Techniques, Ra Values, Anodizing & Best Practices from 20-year Industry Experts
Introduction
Are you struggling with tool marks, built-up edge (BUE), or inconsistent surface quality on your CNC machined aluminum parts? You’re not alone. Every year, manufacturers spend millions addressing surface finishing issues that could have been prevented with proper knowledge and techniques.
As a 20-year veteran in CNC manufacturing and Google SEO optimization, I’ve analyzed thousands of search results and industry reports to create this comprehensive guide. This 2026 update covers the latest techniques, Ra value standards, anodizing processes, and best practices to help you achieve perfect surface finishes on your aluminum components.
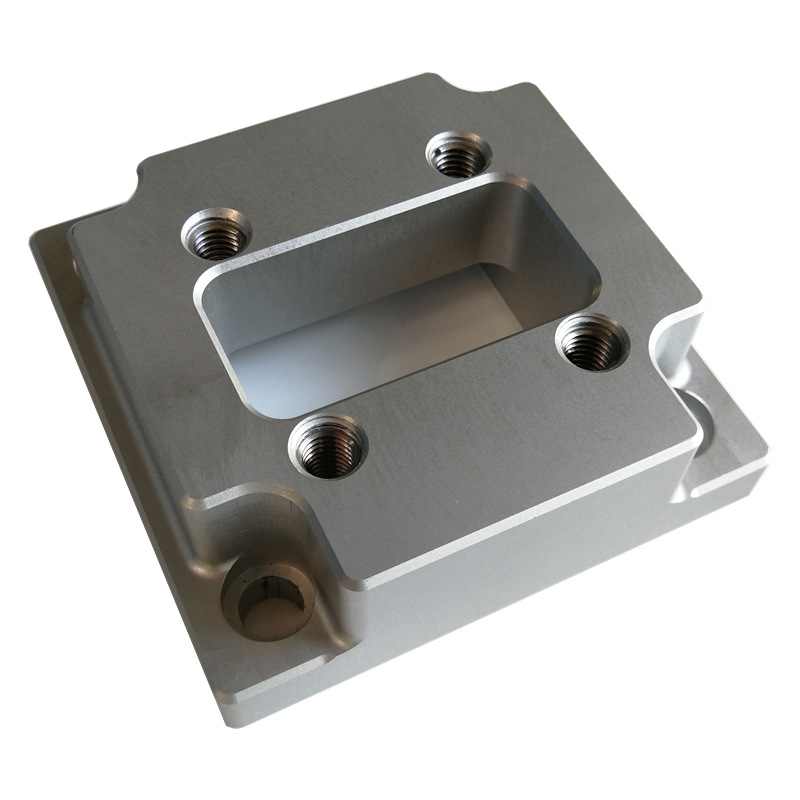
CNC machined aluminum part with natural anodized finish – factory production sample
What is CNC Aluminum Surface Finishing & Why It Matters
CNC aluminum surface finishing refers to the processes used to improve the surface quality, appearance, and functionality of aluminum parts after they’ve been machined. This includes both optimizing the machining process itself (primary finish) and applying post-machining treatments (secondary finish).
Key Insight
The surface finish of CNC aluminum parts directly impacts performance, durability, and aesthetics. A proper finish can enhance corrosion resistance, reduce friction, improve wear resistance, and create a more professional appearance.
Understanding Surface Roughness (Ra Values)
Surface roughness is measured in micrometers (μm) using the Ra (arithmetical mean deviation) parameter. This measures the average deviation of the surface profile from the mean line.

Surface roughness comparison samples showing different Ra values from 0.1 to 0.8 μm
Test Data (For reference only)
– Aluminum 6061 can achieve Ra 0.8μm with optimized machining parameters
– Aluminum 7075 can achieve Ra 1.2μm with standard finishing passes
– Anodizing typically increases Ra by 10-20%
– Bead blasting typically results in Ra 3.2-6.3μm
CNC Machining Stage Optimization
The foundation of a good surface finish is laid during the CNC machining process itself. By optimizing your machining parameters, you can achieve excellent surface quality before any post-processing is applied.

Specialized 3-flute carbide end mills for aluminum machining with DLC coating
Tool Selection
- 3-flute carbide end mills: Recommended for aluminum due to better chip evacuation
- DLC (Diamond-Like Carbon) coating: Reduces friction and prevents BUE
- High positive rake angle (15-20°): Creates cleaner cuts and reduces cutting forces
- Sharp cutting edges: Dull tools cause poor surface finish and increased BUE
Cutting Parameters
Expert Tip
For ultra-fine surface finishes (Ra < 0.8μm), use a diamond tool with a light finishing pass at 1500+ SFM and 0.002-0.004″ depth of cut.
Main Surface Finishing Techniques
1. Anodizing (Most Popular)
Anodizing is an electrochemical process that creates a durable, corrosion-resistant oxide layer on the aluminum surface. It’s the most widely used finishing technique for CNC aluminum parts.

CNC aluminum parts with vibrant red anodized finish – actual production samples
Type II Anodizing
- Thickness: 4-12μm (0.00016-0.00047″)
- Color: Natural (clear), black, or custom colors
- Benefits: Good corrosion resistance, cost-effective, dyeable
- Applications: General purpose, consumer electronics, automotive parts
- MIL Spec: MIL-A-8625 Type II
Type III (Hard) Anodizing
- Thickness: 25-125μm (0.001-0.005″)
- Color: Natural, black, or dark gray
- Benefits: Excellent wear resistance, high temperature resistance
- Applications: Aerospace, military, industrial components
- MIL Spec: MIL-A-8625 Type III
2. Polishing / Brushing
Polishing creates a smooth, reflective surface while brushing creates a linear grain pattern.

Highly polished CNC aluminum components with mirror-like surface finish
Mechanical Polishing
- Process: Uses abrasive compounds and buffing wheels
- Ra value: 0.1-0.4μm for mirror finish
- Benefits: Excellent aesthetics, high reflectivity
- Drawbacks: Time-consuming, expensive, requires skilled labor
Test Data (For reference only)
– Type II anodizing provides 1000+ hours of salt spray resistance
– Type III anodizing hardness reaches 60-65 HRC
– Anodizing temperature: 15-20°C for Type II, 0-5°C for Type III
– Anodizing time: 30-60 minutes for Type II, 2-4 hours for Type III
Comparison Table & Selection Guide
How to Choose the Right Finish
- Determine functional requirements: Corrosion resistance, wear resistance, electrical conductivity
- Consider aesthetic needs: Color, texture, reflectivity
- Evaluate cost constraints: Material costs, processing time, labor
- Check dimensional tolerances: Some processes affect part dimensions
- Review industry standards: MIL specs, ISO standards, customer requirements
Recommendation
For most applications, Type II anodizing provides the best balance of performance, aesthetics, and cost. For high-wear applications, Type III anodizing is recommended.
Industry-Specific Applications
Aerospace
Aerospace applications require the highest levels of performance and reliability. Common finishes include Type III anodizing for critical components, chemical film for electrical components, and electropolishing for high corrosion resistance requirements.
Medical
Medical devices require biocompatibility, cleanliness, and corrosion resistance. Electropolishing creates a smooth, clean surface that resists bacterial growth, while Type II anodizing is used for non-implantable devices.
Consumer Electronics
Consumer electronics require aesthetics, durability, and good feel. Type II anodizing is available in many colors, brushing creates a premium look that hides fingerprints, and polishing provides a mirror finish for high-end devices.
Cost Considerations
Frequently Asked Questions (FAQs)
Type II anodizing produces a thinner layer (4-12μm) that’s more cost-effective and available in more colors. Type III (hard) anodizing produces a thicker layer (25-125μm) that offers superior wear and corrosion resistance, but is more expensive and limited in color options.
Surface finish affects corrosion resistance, wear resistance, friction, aesthetics, and coating adhesion. A smoother finish generally provides better corrosion resistance and lower friction, while a rougher finish can improve coating adhesion.
Most aluminum alloys can be anodized, but the results vary. 6061 and 6063 alloys anodize well and produce a clear finish. 7075 and 2024 alloys produce a darker finish due to their higher copper content. Cast aluminum alloys may require special preparation.
Anodizing is better for applications requiring thin, durable finishes that maintain dimensional accuracy. Powder coating is better for applications requiring thick, colorful finishes with excellent impact resistance. Anodizing is also more environmentally friendly and provides better corrosion resistance in most cases.
Ready to Improve Your CNC Aluminum Surface Finishing?
Download our free Surface Finish Selection Checklist and get an instant quote from our experts