CNC Milling vs CNC Turning
Key Differences, Applications and Cost Comparison for Engineers and Buyers
Introduction
CNC machining is one of the most widely used manufacturing methods for producing precision metal and plastic parts. Among the various CNC processes, CNC milling and CNC turning are the two most common techniques that form the backbone of modern manufacturing.
Although both processes are computer-controlled and capable of producing high-precision components, their working principles, applications, and cost structures differ significantly. Understanding these differences is crucial for engineers and buyers to select the most efficient and cost-effective manufacturing process for their specific needs.
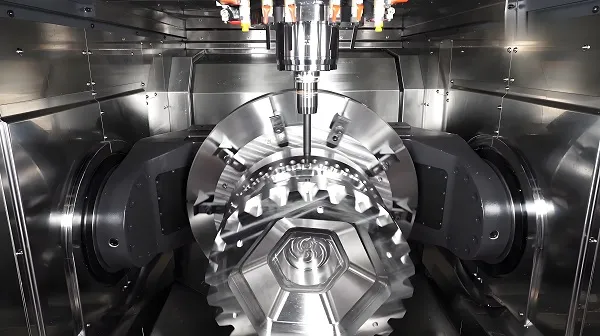
What is CNC Milling?

CNC milling is a subtractive manufacturing process that uses rotating cutting tools to remove material from a stationary workpiece. The cutting tool moves along multiple axes (typically X, Y, and Z) to create complex shapes, slots, holes, and contours with high precision.
Core Principles
- Rotating cutting tool (1000-10,000 RPM)
- Stationary workpiece fixed on machine table
- Multi-axis movement for complex geometries
- Continuous material removal with chip formation
Typical Operations
- Slotting and grooving
- Drilling and boring
- Contouring and profiling
- Pocket milling
- Face milling
- Thread milling
Machine Types
- Vertical milling machines
- Horizontal milling machines
- 3-axis, 4-axis, 5-axis machining centers
- Bed mills and knee mills
- Gantry mills for large parts
- High-speed machining centers
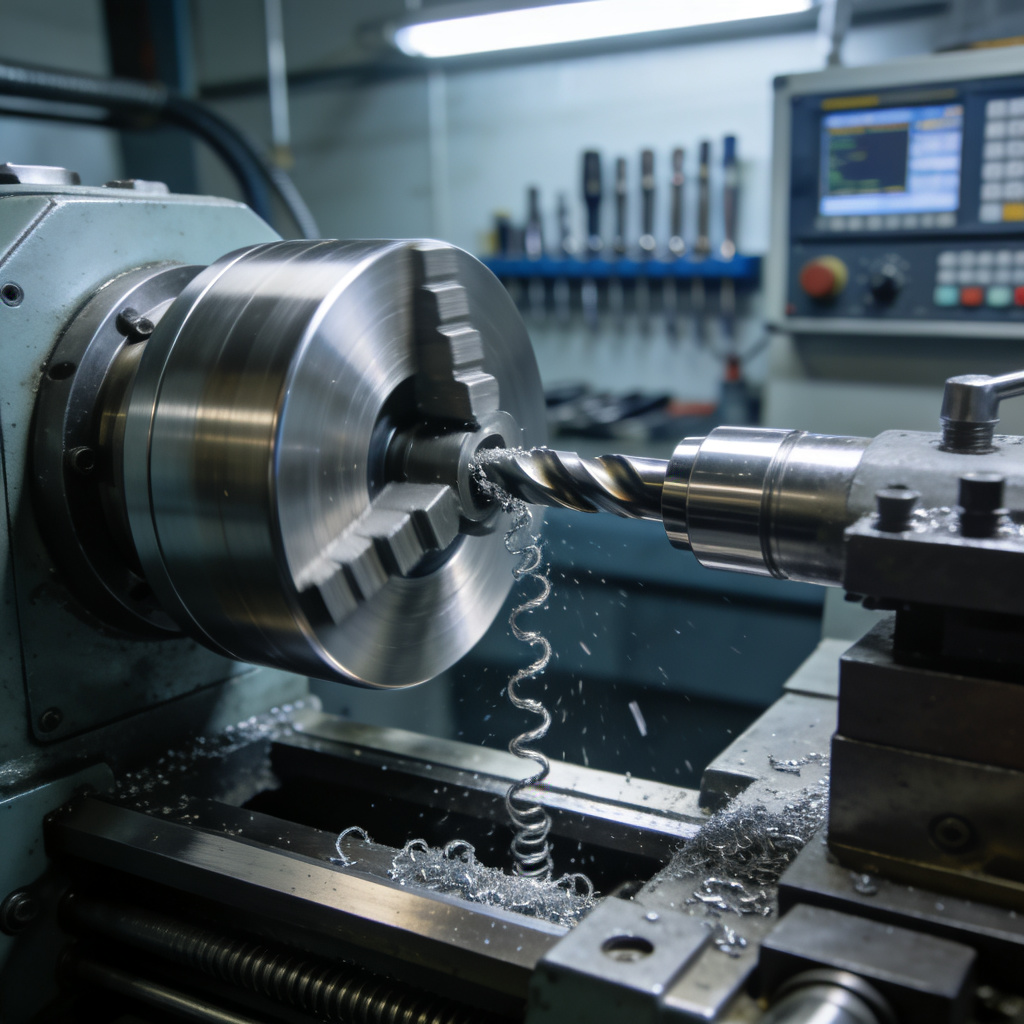
What is CNC Turning?
CNC turning is a machining process where the workpiece rotates while a stationary cutting tool removes material to create cylindrical or round components. This process is typically performed on CNC lathes and is ideal for producing symmetrical parts with circular cross-sections.
Core Principles
- Rotating workpiece (500-3000 RPM)
- Stationary single-point cutting tool
- Linear tool movement along X and Z axes
- Ideal for cylindrical and symmetrical shapes
- Continuous cutting process
Typical Operations
- OD turning (outer diameter)
- ID turning (inner diameter)
- Facing and chamfering
- Threading (internal/external)
- Grooving and parting
- Form turning
Machine Types
- CNC lathes (2-axis)
- Turn-mill centers (multi-axis)
- Swiss-type lathes
- Vertical lathes
- CNC turning centers
- Multi-spindle lathes
Key Differences Between CNC Milling and Turning
| Feature | CNC Milling | CNC Turning |
|---|---|---|
| Tool Movement | Rotating cutting tool moves along multiple axes | Stationary single-point cutting tool moves linearly |
| Workpiece Movement | Fixed workpiece remains stationary | Workpiece rotates continuously |
| Best For | Complex shapes, flat surfaces, multi-feature parts | Cylindrical, round, symmetrical parts |
| Machine Type | Milling machine / machining center | CNC lathe / turning center |
| Tool Type | Multi-point cutting tools (end mills, face mills) | Single-point cutting tools (carbide inserts) |
| Geometry Capability | Complex 2D and 3D geometries | Primarily cylindrical and conical shapes |
| Surface Finish | Ra 0.4-1.6 μm (standard), Ra 0.1-0.4 μm (precision) | Ra 0.2-1.25 μm (standard), Ra 0.01-0.1 μm (precision) |
| Tolerance Level | IT8-IT7 (standard), IT6-IT5 (precision) | IT8-IT7 (standard), IT6-IT5 (precision) |
Visual Comparison of Machined Parts
CNC Milled Parts
Characteristics:
- Complex 3D geometries
- Multiple features in one part
- Flat surfaces and contours
- Internal cavities and pockets
- Asymmetric designs
Common Applications:
Housings, brackets, molds, aerospace components, hydraulic manifolds

CNC Turned Parts
Characteristics:
- Cylindrical and symmetrical shapes
- Constant or tapered diameters
- Internal and external threads
- Smooth round surfaces
- Rotational symmetry
Common Applications:
Shafts, bushings, threaded rods, connectors, hydraulic cylinders, bearings
Material Processing Parameters
Both CNC milling and turning can process a wide range of materials, but the optimal parameters vary significantly depending on material properties. Below are recommended processing parameters for common engineering materials:
6061 Aluminum
Milling Speed: 300-600 m/min
Turning Speed: 300-500 m/min
Feed Rate: 0.1-0.3 mm/rev
Tool Material: Uncoated carbide
Surface Finish: Ra 0.4-1.6 μm
304 Stainless Steel
Milling Speed: 60-90 m/min
Turning Speed: 60-120 m/min
Feed Rate: 0.05-0.12 mm/rev
Tool Material: TiN/TiAlN coated carbide
Surface Finish: Ra 0.8-3.2 μm
Ti6Al4V Titanium
Milling Speed: 50-150 m/min
Turning Speed: 20-50 m/min
Feed Rate: 0.02-0.1 mm/rev
Tool Material: Solid carbide with TiAlN coating
Surface Finish: Ra 0.8-1.6 μm
AISI 1045 Steel
Milling Speed: 100-200 m/min
Turning Speed: 150-250 m/min
Feed Rate: 0.1-0.25 mm/rev
Tool Material: Coated carbide
Surface Finish: Ra 0.4-1.6 μm
Cost Comparison
CNC Milling Cost Factors
- Machine investment: Higher initial cost for multi-axis machining centers
- Setup complexity: Longer setup times for complex fixtures and tooling
- Tooling costs: Higher cost for multiple specialized cutting tools
- Programming time: More complex programming for multi-axis operations
- Material removal rate: Generally lower than turning for simple shapes
- Labor costs: Requires more skilled operators for complex setups
CNC Turning Cost Factors
- Machine investment: Lower initial cost for standard lathes
- Setup simplicity: Faster setup for cylindrical parts
- Tooling costs: Lower cost for single-point cutting tools
- Programming time: Simpler programming for basic turning operations
- Material removal rate: Higher for simple cylindrical geometries
- Labor costs: Generally lower skill requirements for basic operations
Cost Savings Potential
| Part Type | More Cost-Effective Process | Cost Savings Potential | Reason |
|---|---|---|---|
| Simple cylindrical parts | CNC Turning | 20-40% | Faster machining, simpler setup |
| Complex 3D geometries | CNC Milling | 30-60% | Avoids multiple setups in turning |
| Small parts with high volume | CNC Turning | 15-35% | Higher production rates |
| Large, heavy parts | Depends on geometry | Variable | Requires evaluation of specific part features |
General Rule of Thumb: For simple cylindrical parts, turning is typically 20-40% more cost-effective than milling. For complex parts with multiple features, milling often provides better value by eliminating the need for multiple setups or secondary operations.
How to Choose Between CNC Milling and Turning
Choose CNC Milling When:
- Your part has complex 3D geometry with multiple features
- You need to machine flat surfaces, pockets, or slots
- The part requires multiple operations in one setup
- You need to create internal cavities or complex contours
- The part has asymmetric features that can’t be turned
- You’re working with thin-walled components that require stable fixturing
Choose CNC Turning When:
- Your part has a cylindrical or round shape
- You need to produce threads, tapers, or grooves on round surfaces
- The part has symmetrical features around a central axis
- You’re working with high-volume production of simple parts
- You need excellent surface finish on cylindrical surfaces
- The part has a large length-to-diameter ratio
Consider Hybrid Processes
For parts that combine both cylindrical and complex features, consider using turn-mill centers that can perform both operations in one setup. This approach reduces handling time, improves accuracy, and can lower overall production costs for complex parts.
Benefits of Hybrid Machining:
- Single setup for complex parts
- Improved accuracy and repeatability
- Reduced handling and lead times
- Lower overall production costs
- Better process control
Decision-Making Checklist
- Analyze part geometry: Identify the primary features and complexity level
- Consider production volume: High volume favors turning for simple parts
- Evaluate tolerance requirements: Both processes can achieve high precision, but setup affects accuracy
- Assess material properties: Some materials machine better with specific processes
- Calculate total cost: Include setup, machining, and finishing costs
- Review lead time requirements: Turning often has shorter setup times
FAQ About CNC Milling and Turning
Is CNC turning cheaper than milling?
For simple cylindrical parts, CNC turning is typically 20-40% cheaper than milling due to faster machining times and simpler setup. However, for complex parts with multiple features, milling can be more cost-effective by eliminating the need for multiple setups.
Can a part require both milling and turning?
Yes, many complex parts require both processes. For example, a shaft with keyways or flats would be turned first to create the cylindrical shape, then milled to add the flat features. Hybrid turn-mill centers can perform both operations in one setup for improved efficiency.
Which process is more precise?
Both processes can achieve high precision levels. Standard CNC milling and turning can both achieve IT7-IT8 tolerance levels (±0.01-0.05 mm). With specialized equipment, both can reach IT5-IT6 levels (±0.005-0.01 mm). The choice depends more on part geometry than inherent precision capabilities.
Can CNC milling make round parts?
Yes, CNC milling can produce round parts using circular interpolation or specialized tools, but it’s generally less efficient and more expensive than turning for simple cylindrical shapes. Milling is better suited for round features that are part of a more complex geometry rather than standalone cylindrical parts.
What materials are best for each process?
Both processes can handle most engineering materials, but turning often provides better results for materials that require continuous cutting, while milling is better for materials that benefit from interrupted cutting cycles. For example, titanium alloys are often easier to mill than turn due to their low thermal conductivity.
Need Help Choosing the Right Machining Process?
Our team of experienced engineers can help evaluate your design requirements and recommend the most efficient manufacturing process for your project. We offer comprehensive CNC machining services with both milling and turning capabilities to meet your specific needs.
Conclusion
Both CNC milling and CNC turning play critical roles in modern precision manufacturing, each with its own strengths and optimal applications. Understanding the key differences between these processes is essential for making informed decisions that balance quality, cost, and production efficiency.
CNC milling excels at producing complex 3D geometries with multiple features in a single setup, making it ideal for brackets, housings, and intricate components. CNC turning is superior for cylindrical and symmetrical parts, offering higher production rates and lower costs for simple round components like shafts and bushings.
When choosing between these processes, consider your part’s geometry, material, tolerance requirements, production volume, and budget. For complex parts that combine both cylindrical and non-cylindrical features, hybrid turn-mill centers provide an excellent solution by performing both operations in one setup.
By selecting the appropriate machining process, you can optimize production efficiency, reduce costs, and ensure the highest quality for your components. Whether you need simple cylindrical parts or complex 3D geometries, understanding the differences between CNC milling and turning will help you make the best choice for your manufacturing needs.