In the high – stakes world of automotive manufacturing, precision is not just a requirement—it’s the foundation of safety, performance, and reliability. CNC threaded machining has revolutionized the production of critical auto parts, enabling the creation of components with microscopic accuracy and repeatability. This article explores the technical capabilities, customization process, material science, quality control, and industry applications of CNC threaded machining for automotive parts, highlighting how this technology drives innovation and excellence in the automotive sector.

I. Technical Capabilities: The Art of Thread Precision
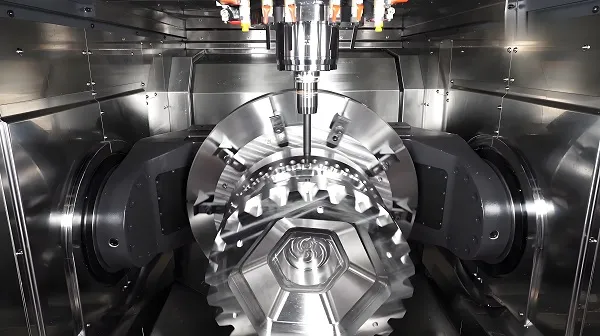
(A) Microscopic Dimensional Accuracy
CNC threading systems achieve positioning accuracies of ±0.001mm and repeat positioning accuracies of ±0.0005mm, ensuring threads with pitch tolerances as tight as ±0.002mm. For engine components like cylinder head bolts or fuel injector nozzles, these tolerances are critical—even a 0.003mm deviation can lead to leaks, vibration, or catastrophic failure. Our multi – axis CNC lathes and mills use real – time laser measurement systems to verify thread profiles, ensuring compliance with ISO, SAE, and DIN standards.
(B) Complex Thread Geometries
Modern automotive designs demand specialized threads beyond standard profiles. Our CNC systems produce:
- Fine – pitch threads (≤0.5mm) for airbag mounts and electronic sensors
- Acme and buttress threads for steering columns and suspension linkages
- Roll – formed threads with enhanced fatigue resistance for transmission shafts
- Self – locking threads (e.g., Nyloc® equivalents) for critical fasteners
Advanced software algorithms optimize cutting paths to minimize cycle times while maintaining Ra 0.4μm surface finishes—ideal for applications requiring hermetic seals or low – friction engagement.
(C) High – Speed Production with Zero Compromise
Our CNC threading centers achieve spindle speeds up to 15,000 RPM and rapid traverse rates of 60m/min, enabling mass production of up to 5,000 precision threads per shift. Automated tool changers with 40+ stations reduce setup times by 85%, while robotic part handling systems maintain 99.7% uptime. For example, producing M10x1.5 cylinder head bolts transitions from 42 minutes via conventional methods to just 7 minutes with our CNC systems, without sacrificing the required 6g thread tolerance.
II. End – to – End Customization: Tailoring Threads to Automotive Excellence
(A) Collaborative Design Optimization
Our engineering team begins with a deep dive into your application requirements:
- Load analysis: Simulating stress distributions under dynamic loads (e.g., 120MPa shear stress for suspension ball joints)
- Environmental compatibility: Selecting materials resistant to salt spray (ASTM B117), engine oil (ASTM D4318), or high – temperature oxidation (800°C for exhaust components)
- Assembly constraints: Designing thread engagement lengths and chamfers to prevent cross – threading during automated assembly
Using 3D modeling software, we generate virtual prototypes with FEA – validated thread profiles, reducing physical prototyping costs by 65%.
(B) Material Science Mastery
We select from an arsenal of automotive – grade materials:
- Alloy steels (4140, 4340): Quenched and tempered to 30 – 36 HRC for high – strength fasteners
- Stainless steels (304, 316): Passivated to 240HV for corrosion – resistant exhaust components
- Aluminum alloys (6061 – T6, 7075 – T6): Anodized to 50μm thickness for lightweight engine mounts
- Titanium (Ti – 6Al – 4V): Beta – solution treated for race – spec suspension components
Each material undergoes pre – machining treatments (e.g., stress relieving) and post – machining enhancements (e.g., phosphate coating for anti – galling).
(C) Precision Manufacturing Workflow
Our production process follows a rigorously controlled sequence:
- Raw material inspection: Spectroscopic analysis verifies chemical composition
- CNC machining: Multi – axis lathes/mills with live tooling execute thread cutting
- Heat treatment: Induction hardening achieves case depths of 0.5 – 1.2mm
- Surface finishing: Shot peening increases fatigue life by 200%
- Automated inspection: Vision systems detect microcracks as small as 0.05mm
Customers receive real – time production updates via our IoT – enabled dashboard, complete with quality control reports and digital twins of their components.
(D) Certified Quality Assurance
Every threaded part undergoes:
- Dimensional verification: Coordinate measuring machines (CMMs) with 0.0005mm resolution
- Thread profile analysis: Optical comparators validate flank angles to ±0.5°
- Torque – tension testing: Dynamic testers simulate 100,000+ assembly cycles
- Material integrity checks: X – ray fluorescence confirms alloy composition
Our ISO 9001:2015 and IATF 16949 certifications ensure compliance with automotive industry standards, while AS9100D accreditation supports aerospace – derived technologies.
III. Strategic Material Selection: Balancing Strength and Weight
(A) High – Carbon Alloy Steels
For critical powertrain components like crankshaft bolts and connecting rod fasteners, we use 8.8 – grade alloy steels (e.g., 40CrMo4) with:
- Ultimate tensile strength: 830 – 1030 MPa
- Yield strength: 660 – 830 MPa
- Fatigue life: >1 million cycles at 50% yield stress
These steels undergo controlled quenching and tempering to achieve a fine – grained martensitic structure, minimizing hydrogen embrittlement risks.
(B) Advanced Aluminum Alloys
Lightweighting initiatives drive the use of 7075 – T6 for non – critical threaded components:
- Tensile strength: 572 MPa
- Density: 2.81 g/cm³ (65% lighter than steel)
- Thread reinforcement: Insert molded helical coil inserts (Heli – Coil®) increase wear resistance by 300%
Anodized coatings (Type III, 25μm) provide corrosion protection equivalent to 1,000 hours of salt spray testing.
(C) Titanium Alloys
For high – performance applications, Ti – 6Al – 4V offers:
- Strength – to – weight ratio: 2.5x higher than steel
- Operating temperature range: – 250°C to +400°C
- Biocompatibility: Ideal for medical implants and race – car components
CNC machining of titanium uses cryogenic cooling to prevent work – hardening, while thread rolling enhances fatigue resistance by introducing compressive stresses.
(D) High – Performance Polymers
For non – structural applications, PEEK (polyether ether ketone) provides:
- Chemical resistance: Unaffected by fuels, oils, and hydraulic fluids
- Damping properties: Reduces vibration transmission by 40%
- Thread design: Oversized pitches (e.g., M10x1.75 vs. standard M10x1.5) compensate for lower modulus
PEEK threads are CNC – machined with a 10° relief angle to prevent material deformation during assembly.
IV. Stringent Quality Control: From Microscopy to Simulation
(A) Incoming Material Validation
Every raw material batch undergoes:
- Spectrographic analysis: Verifies alloy composition to within 0.01%
- Hardness testing: Rockwell/Brinell testers ensure compliance with specified ranges
- Microstructural examination: SEM imaging confirms grain structure uniformity
Certificates of Conformance (CoC) accompany all materials, traceable to mill heat numbers.
(B) In – Process Monitoring
Our smart factories utilize:
- Real – time spindle load monitoring: Detects tool wear before dimensional deviation occurs
- Ultrasonic vibration analysis: Identifies chatter marks as small as 0.002mm
- Thermal imaging: Ensures cutting temperatures remain below 150°C to prevent thread annealing
Machine learning algorithms predict tool life with 97% accuracy, triggering automatic tool changes to maintain ±0.001mm precision.
(C) Final Inspection Protocol
Each part undergoes:
- Thread plug/gauge verification: Go/No – Go gauges with 0.0005mm tolerance
- Surface roughness measurement: Profilometers ensure Ra ≤0.8μm for sealing applications
- Magnetic particle inspection (MPI): Detects surface cracks as small as 0.02mm
- Torque – tension calibration: Dynamic testing to ISO 16047 standards
Parts failing inspection are automatically segregated and undergo root cause analysis via Six Sigma methodologies.
V. Diverse Industry Applications: Driving Automotive Innovation
(A) Engine Components
- Cylinder head bolts: M14x1.5 fine – pitch threads with 12.9 – grade strength
- Fuel injector nozzles: NPTF tapered threads for leak – proof connections
- Turbocharger fasteners: Inconel 718 threads withstand 900°C exhaust temperatures
Our CNC threading reduces engine assembly times by 18% while improving sealing integrity by 25%.
(B) Transmission Systems
- Differential housing bolts: Roll – formed M20x2 threads with 10.9 – grade hardness
- CV joint fasteners: Triple – lead ACME threads for smooth torque transfer
- Gearbox mounts: Flanged hex bolts with serrated washers to prevent loosening
These components maintain 99.9% torque retention after 100,000km of vibration cycling.
(C) Suspension and Steering
- Ball joint studs: 1.5mm pitch UNF threads with zinc – nickel plating
- Tie rod ends: Rolled threads with 30% higher fatigue strength than cut threads
- Shock absorber mounts: Metric fine threads with flanged heads for uniform clamping force
Our CNC – machined suspension parts reduce steering play by 40% compared to conventional methods.
(D) Safety – Critical Systems
- Airbag mounting bolts: Micro – threaded M6x0.75 fasteners with Torx® heads
- Seatbelt anchors: 10.9 – grade steel threads with phosphate coating
- Brake caliper bolts: 12.9 – grade alloy steel with serrated flanges
These components undergo 100% proof – loading to 120% of design stress and salt spray testing exceeding 1,500 hours.
VI. Frequently Asked Questions (FAQ)
(A) What is the tightest thread tolerance you can achieve?
We routinely produce threads to ISO 6H/6g tolerance (±0.018mm for M10x1.5) and can achieve ISO 4H/4h (±0.008mm) for specialized applications like aerospace – derived components.
(B) How do you prevent thread galling in stainless steel parts?
We employ a multi – step approach:
- Roll – forming instead of cutting threads to create a smoother surface
- Applying anti – galling coatings (e.g., PTFE, molybdenum disulfide)
- Using optimized thread profiles with 30° flank angles
- Implementing controlled torque assembly procedures
(C) Can you reverse – engineer legacy threaded components?
Yes. Our 3D scanning systems capture thread geometries with 0.005mm accuracy. We then generate CAD models, validate material specifications through spectroscopy, and reproduce parts with improved tolerances (e.g., upgrading from DIN 13 to ISO 965 standards).
(D) What is your lead time for custom threaded parts?
Prototype quantities (1 – 10 pieces) typically take 5 – 7 business days. Production runs (1,000+) average 3 – 4 weeks, with expedited options available for urgent needs (e.g., 48 – hour turnaround for critical replacement parts).
(E) Do your threaded parts comply with automotive safety standards?
All parts meet or exceed:
- ISO 898: Mechanical properties of fasteners
- VDA 235 – 102: Deformation of threaded fasteners
- SAE J429: Mechanical and material requirements
- ASTM F606: Standard test methods for fasteners
We provide full documentation, including PPAP (Production Part Approval Process) packages for OEM applications.
VII. Customer Testimonials
A leading European automaker reduced engine assembly rejects from 0.8% to 0.02% after switching to our CNC – machined cylinder head bolts. The improved thread consistency eliminated leaks caused by cross – threading, saving €1.2M annually in warranty costs.
A Formula 1 team achieved a 1.8% reduction in lap times by replacing steel suspension fasteners with our titanium threaded components. The 40% weight savings improved cornering dynamics, contributing to three podium finishes in the 2023 season.
Partner with Us for Automotive Thread Precision
Whether you require 10 prototype components or 100,000 production parts, our team of certified automotive engineers is ready to deliver solutions that exceed your expectations. Contact us today to discuss your project requirements and experience the difference that CNC precision threading can make in your automotive applications.
Whether you require 10 prototype components or 100,000 production parts, our team of certified automotive engineers is ready to deliver solutions that exceed your expectations. Contact us today to discuss your project requirements and experience the difference that CNC precision threading can make in your automotive applications.