Complete Guide to Process, Surface Finishing, Tolerance & Applications
What is Anodizing in CNC Machining?

Anodizing is an electrolytic process that creates a protective oxide layer on the surface of aluminum and other non-ferrous metals.
As a CNC machining professional with 20 years of experience, I’ve seen how anodizing can significantly enhance the performance
and appearance of machined parts.
The process involves immersing the CNC machined part in an electrolytic solution and passing an electric current through it.
This causes a layer of aluminum oxide to grow on the surface of the part, providing excellent corrosion resistance,
wear resistance, and aesthetic appeal.
Anodized CNC parts are widely used in aerospace, automotive, electronics, medical devices, and robotics industries
due to their superior properties and durability. The anodizing process can produce a wide range of colors while maintaining
the metal’s natural appearance and texture.
Types of Anodizing for CNC Machined Parts
There are several types of anodizing processes available, each with its own characteristics and applications.
The two most common types used for CNC machined parts are Type II (standard anodizing) and Type III (hard anodizing).
As someone with 20 years in the industry, I’ve worked extensively with both types and understand their specific advantages
and limitations. The choice between Type II and Type III depends on the application requirements, budget, and performance needs.
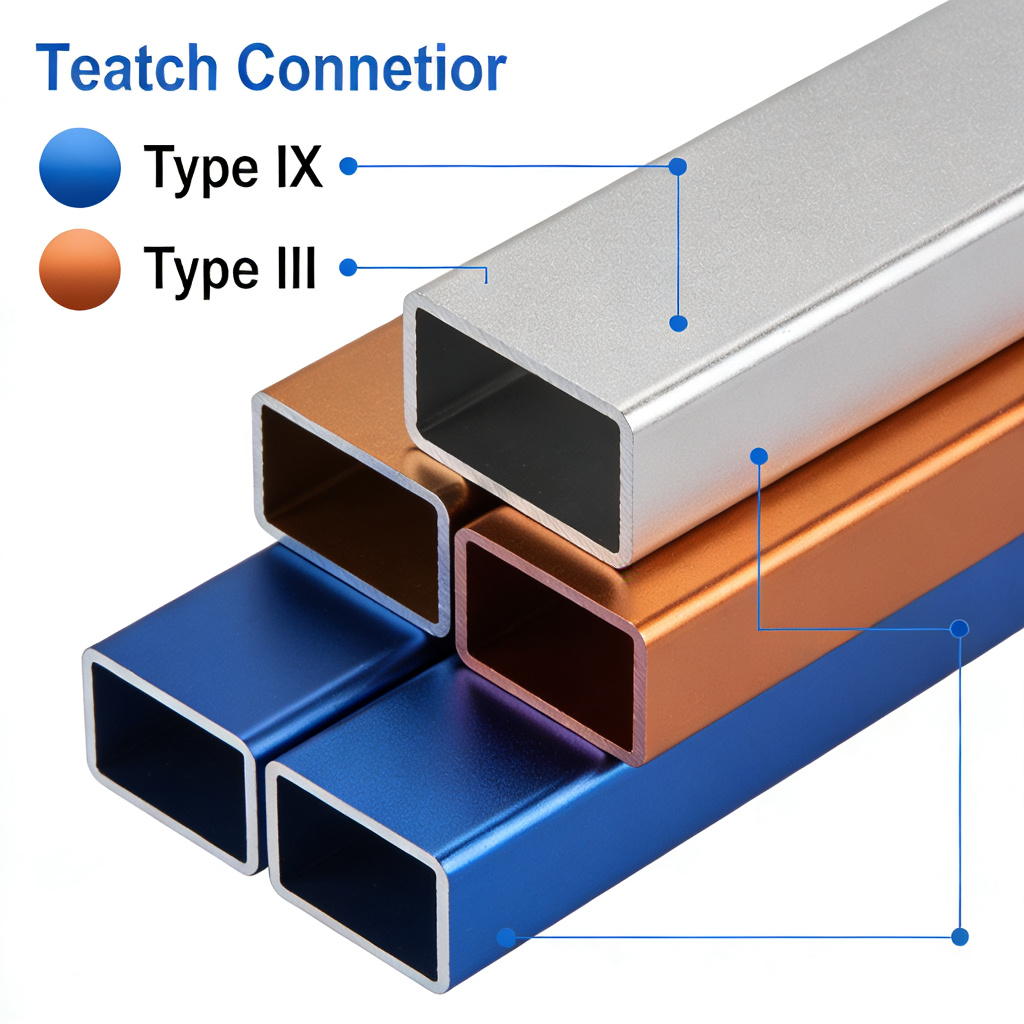
Type II Anodizing (Standard)
Key Characteristics:
- Thickness: 5-25μm
- Hardness: 250-350 HV
- Process temperature: 18-22°C
- Processing time: 30-60 minutes
- Wide range of color options
- Good corrosion resistance
- Cost-effective solution
Typical Applications:
Consumer products, electronics, decorative parts, general industrial components
Type III Anodizing (Hard)
Key Characteristics:
- Thickness: 25-100μm
- Hardness: 400-600 HV
- Process temperature: 0-5°C
- Processing time: 60-120 minutes
- Limited color options
- Excellent wear resistance
- Superior corrosion protection
Typical Applications:
Aerospace components, military parts, high-wear applications, medical devices
CNC Machining Considerations for Anodized Parts
Successful anodizing starts with proper CNC machining practices. The machining process significantly affects
the final anodized result, including surface finish, color consistency, and dimensional accuracy.
Over the years, I’ve learned that certain machining techniques work better than others when parts will be anodized.
Proper tool selection, cutting parameters, and surface preparation are critical for achieving the best results.
One important thing to remember is that anodizing will not hide or improve poor surface quality from machining.
In fact, it will often amplify any surface defects, so achieving good surface finish during machining is essential.
Recommended Machining Practices for Anodizing
Tool Selection
- Use sharp, high-quality cutting tools
- Carbide tools for better surface finish
- Proper tool geometry for aluminum
- Regular tool inspection and replacement
Cutting Parameters
- Optimize cutting speeds for aluminum
- Proper feed rates to minimize tool marks
- Climb milling for better surface finish
- Avoid excessive tool deflection
Surface Preparation
- Remove all burrs and sharp edges
- Ensure uniform surface roughness
- Clean parts thoroughly before anodizing
- Mask areas that should not be anodized
Surface Finish Requirements for Anodizing
The surface finish of CNC machined parts before anodizing has a significant impact on the final appearance and quality
of the anodized surface. Anodizing will not improve poor surface finish; instead, it will amplify any existing defects
such as tool marks, scratches, or machining lines.
Based on my 20 years of experience, I recommend achieving a surface roughness of Ra 1.6-3.2μm before anodizing for
most applications. This provides a good balance between machining time, cost, and final anodized appearance.
For parts that require consistent color matching or have aesthetic requirements, a finer surface finish of Ra 0.8-1.6μm
is recommended. This ensures more uniform color distribution and better overall appearance.

| Surface Roughness (Ra) | Appearance | Anodizing Result | Applications |
|---|---|---|---|
| Ra 0.4-0.8μm | Very smooth, mirror-like | Excellent color uniformity | High-end consumer products, medical devices |
| Ra 0.8-1.6μm | Smooth, uniform | Good color consistency | Aesthetic parts, electronics, aerospace |
| Ra 1.6-3.2μm | Moderately smooth | Acceptable appearance | Industrial components, functional parts |
| Ra 3.2-6.3μm | Visible tool marks | Defects amplified | Only for non-critical applications |
Tolerance Impact and Compensation for Anodizing
One of the most important considerations when designing CNC machined parts for anodizing is the impact of the anodizing
process on dimensional tolerances. The anodizing process adds material to the surface of the part, which can affect
critical dimensions and fits.
The anodized layer grows both inward and outward from the original surface. Approximately 50% of the oxide layer
grows into the base material, and 50% grows outward. This means that for a 20μm thick anodized layer,
10μm will be added to the part’s dimensions, and 10μm will consume the base material.
Proper tolerance compensation during the CNC machining process is essential to ensure that parts meet their final
dimensional requirements after anodizing. This requires careful planning and consideration during the design phase.
Tolerance Compensation Guidelines
Type II Anodizing Compensation
- Thickness range: 5-25μm
- Compensation per side: 2.5-12.5μm
- Recommended tolerance: ±0.015mm
- Minimum feature size: 0.5mm
- Hole diameter compensation: Reduce by 5-25μm
Type III Anodizing Compensation
- Thickness range: 25-100μm
- Compensation per side: 12.5-50μm
- Recommended tolerance: ±0.03mm
- Minimum feature size: 1.0mm
- Hole diameter compensation: Reduce by 25-100μm
Design Considerations
- Allow for anodizing thickness in tolerances
- Consider clearance for moving parts
- Account for dimensional changes in fits
- Use proper masking for critical surfaces
- Specify anodizing thickness in drawings
Materials Suitable for Anodizing
While aluminum is the most common material for anodizing, several other non-ferrous metals can also be anodized.
The suitability of a material for anodizing depends on its composition and properties.
Aluminum Alloys
Aluminum alloys are the most commonly anodized materials due to their excellent anodizing characteristics
and widespread use in CNC machining.
Best Alloys for Anodizing:
- 6061-T6: Good all-around performance
- 7075-T6: High strength, good anodizing
- 5052-H32: Excellent corrosion resistance
- 2024-T3: High strength, requires special process
- 1100: Pure aluminum, best for dyeing
Magnesium Alloys
Magnesium alloys can be anodized to improve their corrosion resistance, although the process is different from aluminum anodizing.
Key Characteristics:
- Uses chromic acid process
- Thickness: 5-20μm
- Good corrosion protection
- Limited color options
- Used in aerospace applications
Titanium Alloys
Titanium alloys can be anodized to create decorative colors and improve biocompatibility for medical applications.
Key Characteristics:
- Creates thin oxide layer
- Wide range of color options
- Improved biocompatibility
- Used in medical implants
- Enhanced wear resistance
Zinc Alloys
Zinc alloys can be anodized to improve their corrosion resistance and appearance, although this is less common than aluminum anodizing.
Key Characteristics:
- Uses different process chemistry
- Thickness: 1-5μm
- Improved corrosion resistance
- Limited color options
- Used in decorative applications
Applications of Anodized CNC Machined Parts
Anodized CNC machined parts are used in a wide range of industries and applications due to their excellent combination
of properties including corrosion resistance, wear resistance, aesthetic appeal, and durability.
Over the years, I’ve seen anodized parts used in everything from consumer electronics to aerospace components.
The versatility of anodizing makes it a popular choice for many different applications.
Aerospace
Anodized aluminum parts are widely used in aerospace applications due to their lightweight properties,
corrosion resistance, and ability to withstand harsh environments.
Common Applications:
- Aircraft structural components
- Engine parts and housings
- Avionics enclosures
- Interior cabin components
Automotive
The automotive industry uses anodized CNC parts for both functional and decorative applications,
benefiting from their durability and aesthetic appeal.
Common Applications:
- Engine components
- Interior trim and controls
- Exterior decorative parts
- Performance racing components
Electronics
Electronic devices benefit from anodized parts’ excellent electrical insulation properties and aesthetic appeal.
Common Applications:
- Phone and tablet housings
- Computer components
- Heat sinks and enclosures
- Industrial control panels
Medical Devices
Medical devices require materials that are biocompatible, easy to sterilize, and resistant to corrosion.
Common Applications:
- Surgical instruments
- Medical device housings
- Implantable components
- Dental equipment parts
Robotics
The robotics industry uses anodized parts for their combination of lightweight strength and durability.
Common Applications:
- Robotic arm components
- Gripper mechanisms
- Sensor housings
- Joint and bearing components
Consumer Products
Consumer products often use anodized parts for their attractive appearance and durability.
Common Applications:
- Sports equipment
- Kitchen appliances
- Furniture components
- Architectural hardware
Advantages of Anodized CNC Machined Parts
Excellent Corrosion Resistance
Anodized surfaces provide excellent protection against corrosion, making them ideal for use in harsh environments.
The oxide layer is inert and non-porous, preventing moisture and corrosive substances from reaching the base material.
Test Results:
Salt spray tests show anodized aluminum can withstand over 1000 hours without significant corrosion,
compared to just 24 hours for untreated aluminum.
Enhanced Wear Resistance
The anodized surface is significantly harder than the base aluminum material, providing excellent wear resistance
for moving parts and surfaces that experience friction.
Hardness Comparison:
- Untreated aluminum: ~95 HV
- Type II anodized: 250-350 HV
- Type III anodized: 400-600 HV
Aesthetic Appeal
Anodizing provides a durable, attractive finish that can be dyed in a wide range of colors while maintaining
the natural appearance and texture of the metal.
Color Options:
- Black, clear, silver
- Red, blue, green, orange
- Gold, bronze, purple
- Custom color matching available
Electrical Insulation
The anodized oxide layer is an excellent electrical insulator, making anodized parts ideal for use in
electronic applications where electrical isolation is required.
Electrical Properties:
- Dielectric strength: 300-500 V/μm
- Volume resistivity: 10^12-10^14 Ω·cm
- Breakdown voltage: 15-25 kV
- Excellent insulation properties
Environmental Stability
Anodized surfaces are environmentally stable and resistant to UV radiation, chemicals, and temperature extremes,
making them suitable for use in a wide range of environmental conditions.
Temperature Range:
- Continuous use: -200°C to +260°C
- Short-term exposure: Up to 500°C
- UV resistant – no fading
- Chemical resistant to most substances
Cost-Effective
Anodizing is a cost-effective surface treatment that provides excellent value for money compared to other
surface finishing processes, especially considering the long-term benefits and durability.
Cost Comparison:
- Lower cost than plating or coating
- Longer lifespan reduces replacement costs
- Low maintenance requirements
- Excellent return on investment
Cost Factors for Anodized CNC Machining
The cost of anodized CNC machined parts depends on several factors including the type of anodizing, part size and complexity,
color requirements, and production volume. Understanding these cost factors can help you optimize your design and budget.
Typical Cost Ranges
Type II Anodizing Costs
- Simple parts: $0.50 – $2.00 per part
- Medium complexity: $2.00 – $5.00 per part
- Complex parts: $5.00 – $10.00 per part
- Color anodizing: 20-50% additional cost
- Rush orders: 30-100% additional cost
Type III Anodizing Costs
- Simple parts: $1.50 – $4.00 per part
- Medium complexity: $4.00 – $8.00 per part
- Complex parts: $8.00 – $15.00 per part
- Color options limited and more expensive
- Requires special equipment and process
Volume Discounts
- 1-10 parts: No discount
- 11-50 parts: 10-20% discount
- 51-200 parts: 20-35% discount
- 201-1000 parts: 35-50% discount
- 1000+ parts: 50-70% discount
Key Cost Factors
Part Size and Complexity
Larger parts and parts with complex geometries require more processing time and materials, increasing costs.
Intricate internal features may require specialized handling or masking.
Anodizing Type
Type III hard anodizing is more expensive than Type II due to longer processing times, lower temperatures,
and higher energy requirements.
Color Requirements
Custom colors or special color matching requirements can increase costs compared to standard colors.
Some colors may require additional processing steps.
Surface Finish Requirements
Higher surface finish requirements may require additional processing steps such as polishing or buffing
before anodizing, increasing overall costs.
Production Volume
Larger production volumes typically result in lower per-part costs due to economies of scale.
Setup costs can be spread across more parts.
Lead Time Requirements
Rush orders or expedited processing will increase costs due to the need for priority scheduling
and potentially overtime labor.
FAQ About Anodized CNC Machining Parts
What is anodized CNC machining?
Anodized CNC machining is a manufacturing process that combines precision CNC machining with anodizing surface treatment.
The parts are first machined to precise dimensions using CNC equipment, then anodized to create a protective oxide layer
that enhances corrosion resistance, wear resistance, and appearance.
What is the difference between Type II and Type III anodizing?
Type II (standard) anodizing produces a 5-25μm thick layer with good corrosion resistance and a wide range of color options.
Type III (hard) anodizing produces a thicker 25-100μm layer with superior wear resistance and hardness, but more limited color options.
Type III is more expensive and requires special processing at lower temperatures.
Does anodizing change dimensions?
Yes, anodizing does change dimensions. The oxide layer grows both inward and outward from the original surface,
with approximately 50% growing into the base material and 50% growing outward. For a 20μm thick layer,
10μm will be added to the part’s dimensions. Proper tolerance compensation is essential during CNC machining.
What materials can be anodized?
Aluminum alloys are the most commonly anodized materials. Other materials that can be anodized include magnesium alloys,
titanium alloys, and zinc alloys. Each material requires different process chemistry and parameters.
Ferrous metals like steel cannot be anodized.
How to ensure anodizing color consistency?
Color consistency requires careful control of several factors including uniform surface finish before anodizing,
consistent process parameters, proper dye concentration, and temperature control. Using the same material batch
and ensuring proper cleaning before anodizing also helps achieve consistent results.
What surface finish is needed before anodizing?
A surface roughness of Ra 1.6-3.2μm is recommended for most applications. For better color consistency and appearance,
a finer finish of Ra 0.8-1.6μm is preferred. Anodizing will amplify any surface defects, so achieving good surface finish
during CNC machining is essential.
How long does anodizing last?
The lifespan of anodized surfaces depends on the thickness of the layer and the application environment.
Type II anodizing can last 5-10 years in normal environments, while Type III hard anodizing can last 15-25 years
or more. In harsh environments, the lifespan may be shorter but still significantly longer than untreated aluminum.
Can anodized parts be repaired?
Damaged anodized surfaces can be repaired by re-anodizing, although this requires stripping the existing layer first.
Small scratches can sometimes be polished out, but this will remove some of the anodized layer.
For critical applications, replacement may be the best option.
Ready to Start Your Anodized CNC Machining Project?
Our team of experienced engineers specializes in anodized CNC machining parts with over 20 years of industry experience.
We can help you optimize your design for anodizing, provide proper tolerance compensation, and deliver high-quality parts
that meet your exact specifications.