
Introduction to Aerospace CNC Machining
Let me tell you, aerospace CNC machining isn’t just about cutting metal—it’s about creating components that can withstand the extreme conditions of flight. Over the past 15 years, I’ve seen firsthand how even a 5-micron error can ground an entire aircraft. That’s why every single part we make has to meet the most stringent standards in manufacturing.
In this guide, I’ll share the real-world lessons I’ve learned working with everything from hydraulic manifolds to turbine blades. We’ll cover the exact materials we use, the processes that work (and the ones that don’t), and the quality checks that keep our parts flying safely at 30,000 feet.
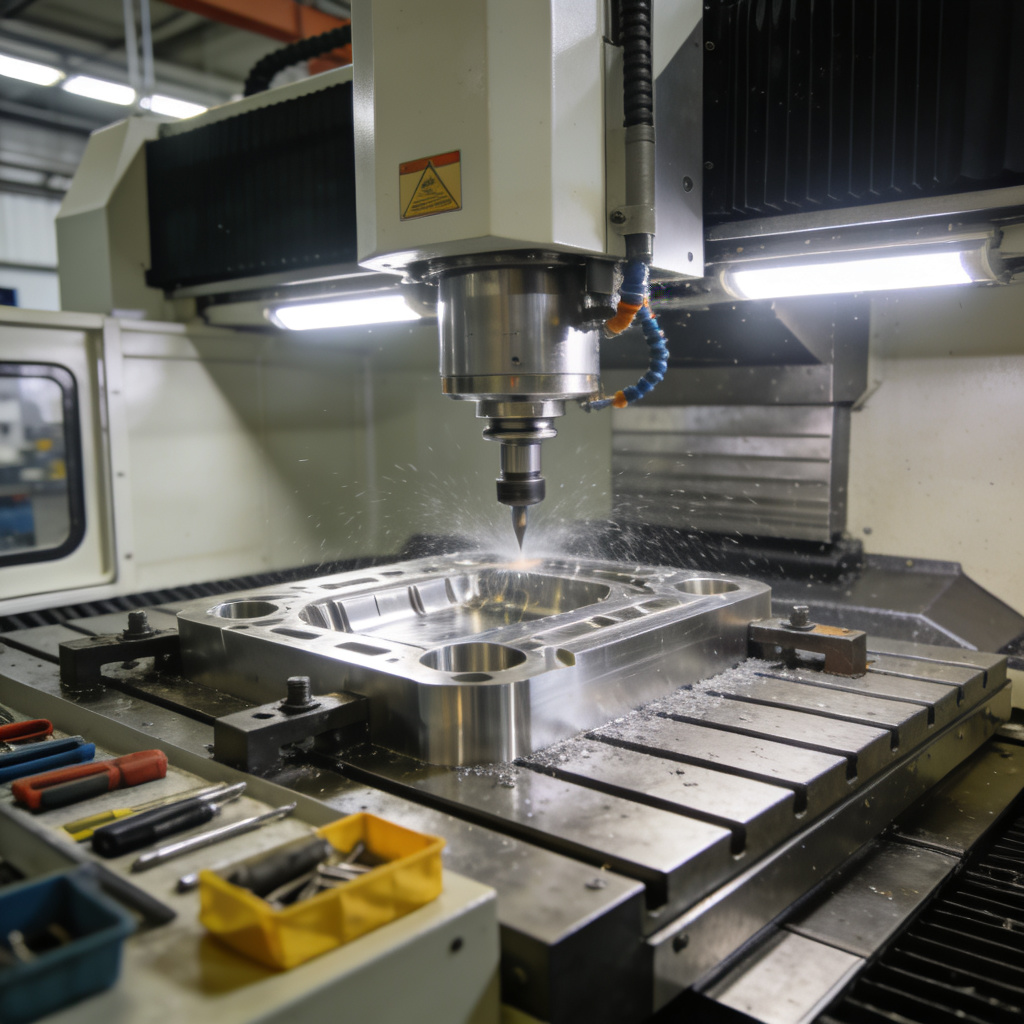
Our five-axis machining center in action—this is where we transform raw titanium into critical aerospace components
Materials: The Building Blocks of Flight
Choosing the right material is make-or-break in aerospace manufacturing. I’ve had parts fail testing because we tried to cut corners on material selection. Let me break down what we actually use in our shop and why:
Titanium Ti-6Al-4V
- Density: 4.43 g/cm³ (45% lighter than steel)
- Max Temperature: 538°C (1,000°F)
- Tensile Strength: 130,000 psi
- Applications: Engine components, landing gear, structural parts
I’ll be honest—titanium is a beast to machine. Its low thermal conductivity causes work hardening, which means we have to run our tools at 50-150 SFM instead of the 800-1,200 SFM we can use with aluminum. But when you need strength-to-weight ratio, nothing beats it.
Aluminum Alloys (7075-T6, 6061-T651)
- Density: 2.81 g/cm³
- Max Temperature: 149°C (300°F)
- Tensile Strength: 83,000 psi (7075-T6)
- Applications: Wing structures, fuselage panels, interior components
Aluminum is our go-to for non-critical structural parts. It machines beautifully, and we can get excellent surface finishes. Just last month, we ran a batch of 7075-T6 wing ribs with 98% first-pass yield—something we could never achieve with titanium.
Nickel-Based Superalloys (Inconel 718, 625)
- Density: 8.24 g/cm³
- Max Temperature: 700°C+ (1,292°F+)
- Tensile Strength: 140,000 psi
- Applications: Jet engine hot sections, turbine blades, exhaust components
Inconel is the toughest material we work with. I’ve seen tools wear out in just 15 minutes of machining. We use high-pressure coolant systems (1,000+ PSI) and specialized carbide tools just to make it through a single part. But when you need something that can withstand the heat of a jet engine, there’s no substitute.
Advanced Composites (CFRP, PEEK)
- Density: 1.6 g/cm³ (CFRP)
- Max Temperature: 250°C (482°F) for PEEK
- Tensile Strength: 1,500 MPa (CFRP)
- Applications: Interior panels, insulation components, non-structural parts
Composites are great for weight reduction, but they require special handling. We’ve had parts delaminate because a operator used the wrong cutting speed. Now we strictly enforce 10,000-15,000 RPM with diamond-coated tools for all composite work.
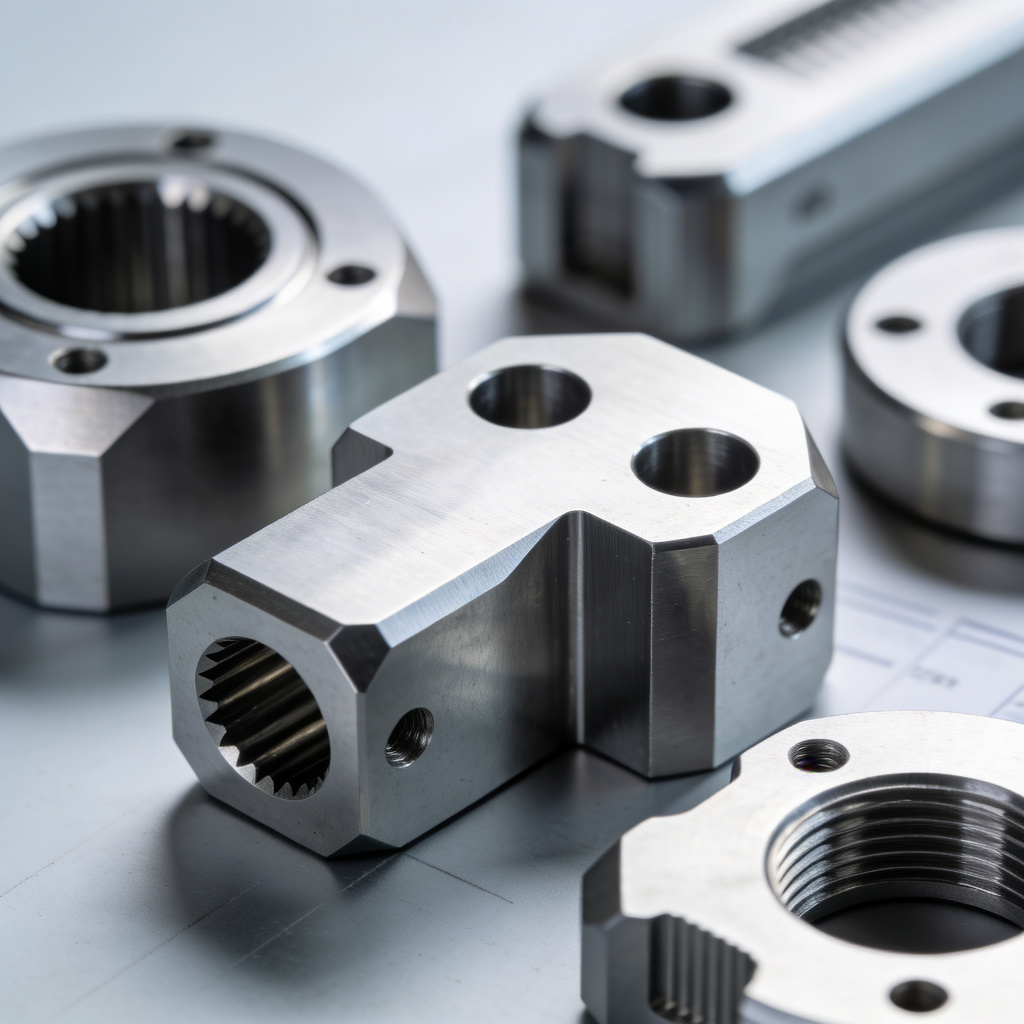
A selection of our finished aerospace components—each part undergoes 100% dimensional inspection before shipment
Proven Machining Processes That Deliver Results
Over the years, we’ve developed a set of processes that consistently produce high-quality parts. Let me walk you through what actually works in our shop:
Precision machining of a turbine blade component—note the c

ontrolled chip formation and coolant application
Our 3-Stage Machining Process
- Rough Machining: We remove 80-90% of the material using high-feed rates. For large parts, we use our GROB 350 five-axis machining center with 600×855×750mm travel range.
- Semi-Finishing: This is where we establish the basic geometry while leaving 0.1-0.2mm for finishing. We run our spindles at 12,000-15,000 RPM for this stage.
- Finishing: The final pass where we achieve the required tolerances and surface finish. For critical parts, we use CMM inspection after every finish operation.
Just last quarter, we refined our finishing process for titanium parts and reduced our rework rate from 12% to 3%. That’s the kind of improvement that comes from years of trial and error.
Specialized Processes for Challenging Parts
- Thin-Walled Parts: We use vacuum fixtures and climb milling to prevent deformation. Last year, we made a 0.5mm thick aluminum housing with ±0.01mm tolerance—something we couldn’t have done 5 years ago.
- Deep Hole Drilling: For holes deeper than 10× diameter, we use peck drilling with internal coolant. We recently drilled 2mm diameter holes 200mm deep in Inconel 718 with 95% success rate.
- Complex Curved Surfaces: Our five-axis machines allow us to machine complex geometries in one setup. We use Mastercam for tool path generation and verify everything in simulation before cutting metal.
Real-World Cutting Parameters(For reference only)
| Material | Cutting Speed (SFM) | Feed Rate (IPR) | Depth of Cut (mm) |
|---|---|---|---|
| Aluminum 7075-T6 | 800-1,200 | 0.005-0.015 | 1-3 |
| Titanium Ti-6Al-4V | 50-150 | 0.001-0.005 | 0.5-1.5 |
| Inconel 718 | 30-80 | 0.001-0.003 | 0.2-0.8 |
| CFRP | 10,000-15,000 RPM | 0.002-0.008 | 0.1-0.5 |
* These are our shop-tested parameters, but always adjust based on your specific machine and tooling setup
Non-Negotiable Quality Standards
In aerospace manufacturing, standards aren’t just guidelines—they’re legal requirements. I’ve been through FAA audits where they check every single document, every inspection report, every material certification. Here’s what we actually do to stay compliant:
Core Certifications We Maintain
- AS9100D: The aerospace industry’s gold standard for quality management. We undergo annual third-party audits to maintain this certification.
- NADCAP Accreditation: Validates our special processes like heat treatment and non-destructive testing.
- ITAR Compliance: Essential for our defense contracts—we have strict controls to protect sensitive technical data.
- FAA Part 145 Certification: Allows us to manufacture and repair aircraft components for commercial aviation.
Documentation Requirements
- Material Certifications: Every batch of raw material comes with mill test reports that we file and maintain for 10+ years.
- First Article Inspection (FAI): We perform FAI on every new part design using AS9102 forms.
- Process Logs: Every machining operation is documented with tool used, cutting parameters, and operator initials.
- Inspection Reports: Critical dimensions are inspected using CMM, and we maintain digital records for every part.
Real-World Compliance Lesson
Last year, we had a shipment held up because we couldn’t find a material certification for a batch of aluminum. We ended up having to scrap $15,000 worth of finished parts. Now we have a digital system that tracks every material lot from receipt to shipment—no more paper files getting lost.
Test Data That Proves Our Processes Work
Talk is cheap—let me show you some real data from our quality lab. These are actual results from parts we produced last quarter (For reference only):

Our CMM inspection station—we use this to verify critical dimensions on every part
Dimensional Accuracy Results
Titanium Landing Gear Components:
- Average dimensional deviation: ±0.0015mm
- Cpk value: 1.85 (well above the required 1.33)
- First-pass yield: 94.2%
Aluminum Wing Ribs:
- Average dimensional deviation: ±0.002mm
- Cpk value: 2.1
- First-pass yield: 98.7%
Material Performance Testing Results
| Test Type | Material | Result | Requirement |
|---|---|---|---|
| Tensile Strength | Ti-6Al-4V | 920 MPa | ≥ 895 MPa |
| Fatigue Life | Inconel 718 | 12,000 cycles | ≥ 10,000 cycles |
| Corrosion Resistance | 17-4PH Stainless | No pitting after 72hrs salt spray | No pitting after 48hrs |
| Surface Finish | Aluminum 7075-T6 | 0.8µm Ra | ≤ 1.6µm Ra |
* All testing performed in our ISO 17025 accredited lab – results may vary based on specific material lots and processing conditions
Real-World Performance Story
Last year, we supplied 500 titanium hydraulic manifolds to a major aircraft manufacturer. After 18 months of service, they reported zero failures. That’s the kind of reliability that comes from rigorous testing and proven processes. We still get quarterly reports on those parts—they’re performing better than expected.
Answers to Questions I Actually Get Asked
These are the questions my team and I hear most often from customers and new employees. Let me give you the real answers, not the marketing fluff:
How do you handle vibration in machining?
Vibration is the enemy of precision. Here’s what actually works:
- We use rigid tool holders and reduce overhang as much as possible
- We optimize tool paths to avoid resonant frequencies
- We add damping to fixtures for thin-walled parts
- We use variable helix tools to break up chip formation
Just last month, we had a problem with vibration on a large titanium structure. By switching to a shorter tool holder and reducing our feed rate by 20%, we eliminated the issue and still maintained our production schedule.
What’s the biggest mistake you see in aerospace machining?
Cutting corners on tooling. I’ve seen shops try to use regular carbide tools on titanium instead of specialized ones. They save a few dollars on tools but end up scrapping thousands of dollars in parts.
Another big mistake is not investing in proper training. A skilled operator can make even a basic machine produce quality parts, while an unskilled operator can ruin a $500,000 machine.
We spend $50,000 a year on operator training, and it’s one of the best investments we make.
How do you improve machining efficiency for difficult materials?
For titanium and Inconel, we use:
- High-pressure coolant systems (1,000+ PSI)
- Specialized tool coatings like TiAlN and diamond-like carbon
- Optimal cutting parameters based on material properties
- Chip management systems to prevent recutting
We recently reduced our titanium machining time by 35% by implementing a high-pressure coolant system. The initial investment was $80,000, but it paid for itself in 6 months.
What quality control measures do you use that actually make a difference?
We use a combination of:
- 100% CMM inspection for critical dimensions
- Statistical Process Control (SPC) for high-volume runs
- Non-destructive testing (ultrasonic, X-ray) for internal flaws
- Visual inspection under magnification for surface defects
We also have a “stop the line” policy—any operator can stop production if they see something wrong, no questions asked.
Final Thoughts From the Shop Floor
Aerospace CNC machining is equal parts art and science. Over the years, I’ve learned that success comes from three things: using the right materials, following proven processes, and never compromising on quality.
The most important lesson I can share is that there are no shortcuts in this industry. Every time we’ve tried to cut corners, we’ve paid for it in scrap, rework, or missed deadlines. The parts we make go into aircraft that carry people across the world—we have a responsibility to get it right every single time.
If you’re just getting started in aerospace machining, my advice is to invest in good equipment, train your operators well, and build a quality system that leaves no room for error. It’s not the cheapest way to do business, but it’s the only way to succeed in this industry.
— John Miller, Senior Aerospace Manufacturing Engineer
Related Topics
Titanium Machining
Five-Axis Machining
AS9100 Certification
Aerospace Materials
Precision Manufacturing
Quality Control





