Custom Blow Molding Mold Manufacturing
Precision CNC Machining Solutions for High-Quality Blow Molds
What is Blow Mold Manufacturing?
Blow mold manufacturing is a specialized process that involves creating precision molds used in the blow molding industry to produce hollow plastic parts.
These molds are critical for shaping plastic into various forms including bottles, containers, tanks, and other hollow products.
At Goldcattle, we utilize advanced CNC machining technology to produce high-precision blow molds that meet the most demanding industry standards.
With over 26 years of manufacturing experience and more than 100 CNC machines, we deliver exceptional quality and reliability.
Blow Molding Process
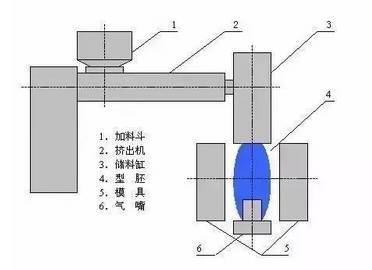
The blow molding process consists of several key stages that transform raw plastic material into finished hollow products:
- Preform/Parison Extrusion: Plastic material is melted at temperatures between 165–220°C and extruded into a tube-like shape called a parison. The parison diameter and wall thickness are precisely controlled to ensure uniform final products.
- Mold Closing: The mold closes around the parison, forming the outer shape of the final product. The mold must close quickly to prevent the parison from collapsing or deforming.
- Air Blowing: Compressed air at 7–20 bar pressure is injected into the parison, expanding it to conform to the mold cavity. The air pressure must be carefully controlled to avoid over-expansion or uneven wall thickness.
- Cooling: The plastic cools and solidifies in the mold shape. Cooling time typically accounts for 60–80% of the total cycle time and is critical for dimensional stability.
- Demolding: The mold opens and the finished product is ejected. Ejection must be carefully timed to prevent deformation while the plastic is still warm.
Industry Data: Extrusion blow molding cycle 15–60s, Injection blow molding 8–25s, Stretch blow molding 3–8s
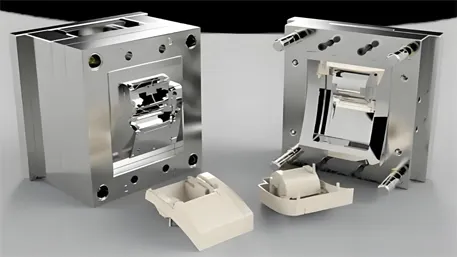
Blow Mold Structure

A typical blow mold consists of several critical components that work together to produce precise hollow plastic parts:
- Cavity: Forms the outer surface of the finished product
- Core: Creates the inner shape and hollow structure
- Neck Insert: Provides precise thread and finish details for bottle openings
- Cooling Channel: Optimizes cooling efficiency and cycle time
- Venting System: Allows air to escape during the blowing process
Each component must be machined to extremely tight tolerances to ensure consistent product quality and mold longevity.
CNC Machining for Blow Mold
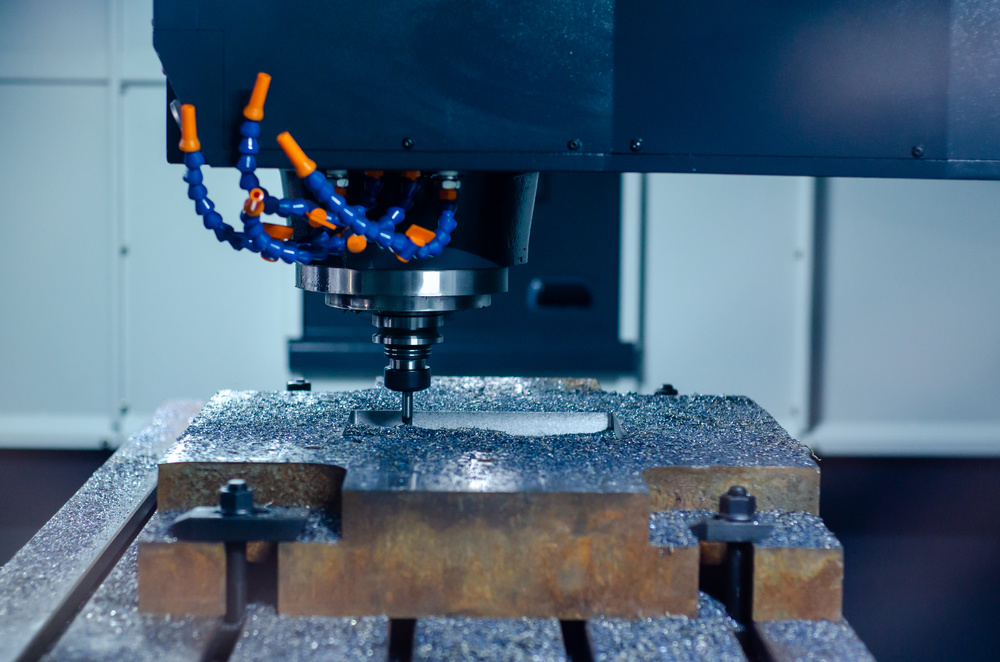
Our CNC machining process for blow molds involves multiple precision stages to ensure optimal performance and durability:
- Rough Milling: Removes 80-90% of excess material using high-feed cutters to establish basic mold shape. This stage uses larger tools with higher cutting speeds to maximize material removal efficiency.
- Semi Finishing: Refines the mold geometry to within 0.1-0.2mm of final dimensions using smaller diameter tools. This stage prepares the mold for high-precision finishing operations.
- High Speed Finishing: Achieves precise surface finishes (Ra0.2-0.4μm) and tight tolerances (±0.005mm) using specialized finishing tools and high-speed machining centers running at 10,000-20,000 RPM.
- EDM (Electrical Discharge Machining): Creates complex internal features, undercuts, and detailed geometries that cannot be achieved with traditional milling. EDM uses electrical sparks to erode material with micron-level precision.
- Polishing: Enhances surface quality for optimal part release and aesthetic appearance. Polishing progresses from 180 grit to 1500 grit abrasive materials, achieving mirror finishes where required.
- Assembly: Integrates all components including cavity, core, neck inserts, cooling channels, and ejector systems. Final inspection includes dimensional verification, surface finish measurement, and functional testing.
Precision Advantage: CNC machining can reduce mold production cycles by up to 70% compared to traditional methods
Blow Mold Materials
The choice of mold material significantly impacts performance, durability, and cost. We offer a range of high-quality materials:
Steel Materials
- P20: General purpose mold steel with good machinability. Ideal for medium-volume production (500k-1.5M cycles). Hardness: 28-32 HRC. Excellent polishability for good surface finishes.
- H13: Hot work steel with excellent heat resistance and toughness. Suitable for high-temperature applications and high-volume production (1.5M-3M cycles). Hardness: 48-52 HRC. Resists thermal fatigue and cracking.
- S136: Stainless steel with high corrosion resistance and excellent polishability. Perfect for medical, food, and cosmetic applications requiring high hygiene standards. Hardness: 48-52 HRC. Mold life: 2M-5M cycles.
Aluminum Materials
- 6061-T6: Good strength-to-weight ratio with excellent machinability. Ideal for prototype and low-volume production (10k-100k cycles). Hardness: 95-105 HB. Excellent thermal conductivity for faster cooling.
- 7075-T6: High strength aluminum alloy with superior mechanical properties. Suitable for medium-volume production (100k-500k cycles). Hardness: 150-170 HB. Good wear resistance for longer mold life.
Material Selection Guide
Low volume production (10k-100k cycles): Aluminum alloys (6061-T6, 7075-T6)
Medium volume production (100k-1.5M cycles): P20 steel
High volume production (1.5M-3M cycles): H13 steel
Ultra-high volume production (3M+ cycles): S136 stainless steel
Medical/food applications: S136 stainless steel for corrosion resistance and hygiene
Typical Technical Specifications
| Parameter | Typical Value | Our Capability |
|---|---|---|
| Mold Tolerance | ±0.01mm | ±0.005mm |
| Surface Finish | Ra0.4–0.8μm | Ra0.2–0.4μm |
| Mold Life | 500k–3M cycles | 1M–5M cycles |
| Cooling Channel Tolerance | ±0.02mm | ±0.01mm |
| Max Mold Size | 1000mm | 1200mm |
| Lead Time | 30–45 days | 20–30 days |
* All specifications are for reference only and may vary based on specific requirements
Industries & Applications
Packaging Industry
PET bottles, HDPE containers, cosmetic packaging, food containers, beverage bottles, personal care products, household chemical packaging
Typical volumes: 1M-10M units/year
Medical Industry
Medical bottles, IV bags, diagnostic equipment components, drug delivery devices, surgical tool handles, sterile containers
Requires ISO 13485 certification
Automotive Industry
Fuel tanks, air ducts, coolant reservoirs, fluid containers, intake manifolds, battery housings, brake fluid reservoirs
Requires IATF 16949 certification
Industrial Applications
Chemical storage tanks, water containers, industrial housings, pump components, valve bodies, hydraulic reservoirs
Requires chemical resistance testing
Consumer Goods
Toys, sports equipment, household appliances, garden tools, storage containers, furniture components
Requires safety compliance testing
Aerospace Industry
Cabin components, fluid reservoirs, ducting systems, avionics housings, fuel system components
Requires AS9100 certification
Our Blow Mold Manufacturing Capabilities

- 26 Years of Manufacturing Experience: Specialized in precision mold making since 1998
- 100+ CNC Machines: State-of-the-art machining centers for high-precision manufacturing
- ±0.005mm Precision Tolerance: Industry-leading accuracy for critical applications
- ISO 9001 Certified: Quality management system ensuring consistent quality
- Custom Design Support: Professional engineering team for mold design optimization
- Comprehensive Testing: Complete inspection and validation before shipment
Custom Blow Mold Solutions
Design Customization
- Product Geometry: Custom shapes and sizes to meet specific application requirements
- Wall Thickness Control: Precise control of wall thickness distribution for optimal strength and weight
- Surface Texturing: Custom surface finishes from smooth to textured for aesthetic or functional purposes
- Thread Design: Custom thread profiles for specific closure requirements
- Undercuts and Complex Features: Integration of complex geometries using advanced EDM technology
Process Optimization
- Cooling System Design: Optimized cooling channels to reduce cycle time by 15-30%
- Venting Optimization: Advanced venting systems to prevent air traps and improve part quality
- Ejection System Design: Custom ejection systems for easy part removal and reduced cycle time
- Material Compatibility: Mold design optimized for specific plastic materials (PET, HDPE, PP, PVC, etc.)
- Multi-Cavity Molds: Design of 2, 4, 8, 16, or more cavity molds for high-volume production
Customization Process
Requirement Analysis
Detailed discussion of product requirements, production volume, and quality standards
Design & Engineering
3D modeling, mold flow analysis, and design optimization using CAD/CAM software
Prototype Development
Rapid prototyping and testing to validate design and functionality
Manufacturing
Precision CNC machining, EDM, polishing, and assembly of the final mold
Validation & Delivery
Factory acceptance testing, documentation, and delivery with installation support
Case Study: PET Bottle Mold
Project Details
- Material: S136 Stainless Steel
- Cavity: 4 cavities
- Tolerance: ±0.01mm
- Surface Finish: Ra0.4μm
- Production Cycle: 12 seconds
- Annual Output: 2 million bottles
- Lead Time: 25 days
This custom PET bottle mold was designed for a leading beverage manufacturer. The mold features advanced cooling channels that reduce cycle time by 15% compared to standard designs, significantly improving production efficiency.
Blow Mold vs Injection Mold
| Feature | Blow Mold | Injection Mold |
|---|---|---|
| Product Type | Hollow plastic parts | Solid plastic parts |
| Mold Complexity | Generally simpler | Can be very complex |
| Cycle Time | 15–60 seconds | 10–30 seconds |
| Mold Cost | Lower initial cost | Higher initial cost |
| Production Volume | High volume production | High to very high volume |
| Material Thickness | Can vary significantly | Uniform thickness |
Blow Mold Design Tips & Best Practices
Design for Manufacturability
- Use draft angles of 1-3 degrees for easy ejection
- Avoid sharp corners; use minimum 0.5mm radii
- Maintain uniform wall thickness (±10% variation)
- Limit undercuts to essential features only
- Consider mold opening direction for complex geometries
Cooling System Optimization
- Place cooling channels as close to cavity as possible
- Use 8-12mm diameter channels for optimal flow
- Maintain 2-3x channel diameter distance from cavity
- Use baffles and bubblers for thick sections
- Balance cooling across all cavities in multi-cavity molds
Surface Finish Considerations
- Match surface finish to application requirements
- Use Ra0.4-0.8μm for general packaging applications
- Use Ra0.2-0.4μm for cosmetic and medical applications
- Consider texturing for grip or aesthetic purposes
- Polish in the direction of mold opening for best results
Material Selection Tips
- Consider production volume when selecting mold material
- Use aluminum for prototypes and low-volume production
- Use P20 steel for medium-volume production
- Use H13 or S136 for high-volume and critical applications
- Consider corrosion resistance for chemical applications
Tolerance Control
- Define tolerances based on functional requirements
- Use ±0.01mm for critical dimensions
- Use ±0.02-0.05mm for non-critical dimensions
- Consider thermal expansion of plastic materials
- Use statistical process control for high-volume production
Mold Maintenance Tips
- Clean mold surfaces regularly to prevent buildup
- Lubricate moving parts every 500-1000 cycles
- Inspect mold for wear and damage regularly
- Replace worn components before they cause quality issues
- Store mold in a clean, dry environment when not in use
Common Blow Mold Challenges & Solutions
Challenge: Uneven Wall Thickness
Causes: Poor parison control, uneven air pressure, mold design issues
Solutions:
- Implement parison programming for precise wall thickness control
- Optimize air pressure and blow timing
- Redesign mold with better cavity geometry
- Use variable thickness parison technology
Challenge: Part Warping
Causes: Uneven cooling, residual stress, improper ejection timing
Solutions:
- Optimize cooling system design for uniform temperature distribution
- Adjust cooling time and temperature
- Implement stress relief annealing process
- Optimize ejection system and timing
Challenge: Air Traps and Burn Marks
Causes: Poor venting, excessive melt temperature, slow fill rate
Solutions:
- Add or optimize venting channels
- Reduce melt temperature and cycle time
- Increase fill rate and air pressure
- Use vacuum assist for difficult geometries
Challenge: Surface Defects
Causes: Mold surface finish issues, contamination, improper material drying
Solutions:
- Improve mold surface finish through polishing
- Implement proper material drying and handling procedures
- Clean mold surfaces regularly
- Use mold release agents when necessary
Challenge: Short Shots
Causes: Insufficient material, low air pressure, cold mold temperature
Solutions:
- Increase material feed and parison size
- Adjust air pressure and blow timing
- Increase mold temperature
- Optimize parison programming for better material distribution
Challenge: Mold Wear and Damage
Causes: Improper maintenance, abrasive materials, high production volume
Solutions:
- Implement regular maintenance schedule
- Use wear-resistant mold materials
- Apply surface coatings for extended mold life
- Optimize processing parameters to reduce stress on mold
Important Considerations & Precautions
Design Considerations
- Always consider the entire production process during design
- Ensure compatibility with existing blow molding equipment
- Account for material shrinkage (typically 0.5-2.5%)
- Design for easy maintenance and repair
- Consider environmental factors and operating conditions
Material Handling Precautions
- Properly dry plastic materials before processing
- Avoid contamination of raw materials
- Store materials in controlled environment (20-25°C, 40-60% humidity)
- Follow material supplier recommendations for processing temperatures
- Use appropriate colorants and additives
Safety Precautions
- Always follow proper lockout/tagout procedures
- Use personal protective equipment (PPE) when handling molds
- Ensure proper ventilation in mold manufacturing area
- Handle sharp mold components with care
- Follow electrical safety procedures for CNC and EDM equipment
Quality Control Considerations
- Implement comprehensive inspection at each production stage
- Use calibrated measuring equipment for dimensional verification
- Establish quality control checkpoints throughout the process
- Maintain detailed records for traceability
- Continuously monitor and improve production processes
Environmental Considerations
- Consider recyclability of final product
- Optimize energy efficiency of mold design
- Properly handle and dispose of machining waste
- Use environmentally friendly materials when possible
- Comply with local environmental regulations
Cost Considerations
- Balance initial mold cost with long-term production costs
- Consider total cost of ownership over mold lifetime
- Optimize design for production efficiency
- Evaluate trade-offs between mold complexity and production volume
- Consider maintenance and repair costs in budget planning
Frequently Asked Questions
What materials are used in blow molds?
Common materials include P20, H13, and S136 steel, as well as aluminum alloys like 6061-T6 and 7075-T6. The choice depends on application requirements, production volume, and budget.
How long does a blow mold last?
Mold life typically ranges from 500,000 to 5,000,000 cycles depending on the material used, maintenance practices, and production conditions. Properly maintained steel molds can last several million cycles.
How much does a blow mold cost?
Costs vary widely based on size, complexity, material, and quantity. Simple molds can start at $2,000, while complex multi-cavity molds can cost $20,000 or more. Contact us for a detailed quote based on your specific requirements.
What tolerance can CNC machining achieve?
Our CNC machining capabilities can achieve tolerances as tight as ±0.005mm, which is significantly better than the industry standard of ±0.01mm. This level of precision ensures consistent product quality.
What is the difference between blow mold and injection mold?
Blow molds produce hollow plastic parts using air pressure to expand molten plastic against the mold cavity, while injection molds produce solid parts by injecting molten plastic into a closed mold cavity. Each process has advantages depending on the product requirements.
How long does it take to manufacture a blow mold?
Lead times typically range from 20 to 30 days for standard molds, depending on complexity and quantity. Rush delivery options are available for urgent projects.
Ready to Start Your Blow Mold Project?
Contact our experienced engineering team today to discuss your specific requirements and receive a free, no-obligation quote for your custom blow mold project.