm) and spline tooth profile (±0.005 mm), intercepting millimeter-level deviations.
- AI Visual Full Inspection: Linear array cameras complete surface scanning in 0.6 seconds, accurately identifying defects such as cracks (length >1 mm) and air holes (diameter >0.5 mm), with a miss rate of less than 0.003%, meeting the zero-defect acceptance criteria of OEMs.
4. How Does Small-Batch Customization Balance Efficiency and Cost?
Q: Does High-Precision Customization Mean High Costs?
Through three innovative processes, custom production efficiency has increased by 65%, and costs have decreased by 28%:
- Modular Process Library: Feature modules for shaft tubes, universal joint forks, and spline sleeves are established, reusing 85% of processing parameters for similar drive shafts. Programming time is reduced from 12 hours to 3.5 hours.
- Automated Flexible Production: Truss robots, combined with quick-change fixtures (model change time <5 minutes), enable mixed production of multiple varieties in small batches (100 – 500 pieces). The intelligent warehousing system automatically matches tools, increasing equipment utilization to 90%.
- Tool Life Prediction: For ceramic tools used in alloy steel machining, tool life is predicted through cutting force spectrum analysis (e.g., 180 pieces per cutting edge). The system automatically triggers tool changes to avoid dimensional deviations caused by tool wear.
5. Core Considerations for Selecting Custom Automotive Drive Shafts
- Data Transparency: High-quality suppliers should provide complete documents, including finite element analysis reports, CNC machining parameter logs, and full-dimension inspection reports, to ensure that the performance of each drive shaft can be quantitatively verified.
- Composite Technical Capabilities: Required capabilities include turn-mill composite machining, laser welding, heat treatment quenching and tempering, precision dynamic balancing, and composite material processing, etc., to meet the requirements of different materials and operating conditions.
- Response Speed and Adaptability: Sample delivery within ≤23 days after drawing confirmation supports synchronous development with OEMs. The ability to design drive shafts specifically for new energy vehicles is required (such as adapting to the high-speed and high-torque characteristics of electric motors).
Conclusion
The value of custom CNC machined automotive drive shafts lies in defining the “stability of transmission” with data and ensuring “adaptability to operating conditions” through advanced processes. With the automotive industry trending towards high efficiency and lightweighting, customized solutions featuring “data-driven structural optimization + precision manufacturing processes” are becoming crucial for automakers to enhance the reliability of transmission systems and reduce NVH. From the powerful power transmission of traditional fuel vehicles to the quiet and efficient operation of new energy vehicles, custom drive shafts will support “long-lasting reliability” with “micron-level precision,” ensuring that every power transfer is stable and worry-free.
(Contact us now to obtain an exclusive custom automotive drive shaft solution and a free mechanical performance analysis)