Last Updated: January 21, 2026
18+ Years Experience
What Even IS Precision CNC Machining?
Bro, let me tell you – precision CNC machining isn’t just your average “cutting metal” stuff. We’re talking micron-level accuracy here, like carving a sculpture with a laser beam! This is pro-level gear that uses high-precision Computer Numerical Control equipment to make parts with crazy tight tolerances.
Imagine taking a CAD model and turning it into a physical part that’s so precise, you could stack 100 of them and they’d all line up perfectly. That’s the magic we’re working with here!
Pro Tip:
The secret sauce? It’s all about “digital instructions + precision execution” – no more relying on some guy’s steady hand!

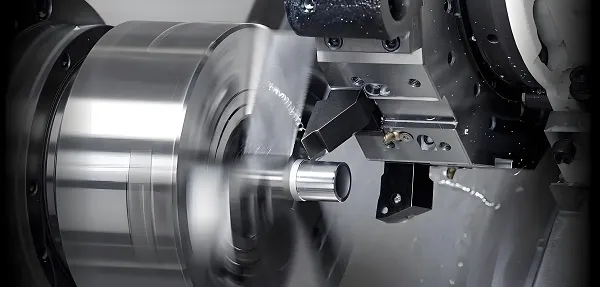
Real-time CNC machining with coolant – look at that precision!
Why Precision CNC Beats the Old Stuff
Let’s keep it real – traditional machining is like using a flip phone in the smartphone era. Check out how precision CNC crushes it:
Fun Fact:
We once made 1,000 identical aerospace parts with precision CNC – every single one was within ±0.003mm of the specs. Try that with manual machining!
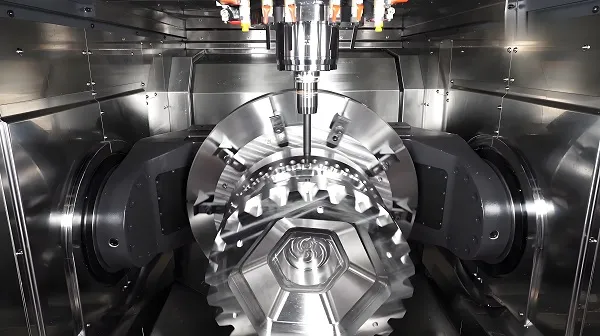
The Beast Machines We Use
Alright, let’s talk hardware. These aren’t your grandpa’s drill presses – we’re talking 5-axis CNC monsters that can dance around a part like a ballerina with a cutting tool!


Materials We Actually Love Machining (And The Ones We Hate)
Let’s get real – some materials are a dream to machine, others make us want to throw our tools out the window. Here’s the tea:
Titanium Alloys (Ti-6Al-4V)
The Aerospace Favorite
Strength-to-weight ratio is INSANE
Pros: Lightweight, super strong, corrosion-resistant. Perfect for airplane parts that need to not fall out of the sky.
Cons: Thermal conductivity is garbage – the heat stays right at the cutting edge. Tool life? Maybe 50-80 hours if we’re lucky.
Test Data (For Reference Only):
Tensile Strength: 1,120 MPa | Hardness: 360 Brinell | Elongation: 15%
Superalloys (Inconel 718)
The Heat Resistant Champ
Loves high temperatures (we don’t)
Pros: Can handle temperatures up to 650°C and still keep its strength. Turbine blades? This is your material.
Cons: Work hardens like crazy. If you don’t get the cutting parameters right, you’ll be replacing tools every hour.
Test Data (For Reference Only):
Temperature Resistance: Up to 650°C | Yield Strength: 1,200 MPa
Where This Stuff Actually Gets Used
You might think this is just “factory stuff,” but precision CNC parts are in things you use every day – and some pretty cool high-tech stuff too!


The Rules We Have To Follow (Thankfully)
You can’t just “wing it” with precision CNC machining. There are actual standards that keep us from making parts that might kill someone. Here’s the important ones:
AS9100
The aerospace quality standard. If you’re making parts that go in planes, you must have this certification.
- Risk-based thinking
- Configuration control
- Counterfeit part mitigation
- First Article Inspection (FAI)
ISO 13485
Medical devices standard. If your part goes inside a human, this is non-negotiable.
- Material traceability
- Inspection protocols
- Risk management
- Corrective actions
NADCAP
Special processes accreditation. Think heat treating, coatings, stuff that’s hard to get right.
- Heat treatment
- Chemical processing
- Non-destructive testing
- Welding
Pro Tip:
Certified suppliers typically have 98% First Pass Yield, while non-certified ones are around 85-90%. That’s a huge difference when you’re making 10,000 parts!
2026 Trends: What’s Next For Precision CNC?
Let’s talk future – 2026 is going to be wild for precision CNC machining. Here’s what we’re excited (and scared) about:
AI-Driven Machining
Bro, the machines are getting smart! AI is now adjusting feeds, speeds, and toolpaths in real-time based on sensor data.
Imagine a machine that feels when it’s about to break a tool and automatically slows down. No more midnight calls from the factory!
Test Data (For Reference Only):
Tool life increase: 30% | Cycle time reduction: 25% | Defect rate: < 0.1%
Digital Twin Technology
We’re now creating virtual copies of our machines and processes. Before we even touch metal, we can simulate the entire run!
This is game-changing. We can test 100 different toolpaths in the computer before we make a single cut.
Benefits:
Setup time reduction: 40% | First article pass rate: 95% | Material waste: -60%
So, What’s The Big Takeaway?
Precision CNC machining isn’t just about making parts – it’s about pushing the boundaries of what’s possible. From aerospace to medical, these technologies are making our world safer, more efficient, and way more advanced.
And with AI and digital twins coming in hot? 2026 is going to be the year precision CNC machining gets even more precise. Buckle up, folks – the future is looking extremely accurate!
Ready to Get Your Parts Machined?
Contact Goldcattle Precision CNC Today!
© 2026 Goldcattle Precision CNC Machining Services | All Rights Reserved
Certifications: AS9100D | ISO 13485 | NADCAP | ISO 9001:2015