We provide CNC deep hole drilling services for high aspect ratio components, achieving precise hole straightness, superior surface finish, and stable machining performance for demanding industrial applications. With 26 years of manufacturing experience, we serve clients from mold, hydraulic, oil & gas, and aerospace industries.
What Is Deep Hole Drilling?
Deep hole drilling typically refers to holes with a depth-to-diameter ratio greater than 10:1, requiring specialized tools and coolant systems to ensure accuracy and stability.
Unlike conventional drilling, which is limited by tool rigidity and chip evacuation, deep hole drilling requires engineered solutions to overcome the challenges of machining long, narrow cavities without sacrificing precision. Conventional drills can only handle shallow holes with limited L/D ratio, while our specialized deep hole machining can reach up to 100:1 aspect ratio.
Industry Applications
Mold & Die
Conformal cooling channels for injection molds, improving cooling efficiency and cycle time with our precision gun drilling service.
Hydraulic Systems
High precision cylinder bores and fluid transfer holes, ensuring smooth piston movement with excellent straightness control via BTA drilling.
Oil & Gas
High pressure components, nozzle holes, and cross-drilled parts for downhole tools, working with corrosion-resistant alloys.
Aerospace
Shafts, turbine components, and structural parts with strict tolerance requirements, compliant with AS9100 quality standards.
Medical Instruments
Micro deep holes for surgical tools and implant components, achieving ultra-fine surface finish and biocompatible material processing.
Challenges & Engineering Solutions
Deep hole machining comes with unique technical challenges that ordinary CNC machining cannot solve. We have developed targeted solutions to address each risk point:
Common Challenges
| Challenge | Description |
|---|---|
| Hole Deviation | Tool deflection caused by high L/D ratio |
| Chip Evacuation Issue | Chip accumulation in deep cavities |
| Tool Wear | Excessive heat and pressure at cutting edge |
| Poor Surface Roughness | Invisible inner wall quality control |
| Machining Vibration | Insufficient tool rigidity for long tools |
Our Solutions
| Problem | Engineering Solution |
|---|---|
| Hole Deviation | Guide bush + precision alignment system |
| Chip Evacuation | 80Bar high-pressure coolant system |
| Tool Wear | Solid carbide deep hole drills |
| Surface Quality | Honing / reaming finishing process |
| Vibration | Optimized feed & speed parameters |
Machining Capabilities & Test Data
Standard Capabilities
| Specification | Parameter |
|---|---|
| Maximum L/D Ratio | 100:1 |
| Hole Diameter Range | Ø1 mm – Ø50 mm |
| Maximum Depth | Up to 1000 mm |
| Position Tolerance | ±0.01 mm |
| Straightness | ≤0.01 mm/m |
| Surface Roughness | Ra 0.8–1.6 μm |
Reference Test Data (For Reference Only)
We have conducted extensive machining tests to verify our process stability across different materials:
| Material | L/D | Deviation | Ra |
|---|---|---|---|
| 316 Stainless Steel | 50:1 | 0.006mm | 1.2μm |
| Ti6Al4V Titanium | 50:1 | 0.008mm | 1.4μm |
| 4140 Alloy Steel | 40:1 | 0.007mm | 0.9μm |
| 7075 Aluminum | 83:1 | 0.005mm | 0.8μm |
| Hardened Steel HRC58 | 30:1 | 0.009mm | 1.6μm |
Deep Hole Drilling Methods
We select the most suitable machining method based on your hole diameter, depth, material, and tolerance requirements:
Gun Drilling
Gun drilling is a single-flute drilling method with “internal coolant, external chip evacuation” system. The high-pressure coolant flows through the internal hole of the drill tube, forcing chips out through the V-shaped flute of the drill tube.
- Ideal for small diameter holes: Ø1 mm to Ø50 mm
- Maximum depth-to-diameter ratio up to 100:1
- Coolant pressure: 80-120 Bar for efficient chip removal
- Perfect for mold cooling channels, medical instruments
Our precision gun drilling service ensures excellent straightness and surface quality even for ultra-deep small holes.

BTA Drilling
BTA (Boring and Trepanning Association) drilling is an internal chip evacuation method. Coolant flows through the gap between the drill tube and the workpiece hole, pushing chips out through the internal hole of the drill tube.
- Suitable for medium to large diameter holes: Ø15 mm to Ø200 mm
- 3x faster machining efficiency compared to gun drilling
- Maximum depth-to-diameter ratio up to 80:1
- Ideal for hydraulic cylinders, oil & gas components
Our BTA drilling service delivers high efficiency for large batch production of medium-sized deep holes.

Trepanning
Trepanning is a special deep hole drilling method that cuts a ring around the outer edge of the hole, leaving a solid core that can be reused. This is particularly cost-effective for large diameter holes in expensive materials.
- For large diameter holes over Ø50 mm
- Material saving by retaining the core material
- Lower cutting force compared to solid drilling
Materials We Machine
Deep hole drilling is highly sensitive to material properties. We have developed specialized parameters for different materials to ensure optimal results:
Stainless Steel
304, 316, 17-4PH
Solving built-up edge issues with optimized coolant system
Alloy Steel
4140, 4340, 8620
Hard material processing with wear-resistant tools
Aluminum
6061, 7075, 2024
Deformation control with low-feed parameters
Titanium
Ti6Al4V, Ti-6242
Thermal management with ultra-high pressure coolant
Hardened Steel
HRC45 – HRC65
CBN tooling for hard machining applications
Manufacturing Process
DFM Analysis
Free design for manufacturability review to optimize your part design
Tool Selection
Custom tool selection based on material and hole specifications
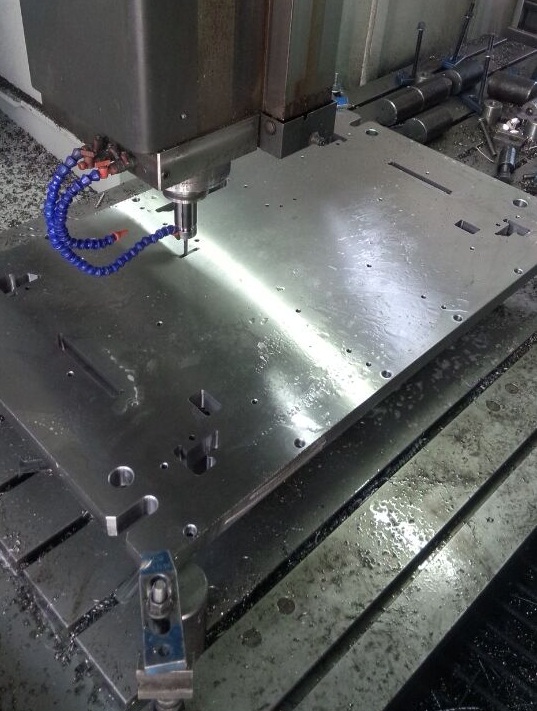
Deep Hole Drilling
Precision machining with specialized deep hole equipment
Finishing
Reaming or honing to achieve final surface and tolerance requirements
Inspection
Full quality inspection before delivery
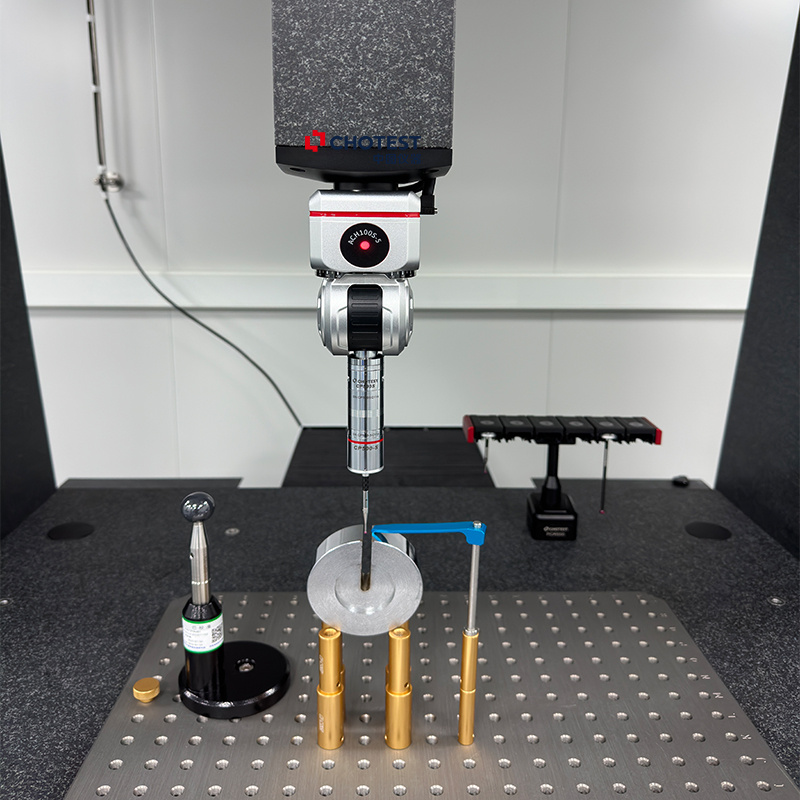
Quality Assurance
We implement strict quality control measures to ensure every deep hole meets your exact specifications:
- Bore gauge inspection for diameter accuracy
- Laser straightness measurement for hole alignment
- Surface roughness testing for inner wall quality
- CMM verification for full dimensional inspection
Compliance with Standards
- JB/T 11579.1-2013: CNC deep hole drilling machine precision standard
- ISO 12780-1:2011: Straightness of cylindrical features
- ISO 286-1:2010: ISO code system for tolerances on linear sizes
- AS9100: Aerospace quality management system
Cost Factors
The cost of deep hole drilling services depends on several key factors. Our engineers will work with you to optimize the process to get the best value:
Depth-to-diameter ratio
Higher L/D ratio requires more specialized tooling and longer machining time
Material hardness
Harder materials like titanium or hardened steel require slower feed rates and special tools
Tolerance requirements
Tighter tolerances may require additional finishing processes like honing
Finishing requirements
Superior surface finish requirements add additional processing steps
Case Study: Hydraulic Cylinder Deep Hole
A leading hydraulic equipment manufacturer was struggling with their cylinder bore machining. Their previous supplier could not maintain the straightness of the 800mm deep hole, leading to 30% rejection rate due to piston jamming.
Project Specifications:
- Workpiece: Hydraulic cylinder barrel
- Material: 4140 Alloy Steel
- Hole Depth: 800 mm
- Hole Diameter: 20 mm
- Tolerance: ±0.008 mm
- Process: BTA drilling + precision honing
Result: We achieved straightness of 0.008mm/m, helping the client increase their product pass rate from 70% to 100%.

Frequently Asked Questions
Ready to Start Your Deep Hole Machining Project?
Get a free DFM review and competitive quote for your deep hole drilling needs. Upload your drawing now and we will get back to you within 24 hours.