CNC machining allowance is the extra material left on a workpiece before the final cuts. This buffer helps ensure the part meets exact sizes, smooth surfaces, and tight tolerances after processes like milling, turning, or grinding. It accounts for things like tool wear and material flaws.
Written by John Doe, Senior Machinist at Goldcattle with 15 years of experience in precision manufacturing. Updated: March 1, 2026.
What Is Machining Allowance? – Allied Metal Solutions
Why Is Machining Allowance Necessary?
Machining allowance plays a key role in producing high-quality parts. Here are the main reasons:
- Fix material defects: Raw materials like castings or forgings often have rough surfaces, cracks, or uneven shapes. The allowance lets machinists remove these issues.
- Meet precise tolerances: CNC machines are accurate, but factors like heat or vibration can cause small errors. Extra material allows for adjustments to reach tolerances as tight as 0.0005 inches in some cases.
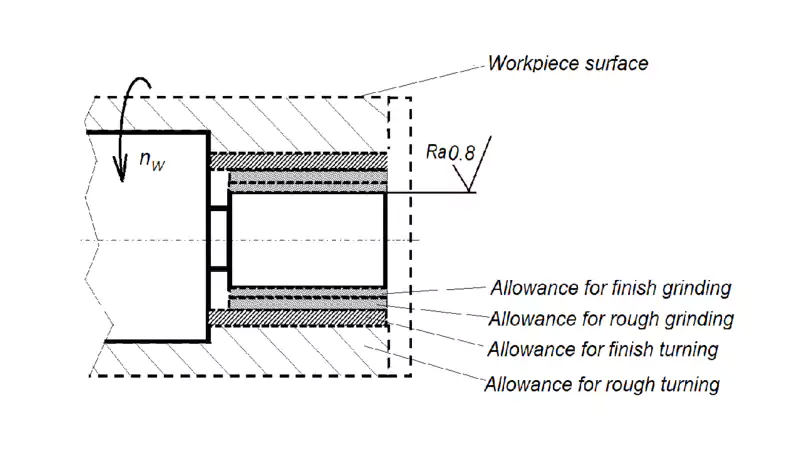
- Improve surface quality: Initial cuts can leave marks or roughness. A final pass removes a thin layer to achieve smooth finishes, such as Ra 0.8 micrometers for functional parts or Ra 0.4 for visible ones.
- Handle process variations: Different stages of machining require different allowances to balance speed and precision.
Without proper allowance, parts may fail inspections or not function correctly in applications like aerospace or automotive.
How to design parts for CNC machining | Protolabs Network
How Is Machining Allowance Determined?
The right allowance depends on several factors. Machinists calculate it based on experience, standards, and part requirements. Key factors include:
- Material type: Hard materials like stainless steel or titanium need more allowance (1-3 mm) due to higher tool wear. Soft materials like aluminum or brass require less (0.5-1 mm).
- Workpiece starting condition: Cast parts might need 3-6 mm, while bar stock often needs only 0.5-2 mm.
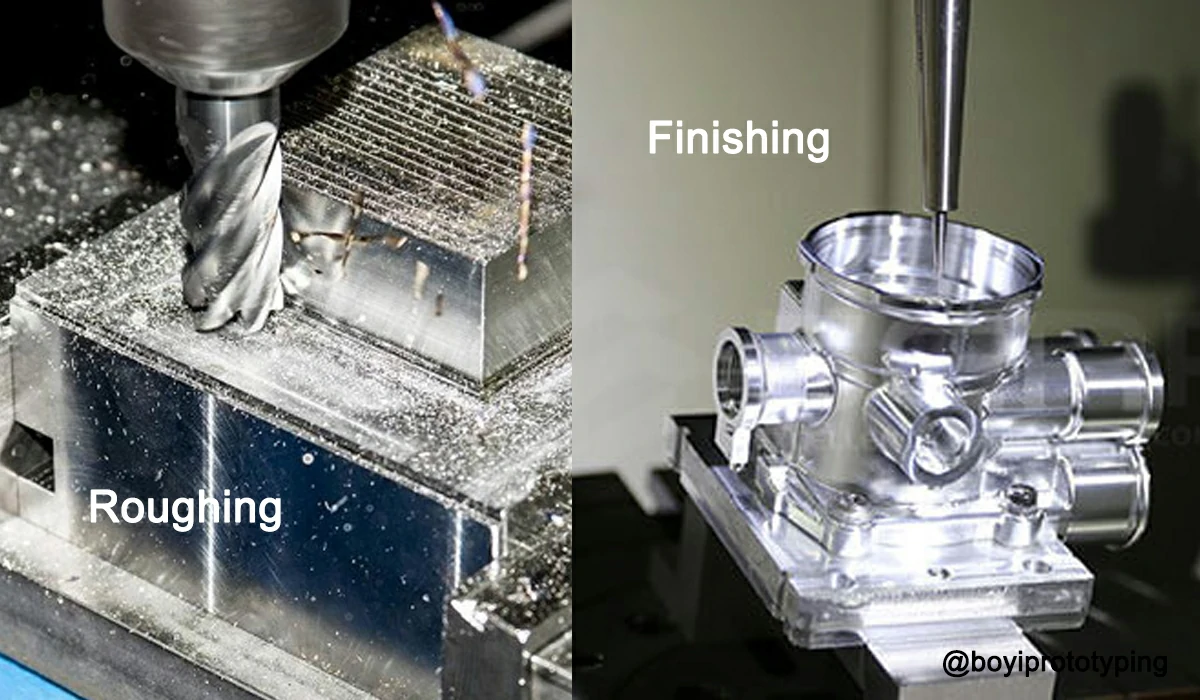
- Machining stages: Allowance is split across roughing, semi-finishing, and finishing.
- Roughing: Removes bulk material quickly, allowance 1-5 mm.
- Semi-finishing: Refines shape, allowance 0.2-1 mm.
- Finishing: Achieves final specs, allowance 0.05-0.2 mm.
- Tolerance and finish needs: Tighter tolerances (e.g., IT6-IT8 grades) demand more initial allowance to avoid undercutting.
- Machine and tool capabilities: Modern CNC machines allow smaller allowances due to better control.
| Material | Typical Roughing Allowance (mm) | Finishing Allowance (mm) |
|---|---|---|
| Aluminum | 1-2 | 0.1-0.3 |
| Steel | 2-4 | 0.2-0.5 |
| Titanium | 3-5 | 0.3-0.6 |
Use software like CAM programs to simulate and optimize allowances for efficiency.
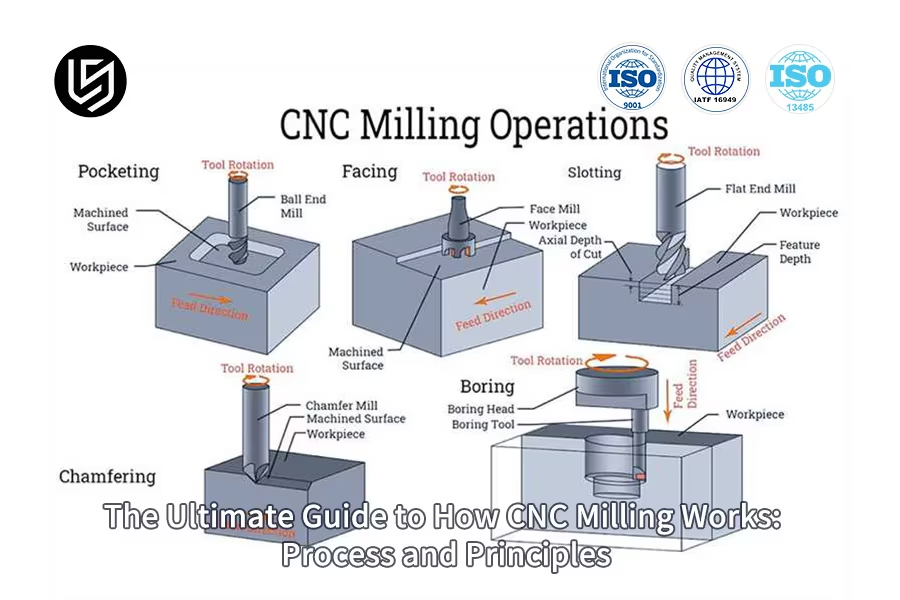
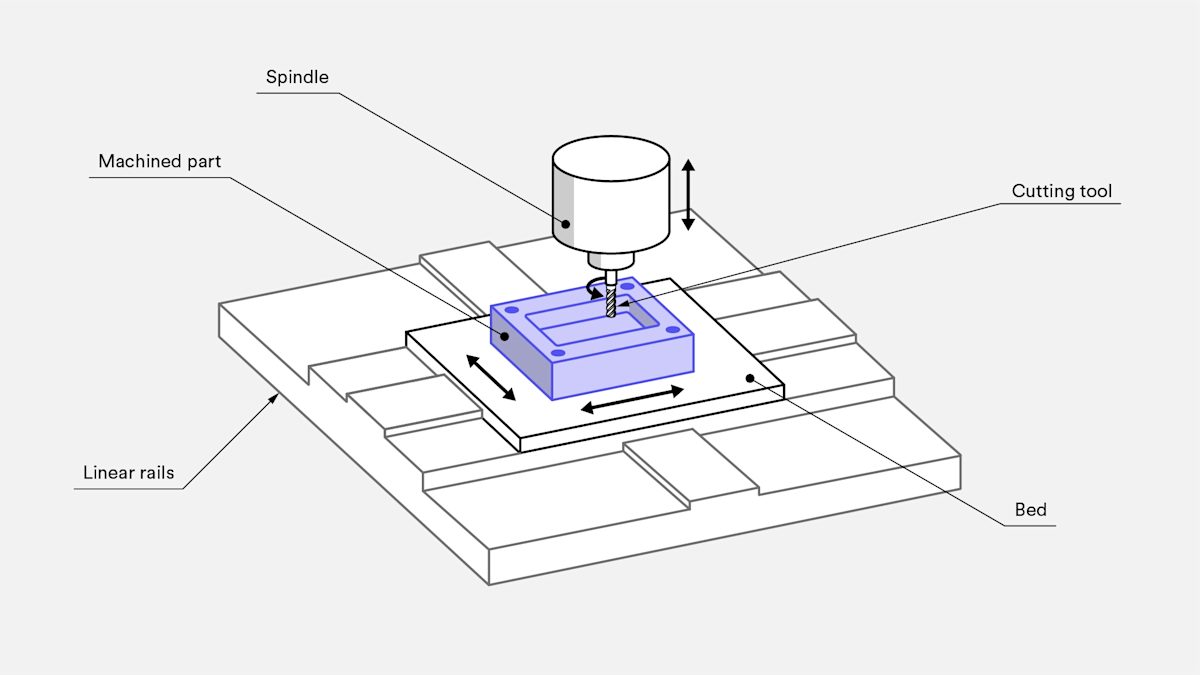
The Ultimate Guide to How CNC Milling Works: Process And Principles
Examples of Typical Allowances
Here are real-world examples:
- Steel gear from forging: Roughing: 3-5 mm, Semi-finishing: 0.5-1 mm, Finishing: 0.1-0.2 mm. This ensures gear teeth are precise for transmission systems.
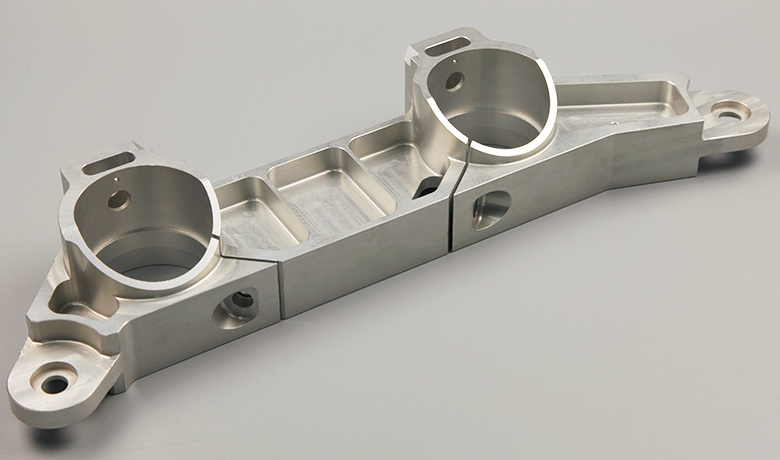
- Aluminum bracket from bar stock: Roughing: 1 mm, Finishing: 0.2-0.3 mm. Common in automotive mounts where weight is key.
- Titanium aerospace component: Roughing: 4-6 mm, Finishing: 0.3 mm. Accounts for material toughness and strict safety standards.
What Happens If Allowance Is Incorrect?
- Too little: May leave defects like pores or not reach required dimensions, causing part rejection or failure in use.
- Too much: Increases time, costs, and wear on tools and machines. It can also cause excess heat, warping the part.
To avoid this, always verify calculations and test on prototypes.
Summary
CNC machining allowance is essential for bringing raw materials to finished parts. Proper planning ensures efficiency, adherence to tolerances, and high-quality end products that meet industry standards.