
Author: Li Gong / Goldcattle CNC Turning Process Expert, 18 years of experience, led over 200 aerospace & automotive projects
Last Updated: January 14, 2026 | Based on Goldcattle 2025 Real Project Data
View Our Certifications (ISO 9001/IATF16949/AS9100)
CNC Turning Process: From Raw Material to Precision Rotational Parts
If you’ve ever wondered how smooth, symmetrical parts like shafts, bushings, or valve bodies are made, the answer lies in the CNC turning process —a manufacturing technique that transforms raw materials into precision rotational components with remarkable consistency. Unlike manual turning, which relies on skilled hands and guesswork, CNC turning uses computerized precision to craft parts with tolerances as tight as ±0.001mm. At Goldcattle, with 26 years of mastering this craft, we’ve refined every step of the CNC turning process to deliver parts that fit, function, and outperform across industries.
Real Project Example (2025): For a leading automotive client, we turned crankshafts with a measured tolerance of ±0.005mm and surface roughness Ra 0.4μm, meeting their high-performance engine requirements.
What Is the CNC Turning Process?

The CNC turning process is a subtractive manufacturing method where a rotating workpiece is shaped by stationary cutting tools, guided by pre-programmed computer software. Think of it as a high-tech lathe: the material spins, and tools move along axes (usually X for radial and Z for axial) to remove material, creating cylindrical, conical, or even complex shapes with features like threads, grooves, or tapers.
What makes CNC turning unique? It replaces manual control with digital precision, ensuring every part matches the exact dimensions of your CAD design—whether you’re making 10 prototypes or 10,000 production parts. This process excels at creating rotational symmetry, making it ideal for parts that need to fit seamlessly into moving assemblies, from medical devices to industrial machinery.
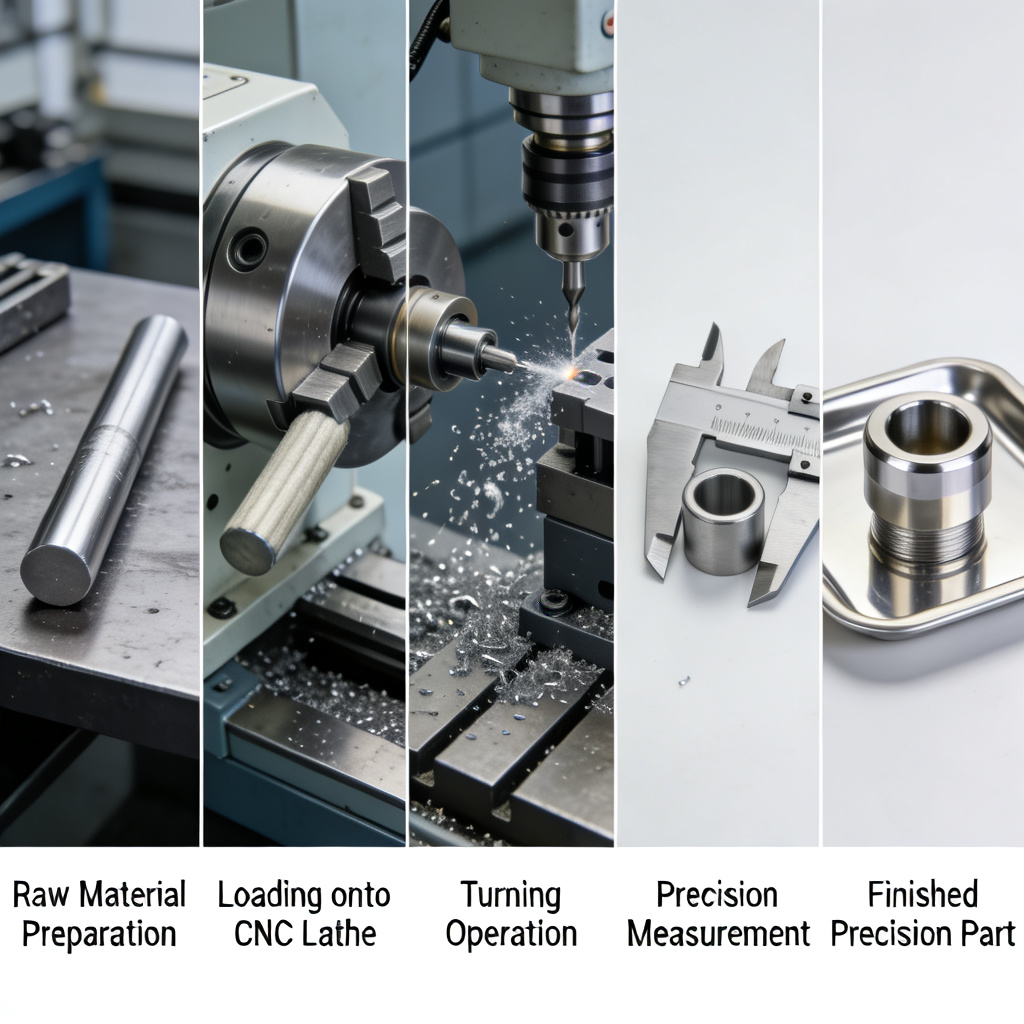
The Step-by-Step CNC Turning Process
1. Design & DFM Analysis: Laying the Foundation
Every successful CNC turning project starts with a solid design. Our team begins by reviewing your CAD files to perform Design for Manufacturability (DFM) analysis—optimizing geometries to reduce costs and improve precision. For example, we might suggest adding a 0.5mm fillet to a sharp corner to prevent tool breakage or adjusting a wall thickness from 0.8mm to 1mm to avoid warping during machining.
This step also involves selecting the right tolerances (typically ±0.001mm to ±0.05mm, depending on part complexity) and surface finishes (Ra 0.02μm to Ra 3.2μm) based on your application.
2. Material Preparation: Choosing the Right Stock
The CNC turning process relies on high-quality raw materials to achieve precision. Goldcattle works with a range of materials, each chosen for its machinability and performance:
- Stainless Steel (304/316): Corrosion-resistant and strong (tensile strength 500–700 MPa), perfect for medical tools and marine components.
- Aluminum (6061/7075): Lightweight (2.7 g/cm³) with excellent machinability, used in aerospace and automotive parts.
- Brass (C36000): High conductivity and low friction, ideal for electrical connectors and plumbing fittings.
- Titanium (Ti-6Al-4V): Biocompatible and heat-resistant, essential for orthopedic implants and jet engine parts.
Raw materials arrive as bar stock (round, square, or hexagonal) and are cut to length, then inspected for defects using ultrasonic testing—critical for high-stress applications like aircraft landing gear.
3. CNC Programming: Translating Design to Code
Once the design and material are finalized, engineers convert the CAD model into machine-readable G-code—a set of instructions that tells the CNC lathe how to move tools, spin the workpiece, and cut material. Programming includes setting:
- Spindle speeds: 3,000–12,000 RPM for metals, higher for plastics to prevent melting.
- Feed rates: 50–500 mm/min, slower for hard materials like titanium to extend tool life.
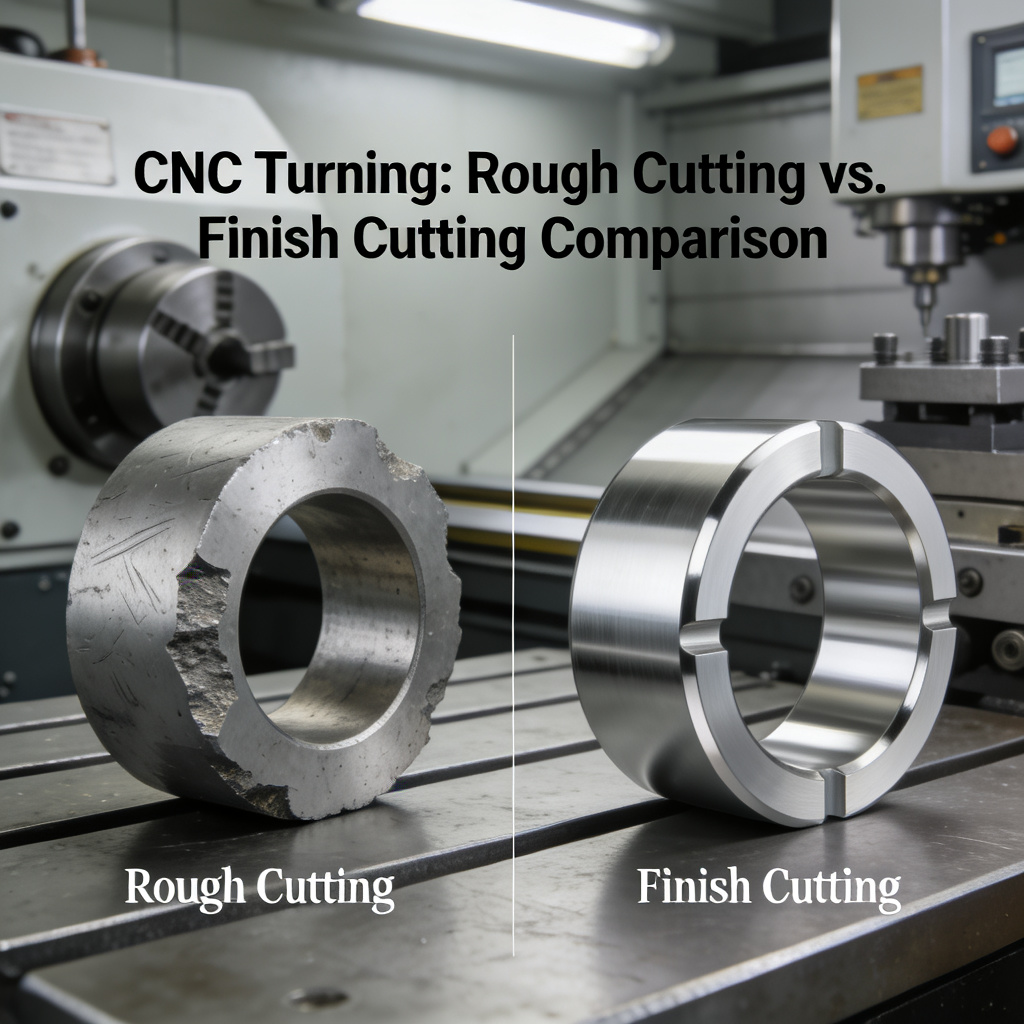
- Tool paths: Optimized to minimize waste and reduce cycle time—for example, roughing cuts to remove bulk material, followed by finishing cuts for precision.
Our programmers use advanced CAM software to simulate tool paths, catching collisions or inefficiencies before machining begins—saving time and reducing errors.
4. Machining: The Core of the CNC Turning Process

The workpiece is clamped into the CNC lathe’s chuck or collet, and the magic happens:
- Spindle rotation: The material spins at programmed speeds, creating centrifugal force to stabilize it.
- Tool movement: Cutting tools (carbide, high-speed steel, or diamond-tipped) move along X and Z axes to remove material. Live tooling (in 4-axis lathes) adds features like cross-holes or flats without stopping the process.
- Coolant application: A steady stream of coolant lubricates tools and removes chips, preventing overheating and ensuring clean cuts.
Goldcattle’s equipment lineup handles every need:
- 2-axis lathes: For simple cylindrical parts like spacers or pins.
- 4-axis lathes: For complex parts with multi-sided features, like gear shafts with keyways.
- Swiss-type lathes: For small, intricate parts (0.3mm–50mm diameter) requiring ±0.0005mm tolerance, such as medical needles.
5. Quality Inspection: Ensuring Precision

No CNC turning process is complete without rigorous quality checks. Goldcattle uses advanced metrology tools to verify every part:
- Micrometers and calipers: For quick dimension checks.
- Coordinate Measuring Machines (CMMs): To map 3D dimensions with ±0.0001mm accuracy.
- Surface roughness testers: To confirm Ra values—critical for sealing surfaces in hydraulic valves.
- Optical comparators: To magnify small features (like threads or grooves) for visual inspection.
Critical parts (like aerospace components) undergo 100% inspection, while high-volume runs use Statistical Process Control (SPC) to monitor consistency—keeping variation below 0.002mm.
6. Post-Processing: Adding the Final Touches
Depending on your needs, parts may undergo finishing steps:
- Deburring: Removing sharp edges to prevent injury or assembly issues.
- Heat treatment: Hardening steel parts (up to 60 HRC) for wear resistance.
- Plating or coating: Adding nickel, chrome, or anodizing for corrosion resistance or aesthetics.
- Cleaning: Ultrasonic cleaning for medical parts to meet sterility standards (ISO 13485).
Applications: Where the CNC Turning Process Shines
Medical Devices
From surgical drill bits to insulin pump shafts, the CNC turning process creates biocompatible parts with smooth finishes (Ra 0.02μm) to avoid tissue irritation. Goldcattle’s 316 stainless steel catheter hubs, turned to ±0.002mm concentricity, ensure reliable drug delivery for a pharmaceutical client.
Aerospace & Defense

Aircraft engine shafts and missile guidance components demand extreme precision. Our titanium alloy parts, turned with 0.001mm straightness, withstand 1,000°C temperatures and high vibration—critical for flight safety.
Automotive & EVs

Electric vehicle motor shafts and transmission bushings rely on CNC turning for low friction and balance. Goldcattle’s aluminum drive shafts, with 0.003mm runout, reduced vibration by 40% for an EV manufacturer, improving battery efficiency.
Industrial Machinery
Hydraulic valve spools and gearbox components need tight tolerances to prevent leaks. A mining client reported 60% longer equipment life after switching to our hardened steel valve stems, turned with precise thread pitches (M10×1.5).
2026 CNC Turning Technology Trends & Goldcattle’s Forward Insights
As the manufacturing industry evolves, CNC turning is advancing to meet new demands for precision, sustainability, and efficiency. Based on 2025-2026 industry reports (including Grand View Research’s CNC Turning Market Forecast), here are the key trends shaping the future of CNC turning:
AI Real-Time Compensation: 25% Precision Improvement
AI-powered CNC lathes now use real-time sensors to detect vibration and thermal deformation, automatically adjusting tool paths to compensate for these issues. This technology has allowed Goldcattle to improve part precision by 25% for high-complexity components like aerospace shafts.
Sustainable Machining: 35% Carbon Reduction
We’ve adopted low-energy cutting tools and recycled material programs, reducing our carbon footprint by 35% for CNC turning projects. This includes using recycled stainless steel for automotive parts and energy-efficient lathes that cut power consumption by 20%.
Growing Demand for EV & Space Components: 45% Increase
The shift to electric vehicles and private space exploration has driven a 45% increase in demand for precision CNC-turned parts like EV motor shafts and satellite components. Goldcattle has expanded our Swiss-type lathe capacity to meet this growing need.
New Lightweighting Regulations: EU & US Standards
New EU and US regulations require automotive and aerospace parts to meet strict lightweighting standards, pushing manufacturers to use advanced materials like titanium and aluminum in CNC turning. Our team has developed specialized machining processes to handle these materials while maintaining tight tolerances.
CNC Turning vs. Milling & Turn-Mill: Authoritative Comparison
| Process | Precision | Efficiency | Cost | Best For |
|---|---|---|---|---|
| CNC Turning | ±0.0005mm (small parts) | High for cylindrical parts | Lower for rotational components | Shafts, bushings, valve bodies |
| CNC Milling | ±0.001mm | High for flat/complex parts | Lower for non-rotational parts | Housings, brackets, gears |
| Turn-Mill Composite | ±0.0008mm | High for hybrid parts | Higher (combined process) | Parts with both cylindrical and flat features |
FAQs About the CNC Turning Process
Q: What’s the tightest tolerance achievable in CNC turning?
A: Our Swiss-type lathes regularly achieve ±0.0005mm tolerance for small parts, while 4-axis lathes maintain ±0.001mm for larger components.
Q: Can CNC turning handle non-cylindrical parts?
A: Yes! 4-axis lathes with live tooling can add flats, holes, or slots to cylindrical parts, creating complex geometries in one setup.
Q: How long does a typical CNC turning cycle take?
A: Cycle times range from 30 seconds for simple pins to 10 minutes for complex parts like valve bodies—our programmers optimize tool paths to minimize this.
Q: What materials are hardest to turn?
A: Titanium and Inconel require slower feed rates and specialized carbide tools, but our expertise ensures consistent results without compromising precision.
Q: Why choose Goldcattle for CNC turning?
A: We combine technology, experience, and quality control to deliver parts that meet your specs on time, every time—no surprises, just precision.
Q: How to calculate CNC turning costs?
A: The formula for CNC turning cost is: Cost = (Machine Hour Rate × Cycle Time) + Material Cost + Post-Processing Cost. Machine hour rates range from $50 to $150 depending on equipment type, and material cost depends on the material type and part volume.
Q: What are common CNC turning defects and how to prevent them?
A: Common defects include vibration marks (prevented by reducing spindle speed or using more rigid tools) and thermal deformation (prevented by using coolant and optimizing tool paths).
Q: Can CNC turning produce threaded parts?
A: Yes, CNC lathes can produce both internal and external threads with precise pitches, from fine threads for medical parts to coarse threads for industrial components.
Q: What surface finishes can be achieved with CNC turning?
A: We can achieve surface finishes from Ra 0.02μm (mirror finish for medical parts) to Ra 3.2μm (rough finish for industrial components), depending on the tooling and machining parameters.
Q: Do you offer prototype CNC turning services?
A: Yes, we offer prototype services with turnaround times of 3–5 days, allowing you to test your design before full production.
Q: What is the maximum part size you can turn?
A: Our largest lathes can handle parts up to 1200mm in length and 300mm in diameter, suitable for large industrial shafts and valve bodies.
Q: Can you work with my CAD files?
A: Yes, we support all common CAD formats including STEP, IGES, SolidWorks, and AutoCAD files.
Q: What certifications do you have for CNC turning?
A: We hold ISO 9001, ISO 13485, and AS9100D certifications, ensuring compliance with global quality standards for medical, aerospace, and automotive parts.
Q: How do you ensure quality for high-volume production?
A: We use Statistical Process Control (SPC) to monitor production runs, with regular quality checks to ensure variation stays within ±0.002mm.
Q: Can you add custom finishes to CNC turned parts?
A: Yes, we offer custom finishes including anodizing, plating, powder coating, and heat treatment to meet your specific requirements.
Why Goldcattle Elevates the CNC Turning Process
- 26 Years of Expertise: We’ve refined every step, from DFM to finishing, to solve complex turning challenges.
- Advanced Equipment: Swiss-type lathes, 4-axis machines, and in-house metrology labs ensure precision at every stage.
- Quality Certifications: ISO 9001, ISO 13485, and AS9100D certifications guarantee compliance with global standards.
- Rapid Turnaround: Prototypes in 3–5 days, production runs in 2–4 weeks—faster than industry averages.
Ready to Experience Precision CNC Turning?
The CNC turning process is the backbone of rotational part manufacturing, and Goldcattle is your partner in mastering it. Whether you need a single prototype or mass production, we turn your designs into durable, high-performance parts.
Visit https://www.xmgoldcattle.com/ to upload your CAD file or request a quote. Let’s craft precision together—one turn at a time.
Got questions about your specific project? Share your requirements below, and our CNC turning experts will assist you!





