- High Tensile Strength
The tensile strength of stainless steel is higher than that of low – carbon steel, brass, and different types of aluminum alloys. Tensile strength refers to the tension required to stretch a material to its breaking point. This is particularly important for many bending and rolling parts of various products during their service life.
- Low – Temperature Resistance
At various temperatures, some stainless – steel grades maintain their stability. For example, austenitic stainless steel performs well at sub – zero temperatures, with excellent toughness and improved tensile strength. However, it should be noted that not all stainless – steel grades have this property.
- Corrosion Resistance
Stainless steel has excellent corrosion resistance and can resist scale and rust. This corrosion resistance makes stainless steel an ideal choice for various indoor and outdoor applications, including extreme temperatures and pressures. The reason for this property is that the metal contains chromium, which forms a thin barrier when in contact with oxygen.
- Appearance
Stainless steel has a silver – white appearance that does not discolor or rust over time. Its appearance is due to the high content of chromium. In addition to strength, stainless steel has other properties. Due to its aesthetic appearance, CNC – machined stainless – steel parts have a clean and modern look.
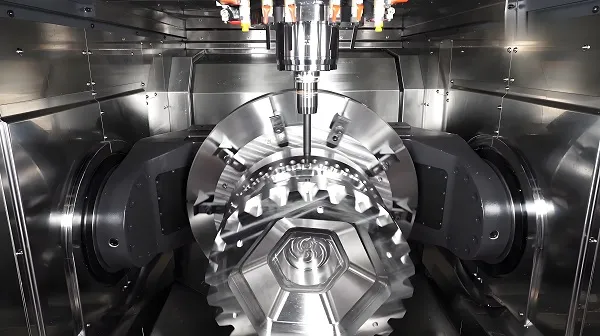
- During processing, both the workpiece and the tool generate a high amount of heat, and the tool is prone to wear. Therefore, there are certain requirements for the tool, such as wear – resistance and high – temperature resistance. At the same time, the cutting edge should be sharp, and a reasonable angle should be selected.
- The rotation speed is slow, and the force during cutting is relatively large, resulting in low production efficiency.
- Since the heat generation is high, the selection of cooling oil is very important. Generally, sulfur chloride is used, which has a good effect.
- Drilling deep holes and tapping are the most difficult (personal experience).
- Workers need to have certain experience and excellent skills to process stainless steel.
- Tool Selection
The choice of tool material is crucial for machining stainless steel. Carbide tools, with their high hardness, wear – resistance, and heat – resistance, are commonly used for machining stainless steel. Coated tools, by coating the surface of carbide tools with coatings such as TiN and TiAlN, can significantly reduce the friction coefficient between the tool and the chip, improving the tool’s wear – resistance and cutting performance. Although ceramic tools have extremely high hardness, they are brittle and are suitable for high – speed finishing scenarios. In terms of tool geometric parameters, increasing the tool rake angle can reduce the cutting force and the generation of cutting heat; appropriately reducing the clearance angle can enhance the blade strength and prevent the tool from chipping; using an end – mill with a larger helix angle helps to improve the chip – removal performance.
- Adjustment of Cutting Parameters
Reasonable cutting parameters are the key to ensuring processing quality and efficiency. The cutting speed should not be too high, as an overly high cutting speed will cause the cutting temperature to rise rapidly and exacerbate tool wear; however, it should not be too low either, otherwise severe work – hardening will occur. Generally, a cutting speed of 50 – 80 m/min is more appropriate. The feed rate should be adjusted according to the tool diameter and the characteristics of the workpiece material, usually between 0.08 – 0.2 mm/r. The depth of cut needs to be considered comprehensively in terms of the machining allowance and the tool’s load – bearing capacity. During rough machining, the depth of cut can be appropriately increased to improve processing efficiency; during finishing, the depth of cut should be controlled within a small range to ensure machining accuracy and surface quality.
- Selection of the rake angle γ0 of the turning tool: The size of the rake angle determines the sharpness and strength of the cutting edge. Increasing the rake angle can reduce the deformation of the chip, thereby reducing the cutting force and cutting power, lowering the cutting temperature, and improving the tool life. However, increasing the rake angle will reduce the wedge angle, weaken the cutting – edge strength, cause chipping, and decrease the tool life. When turning stainless steel, under the condition of not reducing the tool strength, the rake angle should be appropriately increased. When the rake angle of the tool is large, its plastic deformation is small, the cutting force and cutting heat are reduced, the work – hardening tendency is alleviated, and the tool life is improved. Generally, the rake angle of the tool should be 12° – 20°.
- Selection of the clearance angle α0 of the turning tool: During the cutting process, the clearance angle can reduce the friction between the flank face and the cutting surface. If the clearance angle is too large, the wedge angle will be reduced, deteriorating the heat – dissipation conditions, weakening the cutting – edge strength, and reducing the tool life; if the clearance angle is too small, severe friction will occur, blunting the cutting edge, increasing the cutting force, raising the cutting temperature, and accelerating tool wear. Under normal circumstances, the change in the clearance angle is not significant, but there must be a reasonable value to improve the tool life. When turning stainless steel, because the elasticity and plasticity of stainless steel are greater than those of ordinary carbon steel, if the clearance angle of the tool is too small, the contact area between the cut surface and the clearance angle of the turning tool will increase, the high – temperature area generated by friction will be concentrated on the clearance angle of the turning tool, accelerating the wear of the turning tool and reducing the surface finish of the machined surface. Therefore, the clearance angle of the turning tool when turning stainless steel should be slightly larger than that when turning ordinary carbon steel. However, if the clearance angle is too large, the cutting – edge strength will be reduced, directly affecting the tool life of the turning tool. Therefore, generally, the clearance angle of the turning tool should be 6° – 10°.
- Selection of the principal cutting – edge angle Kr of the turning tool: When the cutting depth ap and the feed rate f remain unchanged, reducing the principal cutting – edge angle Kr can improve the heat – dissipation conditions, reduce tool damage, and make the tool enter and exit the workpiece smoothly. However, reducing the principal cutting – edge angle will also increase the radial force, which is likely to cause vibration during cutting. The work – hardening tendency of turning stainless steel is strong, and it is easy to generate vibration, which in turn will make the work – hardening more severe. Therefore, the principal cutting – edge angle is generally 45° – 90°. The specific angle should be selected according to the rigidity of the machine tool, the part, the tool system, and the cutting parameters.
- Selection of the cutting – edge inclination angle λs of the turning tool: The cutting – edge inclination angle can control the chip flow direction. When the cutting – edge inclination angle λs is negative, the chip flows towards the machined surface; when the cutting – edge inclination angle λs is positive, the chip flows towards the un – machined surface. In order to prevent the chip from scratching the machined surface, the value of the cutting – edge inclination angle λs is positive during finishing. When λs is positive, the tip strength is low and contacts the workpiece first, which is easy to be damaged; when λs is negative, the tip strength is high, resistant to impact, and can avoid chipping the tip, and the entry and exit are smooth. When turning stainless steel, generally, the cutting – edge inclination angle of the tool should be 0° – 20°.
- Cooling and Lubrication Strategies
Effective cooling and lubrication can reduce the cutting temperature, reduce tool wear, and improve the chip shape. The traditional cutting – fluid cooling method can play a certain role in cooling and lubrication, but it has problems such as environmental pollution and health hazards. The high – pressure cooling technology can directly deliver the cutting fluid to the cutting area through high – pressure spraying, enhancing the cooling and chip – removal effects. The minimum quantity lubrication (MQL) technology uses compressed air as a carrier to atomize a small amount of lubricating oil and spray it into the cutting area. It can not only meet the lubrication requirements but also reduce the use of cutting fluid, which is in line with the concept of green processing.
- Selection of Cutting Parameters
The size of the cutting parameters has a great impact on the production efficiency and processing quality. Therefore, after determining the geometric parameters of the tool, reasonable cutting parameters also need to be selected. When selecting cutting parameters, the following factors should be considered:
- First, select the cutting parameters according to the hardness of stainless steel and various blanks.
- Second, select the cutting parameters according to the tool material, welding quality, and the sharpening conditions of the turning tool.
- Third, select the cutting parameters according to the part diameter, machining allowance, and the accuracy of the lathe.
- At the same time, in order to suppress the generation of built – up edges and scale – like burrs and improve the surface quality, when using carbide tools for processing, the cutting parameters should be slightly lower than those for turning general carbon – steel workpieces, especially the cutting speed should not be too high (vc = 50 – 80 m/min); the cutting depth ap should not be too small to avoid the cutting edge and the tip scratching the hardened layer, ap = 0.4 – 4 mm; therefore, the feed rate f has less impact on the tool life than the cutting speed, but it will affect chip breaking and chip removal, scratching and abrading the workpiece surface, and affecting the surface quality of the machining. Generally, the feed rate is f = 0.1 – 0.5 mm/r.
- Stainless steel, especially austenitic stainless steel, has good plasticity. During cutting, the generated chips are difficult to break, increasing the friction between the chip and the rake face of the tool and increasing the cutting force. At the same time, due to work – hardening, the hardness and strength of the machined material will increase, also leading to an increase in the cutting force. Therefore, based on the reasonable selection of tool materials, tool geometric angles, and cutting parameters, a cutting – force comparison test was carried out on stainless steel and 45 – steel.
- The test results show that under the same cutting parameters, the cutting force when machining stainless steel only increases by 8.5% compared with that when machining 45 – steel.
- SS 17 – 4 (PH Stainless Steel)
SS 17 – 4 is a precipitation – hardening martensitic stainless steel with a chromium content of up to 30%. This material is widely used in high – performance environments due to its high strength and excellent corrosion resistance.
- Advantages
- Corrosion resistance
- High toughness
- Excellent strength
- Disadvantages
- Prone to heat damage
- Typical Applications
- Oil and gas industry
- Aerospace turbine components
- Nuclear reaction equipment
- Advantages
- SS303 (Free – Machining Stainless Steel)
SS303 is an austenitic stainless steel, widely popular for its excellent machinability and easy availability, suitable for scenarios where rapid processing is required.
- Advantages
- Good corrosion resistance
- Moderate cost, high cost – performance ratio, suitable for mass production.
- Excellent machinability
- Disadvantages
- Not suitable for marine environments: Prone to corrosion in high – salt environments.
- Cannot be hardened by heat treatment
- Typical Applications
- Nuts, bolts, screws
- Aerospace accessories
- Bushings
- Electronic hardware
- Advantages
- SS304 (Standard Stainless Steel)
SS304 is one of the most widely used stainless steels, widely used in various industrial and civil scenarios due to its good weldability, machinability, and corrosion resistance.
- Advantages
- Good weldability: Can be easily welded by various welding processes.
- Good machinability: Suitable for various processing methods such as turning and milling.
- Moderate cost
- Strong corrosion resistance
- Disadvantages
- Prone to corrosion and cracking: Prone to pitting and stress – corrosion cracking in chloride environments or under stress conditions.
- Typical Applications
- Building structures and decorations
- Screws and fasteners
- Heat exchangers
- Food – processing equipment
- Automotive parts
- Advantages
- SS416 (Free – Machining Stainless Steel)
SS416 is currently the martensitic stainless steel with the best machining performance, suitable for the manufacture of parts that require high – precision and high – efficiency processing.
- Advantages
- Medium corrosion resistance: Performs well in dry and slightly corrosive environments.
- Excellent machinability
- Can obtain extremely high strength and hardness after heat treatment.
- Disadvantages
- Not suitable for marine environments: Prone to corrosion in high – salt environments.
- Not suitable for chloride environments: Prone to corrosion when exposed to chlorides.
- Poor weldability: Prone to cracking during welding and requires special treatment.
- Relatively limited supply: Less common in the market than 304 and 303.
- Typical Applications
- Nuts and bolts
- Shafts and gears
- Valves
- Pump components
- Advantages
V. Selecting the Right Material for Your Project
When selecting a material for milling applications, several factors should be considered. These include the machinability of the material, the properties required for the final product (such as strength, weight, and corrosion resistance), the production volume, and the material cost.
For example, if high production volume is required, then a material that is easy to process and relatively inexpensive would be ideal. On the other hand, if the final product needs to have high strength and corrosion resistance, hard metals or composite materials may be the best choice.