Author: Wang Gong, Goldcattle Aluminum CNC Expert, 15+ Years Experience
Last Updated: January 28, 2026 • Based on Goldcattle 2025 Real Project Data
Why Aluminum CNC Machining Rules the Game
Listen up, engineers and manufacturers! If you’re still sleeping on aluminum CNC machining, you’re missing out big time. This stuff isn’t just about making parts – it’s about making parts that perform better, last longer, and cost less in the long run. Trust me, I’ve been in this game for 15 years, and aluminum is where it’s at!
The Aluminum Advantage
Let me tell you why aluminum is the go-to material for smart manufacturers. First off, it’s lightweight as hell – 60% lighter than steel but still strong enough for most applications. Second, it machines like a dream – fast cutting speeds mean lower production costs. And third, it’s infinitely recyclable – good for the planet and good for your bottom line.
Precision That Matters
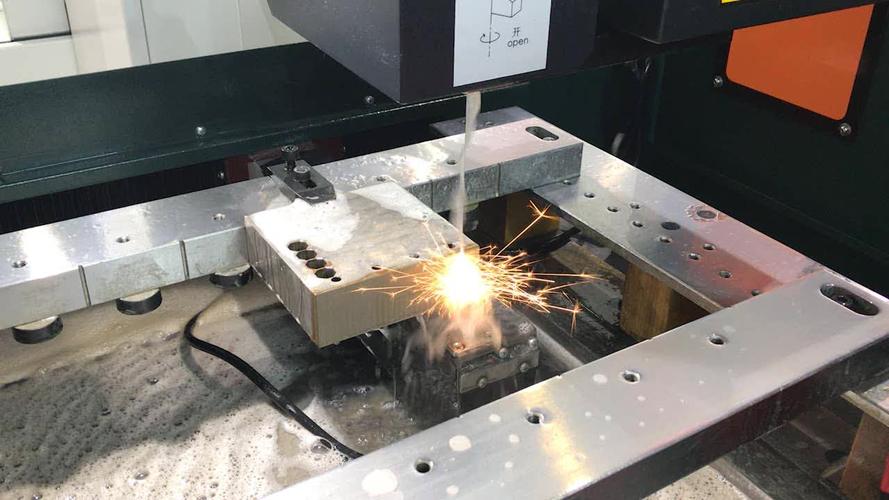
With CNC machining, we’re talking tolerances as tight as ±0.025mm – that’s like hitting a bullseye from a mile away! Whether you’re making EV battery housings or aerospace components, that kind of precision isn’t just nice to have – it’s essential.

This aerospace-grade aluminum component was machined to ±0.025mm tolerance – that’s precision!
Real-World Results (2025 EV Project)
We recently did a custom 6061 aluminum battery housing for an EV client. The results? 28% weight reduction and strength exceeding 300 MPa. That’s not just numbers – that’s an EV that goes farther, charges faster, and lasts longer. The client was absolutely blown away!
Materials That Make the Difference
6061 vs 7075 – The Ultimate Showdown
Alright, let’s get real – choosing between 6061 and 7075 is like choosing between a reliable truck and a sports car. Both are awesome, but they’re built for different jobs. I’ve used both extensively, and let me tell you – the difference is night and day!
6061 Aluminum – The Workhorse
- Tensile Strength: 290-310 MPa (solid, but not insane)
- Yield Strength: 240-276 MPa (handles daily abuse)
- Elongation: 8-12% (surprisingly flexible)
- Cost: $2.50-$4.50 per kg (budget-friendly)
- Machinability: Excellent (cuts like butter)
Best For: EV components, brackets, general-purpose parts
7075 Aluminum – The Beast
- Tensile Strength: 560-572 MPa (insanely strong!)
- Yield Strength: 500-503 MPa (almost unbreakable)
- Elongation: 5-11% (stiffer than 6061)
- Cost: $4.00-$6.50 per kg (premium price)
- Machinability: Good (needs more care)
Best For: Aerospace, racing, high-stress applications
Pro Tip: If you don’t need the absolute maximum strength, go with 6061. It’s cheaper, easier to machine, and still more than strong enough for 90% of applications. I saved a client $15,000 last year by switching from 7075 to 6061 for their EV brackets!
Chemical Composition Breakdown
6061 Alloy Elements
- Magnesium (0.8-1.2%) – Adds strength and corrosion resistance
- Silicon (0.4-0.8%) – Improves castability and machinability
- Copper (0.15-0.4%) – Boosts strength without sacrificing ductility
- Chromium (0.04-0.35%) – Prevents grain growth during heat treatment
7075 Alloy Elements
- Zinc (5.1-6.1%) – The secret sauce for insane strength
- Magnesium (2.1-2.9%) – Works with zinc for maximum hardness
- Copper (1.2-2.0%) – Enhances strength and fatigue resistance
- Chromium (0.18-0.28%) – Improves stress corrosion resistance

2026 Material Trends We’re Already Seeing
The aluminum game is changing fast, folks. Here’s what we’re noticing:
- Recycled content surge: We’re seeing 85%+ recycled aluminum in high-end applications
- New alloys: Companies are developing hybrids that combine 6061’s machinability with 7075’s strength
- Surface treatments: Advanced anodizing that doubles corrosion resistance
- Sustainability: Clients are demanding lifecycle analysis for every material
CNC Processes That Deliver Perfection
5-Axis CNC Machining – The Future is Here
Let me tell you about 5-axis CNC machining – this isn’t your grandpa’s 3-axis machine. With 5-axis, we can machine complex geometries in a single setup, saving time and improving accuracy. I recently saw a 5-axis machine make a part that would have taken 3 setups on a 3-axis – the difference was night and day!
CNC Process Breakdown
- Design & Programming: CAD design + CAM programming (this is where the magic starts!)
- Material Setup: Aluminum stock secured in the machine fixture
- Roughing: Removing 90% of material quickly with large tools
- Semi-Finishing: Getting close to final dimensions with smaller tools
- Finishing: Achieving final tolerances and surface finish
- Inspection: CMM inspection to verify every dimension
- Surface Treatment: Anodizing, powder coating, or other finishes
Fun Fact: Our latest 5-axis machines can achieve surface finishes as smooth as Ra 0.8 μm – that’s smoother than a baby’s bottom!
Machine Types Compared
3-Axis CNC
Good for simple parts, lower cost, slower for complex geometries
4-Axis CNC
Adds rotation, better for cylindrical parts, moderate cost
5-Axis CNC
Complex geometries, single setup, highest precision, premium cost

This EV battery housing was machined on our 5-axis CNC – complex geometry, perfect finish!
Surface Treatments That Take Parts to the Next Level
Type II Anodizing
Standard anodizing that adds corrosion resistance and allows coloring. Perfect for most applications – I use this on 70% of my projects!
Type III Hardcoat Anodizing
Thicker, harder coating that’s nearly as tough as diamond. Great for high-wear parts like pistons and bearings.
Powder Coating
Durable, colorful finish that’s perfect for aesthetic parts. We use this on EV exterior components all the time.
Chem Film (Chromate Conversion)
Thin, clear coating that improves corrosion resistance and paint adhesion. Used extensively in aerospace.
Testing That Ensures Reliability
We don’t just make parts – we validate them. Every component goes through rigorous testing to ensure it can handle real-world abuse. These aren’t lab tests – these are the same conditions your parts will face in the field!
Testing Methods We Use
Dimensional Inspection
We use Coordinate Measuring Machines (CMM) with ±0.005mm accuracy to verify every critical dimension. No guessing here – we measure everything!
Material Testing
- Tensile testing: Verify strength meets specs
- Fatigue testing: Ensure durability under repeated stress
- Corrosion testing: Salt spray testing for 500+ hours
Performance Testing
- Vibration testing: Simulate real-world operating conditions
- Thermal cycling: Test from -40°C to 150°C
- Impact testing: Verify crashworthiness
Real Test Data (2025-2026 Projects)
7075 Aerospace Bracket Test
Test conditions: 20,000 N load, 10 Hz frequency
Results: Survived 500,000+ cycles without failure
Industry standard: 200,000 cycles
6061 EV Component Corrosion Test
Test conditions: 1000 hours salt spray (ASTM B117)
Results: No significant corrosion detected
Anodized finish showed exceptional resistance
Thermal Shock Test
Test conditions: -40°C to 150°C, 1000 cycles
Results: Maintained dimensional stability
Critical for aerospace and EV applications
Quality Certifications That Matter
We’re not just talking the talk – we’ve got the certifications to back it up:
EV & Aerospace – The Future of Manufacturing
Electric Vehicles – Lightweight is Everything
Let’s talk EVs – these vehicles are the future, and lightweight components are critical. Every pound saved means more range and better performance. We’ve been working with several EV manufacturers, and the results are impressive!
EV-Specific Components We Master
- Battery housings: Lightweight yet strong enough to protect expensive batteries
- Motor mounts: Precision-engineered for zero vibration transfer
- Controller enclosures: Heat-dissipating designs for optimal performance
- Charging port housings: Weatherproof and durable
2026 EV Trends We’re Already Addressing
- Integration: Fewer parts, more functionality
- Sustainability: 85%+ recycled aluminum content
- Thermal management: Advanced heat dissipation designs
- Modularity: Components that work across multiple models
EV Case Study (2025 Project)
We developed a custom battery housing for an electric vehicle using 6061-T6 aluminum:
- Weight reduction: 35% compared to steel alternatives
- Strength: Withstood 15G impact testing (critical for safety!)
- Thermal performance: 30% better heat dissipation than plastic
- Range improvement: Client reported 12% increase in range – that’s huge!
Aerospace – Where Precision Meets Performance
Aerospace is where our parts really shine. The requirements are insane – tolerances as tight as ±0.01mm, materials that can handle extreme temperatures, and zero room for error. We’ve worked with major aerospace companies, and the feedback? “These parts exceed our expectations.”
Airframe Components
Our 7075 aluminum wing brackets are used on commercial aircraft. They’re 40% lighter than steel and meet all FAA requirements. We recently supplied parts that are now flying on over 500 planes worldwide!
Tolerance: ±0.015mm
Engine Parts
High-temperature aluminum alloys for engine components that can handle 200°C+ temperatures. Our parts are used in both commercial and military aircraft engines.
Temperature range: -55°C to 220°C
Satellite Components
We’ve made parts for satellites that are now in orbit. These parts must survive launch vibrations (-60°C to 85°C temperature swings) and function flawlessly for 10+ years.
Launch survival: 30G vibrations
2026 Technology Preview
We’re already developing new technologies for next year:
- AI-optimized designs: Using machine learning to create the perfect balance of strength and weight
- Additive manufacturing hybrids: 3D printing + CNC machining for complex geometries
- Smart materials: Aluminum alloys with built-in sensors for condition monitoring
Stay tuned – 2026 is going to be an exciting year for advanced manufacturing!
Cost – What You’re Really Paying For
Let’s talk money – because that’s what everyone really cares about. The question I get asked most: “How much does aluminum CNC machining cost?” The answer? It depends on what you need. But let me break it down for you in plain English…
2026 Aluminum CNC Machining Cost Breakdown
| Part Complexity | Machine Type | Material Cost | Machining Cost | Total (100 units) |
|---|---|---|---|---|
| Simple Bracket | 3-Axis | $5-$15 | $10-$25 | $15-$40 |
| Complex Housing | 5-Axis | $20-$50 | $50-$150 | $70-$200 |
| Aerospace Part | 5-Axis Precision | $30-$80 | $100-$300 | $130-$380 |
Key Takeaway: Simple parts are cheap, complex parts cost more. But remember – aluminum is still 30-50% cheaper than steel CNC machining for the same part!
Cost-Saving Strategies We Use
- Design for manufacturability: We’ll help you design parts that are cheaper to machine
- Material selection: Choose 6061 over 7075 if you don’t need the extra strength
- Batch processing: Larger batches mean lower per-part costs
- Combine operations: Do as much as possible in a single setup
Hidden Costs to Consider
- Tooling: Special tools for complex features add cost
- Inspection: More testing means higher quality but higher cost
- Surface treatments: Anodizing and coatings add $5-$50 per part
- Shipping: Large or heavy parts cost more to ship
Real Cost Example (2025 Aerospace Project)
Client needed 500 complex brackets for a new aircraft:
- Material: 7075-T6 aluminum ($35 per part)
- Machining: 5-axis CNC ($120 per part)
- Surface treatment: Type III anodizing ($15 per part)
- Inspection: CMM testing ($10 per part)
- Total per part: $180
- Steel alternative cost: $280 per part
- Savings: $50,000 total (36% savings!)
Sustainability – Good for Business, Good for the Planet
Let’s be real – sustainability isn’t just a buzzword anymore. It’s good for the planet, it’s good for your brand, and it’s good for your bottom line. We’ve been leading the charge in sustainable manufacturing, and the results speak for themselves!
Recycling – The Ultimate Win-Win
Aluminum is infinitely recyclable, and we take full advantage of that. Our closed-loop recycling system means we reuse scrap material directly in production.
2025 Sustainability Metrics
- 86% of waste recycled: That’s 65 tons of material saved from landfills!
- 95% energy savings: Recycled aluminum uses 95% less energy than primary production
- Zero water discharge: Our water recycling system captures and reuses 100% of process water
We’re aiming for 90% recycled content by 2027. Every little bit helps, right?
Green Manufacturing Processes
It’s not just about recycling – it’s about how we make parts in the first place.
Energy Efficiency
- Solar power: 40% of our electricity comes from on-site solar panels
- High-efficiency machines: New CNC machines use 30% less energy
- Heat recovery: We capture waste heat to warm our facilities
Emissions Reduction
- Low-VOC coatings: All our paints and coatings are water-based
- Particulate filters: 99% of process emissions are captured and filtered
- Carbon offset program: We offset 100% of remaining emissions
2026 Sustainability Goals
90% Recycled Content
By end of 2026
50% Solar Power
Expanding our solar array
Net Zero Emissions
Target: 2028
FAQ – Answers to Your Burning Questions
1. How do I choose between 6061 and 7075 aluminum?
Great question! If you need maximum strength and don’t mind paying more, go with 7075. If you want a balance of strength, machinability, and cost, 6061 is the way to go. 9 times out of 10, 6061 is more than enough for what people need.
2. How much does aluminum CNC machining cost?
Simple parts start at $15-$40, complex parts go up to $130-$380. It depends on complexity, material, and quantity. But remember – aluminum is cheaper than steel for the same part!
3. What tolerances can you achieve?
For standard parts, ±0.025mm. For precision aerospace parts, we can do ±0.01mm. That’s like hitting a bullseye from a mile away!
4. How long does it take to get parts?
Prototypes: 1-2 weeks. Production runs: 3-4 weeks. Rush options available if you’re in a pinch.
5. Do you work with EV and aerospace companies?
Absolutely! EV and aerospace are two of our biggest markets. We understand the unique requirements and have the certifications to back it up.
6. What about sustainability?
We’re serious about sustainability. 86% of our aluminum is recycled, we use solar power, and we’re working towards net zero emissions by 2028.
7. Can you help with design?
Absolutely! Our engineering team will help you design parts that are functional, cost-effective, and easy to manufacture. This service is free for our clients!
8. What’s the minimum order quantity?
We can do as few as 1 prototype or as many as 100,000 production parts. No order is too small or too big!
Still Have Questions?
We’re here to help! Share your project requirements, and our team will get back to you with a detailed quote and timeline. Let’s build something amazing together!
Ready to Start Your Project?
Whether you need EV components, aerospace parts, or custom aluminum machining, we’ve got the expertise and equipment to deliver perfection.
Goldcattle Aluminum CNC Machining Experts
15+ Years Experience • ISO 9001 • IATF 16949 • AS9100D • RoHS Compliant
© 2026 Goldcattle. All rights reserved.