When you need to machine a precision part, choosing the right CNC machining technology can mean the difference between success and failure.
In modern manufacturing, CNC (Computer Numerical Control) machining technology has become the core of precision manufacturing. Among them, milling and turning are two of the most basic and important machining methods. Although both belong to subtractive manufacturing, their working principles and application scenarios are significantly different.

1. Basic Principles: The Philosophy of Motion and Stillness
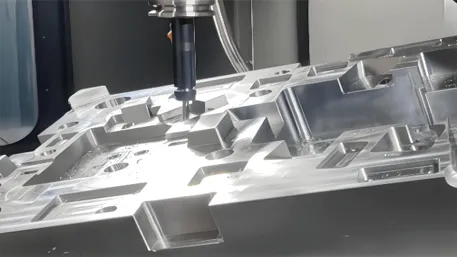
1.1 CNC Milling: Rotating Tool, Stationary Workpiece
The working principle of CNC milling can be simply understood as: tool rotates, workpiece is stationary. Just like using an electric drill to make holes in wood, milling involves bringing a high-speed rotating tool into contact with a fixed workpiece and removing material through the movement of the tool.

Detailed Working Process:
- The workpiece is firmly fixed on the machine table
- The milling cutter rotates at high speed driven by the spindle (typically 8,000-40,000rpm)
- The tool can move in X, Y, and Z axes
- Complex milling machines can also achieve 4-axis or 5-axis simultaneous machining
- The desired part shape is formed through the movement trajectory of the tool
1.2 CNC Turning: Rotating Workpiece, Moving Tool
CNC turning is exactly the opposite: workpiece rotates, tool moves. This machining method is similar to rotating an apple by hand while using a knife to peel it, eventually getting a smooth sphere.
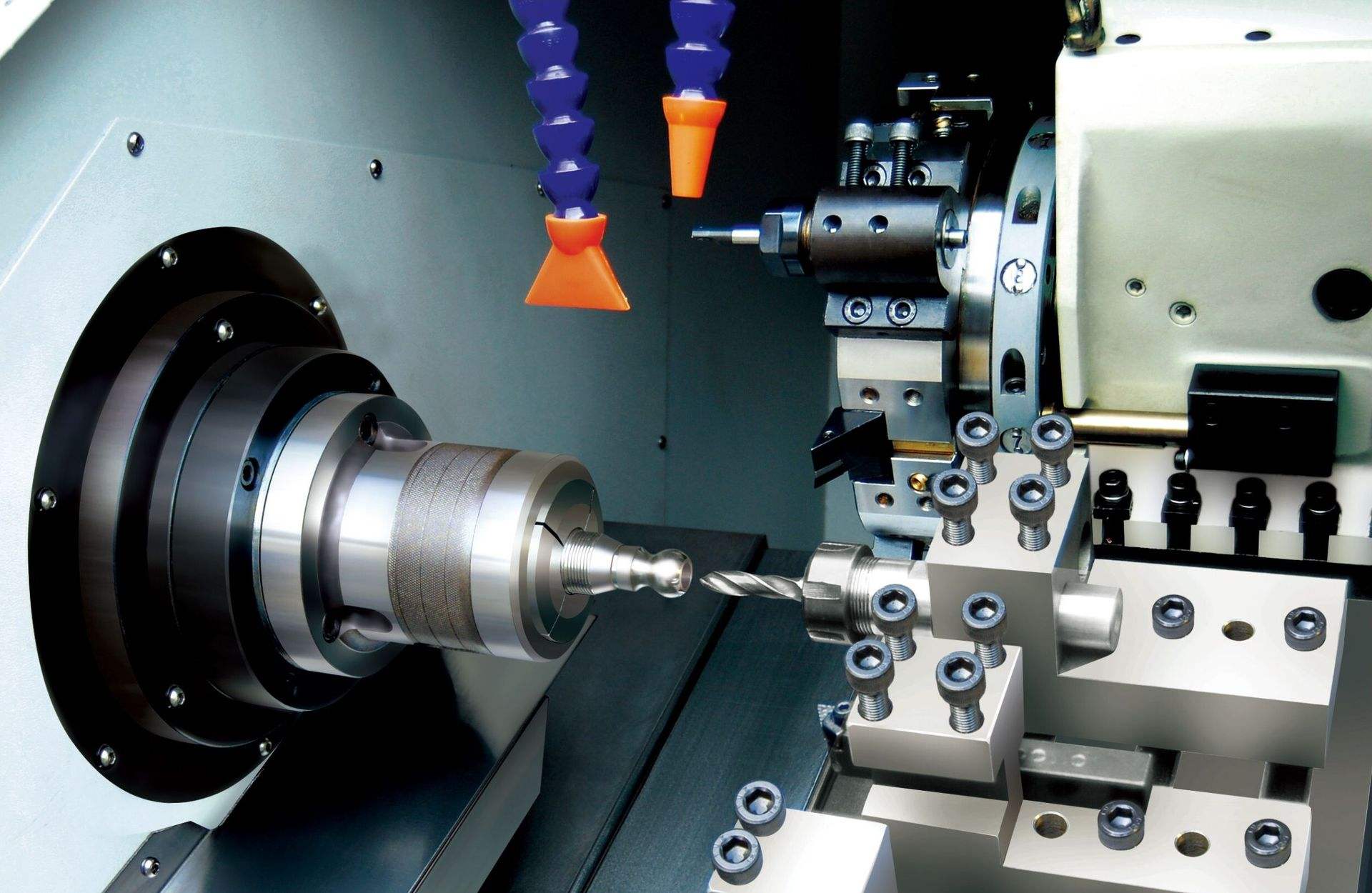
Detailed Working Process:
- The workpiece is clamped in the spindle chuck and rotates at high speed (typically 1,000-6,000rpm)
- The tool moves along the axial and radial directions of the workpiece
- Machining is mainly performed in X-axis and Z-axis directions
- Cutting depth is controlled by controlling the feed rate of the tool
- Particularly suitable for machining cylindrical or rotationally symmetric parts
2. Equipment and Technical Parameters Comparison: The Truth Behind the Numbers
2.1 Core Technical Parameters Comparison
|
Parameter
|
CNC Milling
|
CNC Turning
|
Difference Analysis
|
|
Number of Axes
|
3-5 axes
|
2 axes (standard)
|
Milling offers higher flexibility
|
|
Spindle Speed
|
8,000-40,000rpm
|
1,000-6,000rpm
|
Milling speed is significantly higher
|
|
Surface Roughness
|
Ra 0.4-1.6μm
|
Ra 0.8-3.2μm
|
Milling provides better surface quality
|
|
Machining Accuracy
|
±0.003-0.01mm
|
±0.005-0.02mm
|
Milling offers slightly higher precision
|
|
Feed Rate
|
20-60m/min
|
10-30m/min
|
Milling feeds faster
|
|
Tool Type
|
Multi-flute tool
|
Single-point tool
|
Milling tools are more efficient
|
2.2 Equipment Structure Characteristics
CNC Milling Machine Structure:
- Vertical or horizontal spindle layout
- Worktable can move in X and Y directions
- Spindle moves in Z direction
- Equipped with Automatic Tool Changer (ATC)
- 4/5-axis machines also equipped with rotary tables

CNC Lathe Structure:
- Horizontal spindle layout
- Workpiece clamped in spindle chuck
- Tools mounted on turret
- Turret can move in X and Z directions
- High-end models equipped with sub-spindle

3. Tool Systems: Different “Surgical Knives”
3.1 Milling Tools: Multi-flute Efficiency
Milling tools are like multi-bladed “electric fans,” using multiple cutting edges working simultaneously to improve efficiency.

Common Milling Tool Types:
- End Mills: Most commonly used, suitable for flat surfaces, steps, and groove machining
- Face Mills: Specifically for large area flat surface machining
- Ball Nose Mills: Suitable for curved surfaces and 3D contour machining
- T-slot Mills: Used for machining T-slots
- Dovetail Mills: Used for machining dovetail grooves
Tool Material Selection:
- High-Speed Steel (HSS): Suitable for low-speed cutting, lower cost
- Carbide: Suitable for high-speed cutting, good durability
- Ceramic Tools: Suitable for ultra-high speed cutting of hard materials
- Diamond Tools: Used for ultra-precision machining
3.2 Turning Tools: Single-point Precision
Turning tools are usually single-edged designs, like precision “surgical knives,” with only one cutting edge working at a time.

Common Turning Tool Types:
- External Turning Tools: Used for machining external surfaces of workpieces
- Internal Turning Tools: Used for machining internal holes and boring
- Facing Tools: Used for machining workpiece end faces
- Threading Tools: Used for machining internal and external threads
- Parting Tools: Used for cutting off workpieces or making grooves
Tool Geometry Parameters:
- Rake Angle: Affects cutting force and chip flow direction
- Clearance Angle: Affects tool life and surface quality
- Lead Angle: Affects cutting force distribution and tool life
- Edge Angle: Affects chip evacuation direction
4. Application Scenario Analysis: Specialized Machining Fields
4.1 Advantageous Applications of CNC Milling
Milling technology is like a versatile “sculptor,” particularly skilled at machining complex shapes and fine structures.
Typical Application Scenarios:
- Complex Cavity Machining
-
- Mold cores and cavities
-
- Precision jigs and fixtures
-
- Engine blocks
- Multi-face Machining Requirements
-
- Box-type parts
-
- Brackets and connectors
-
- Complex assemblies
- Fine Structure Manufacturing
-
- Precision gears and racks
-
- Micro-channels and micro-hole structures
-
- Thin-walled and complex curved surfaces
- Special Material Processing
-
- Carbon fiber composites
-
- High-temperature alloys
-
- Titanium alloys and other difficult-to-machine materials
Real Case:
A medical device company used 5-axis milling technology to successfully machine 0.1mm micro-hole structures on artificial joints, achieving a product yield of 99.7% and greatly improving patient comfort.
4.2 Specialized Fields of CNC Turning
Turning technology is like a dedicated “potter,” best at making rotationally symmetric parts.

Typical Application Scenarios:
- Rotational Symmetric Parts
-
- Various shaft parts
-
- Discs and flanges
-
- Bearing housings and bushings
- Mass Production Requirements
-
- Standard fasteners
-
- Connectors and fittings
-
- High-volume standard parts
- High Surface Finish Requirements
-
- Mirror turning parts
-
- Optical components
-
- Sealing surfaces and mating surfaces
- Thin-walled and Slender Parts
-
- Hydraulic cylinders
-
- Sensor housings
-
- Slender shaft parts
Real Case:
An automotive component manufacturer adopted turn-mill composite technology, increasing traditional turning efficiency by 40% while achieving ±0.01mm coaxiality requirements, meeting the precision assembly needs of high-end automobiles.
5. Cost-Benefit Analysis: You Get What You Pay For
5.1 Machining Efficiency Comparison
|
Part Type
|
Milling Time
|
Turning Time
|
Efficiency Difference
|
|
Simple Cylinder
|
30 minutes
|
10 minutes
|
Turning 3x faster
|
|
Complex Shaped Part
|
20 minutes
|
Cannot machine
|
Milling only option
|
|
Mixed Feature Part
|
45 minutes
|
60 minutes
|
Milling 25% faster
|
|
Mass Production Part
|
5 minutes/piece
|
2 minutes/piece
|
Turning 60% faster
|
5.2 Equipment Investment Cost
CNC Milling Machine Investment:
- Economic 3-axis Milling Machine: ¥150,000-300,000
- Standard 3-axis Machining Center: ¥300,000-800,000
- 4-axis Machining Center: ¥800,000-1,500,000
- 5-axis Machining Center: ¥1,500,000-5,000,000
CNC Lathe Investment:
- Economic CNC Lathe: ¥100,000-200,000
- Standard CNC Lathe: ¥200,000-500,000
- Turn-Mill Center: ¥500,000-1,500,000
- High-end Turning Center: ¥1,500,000-3,000,000
5.3 Operating Cost Analysis
Tool Costs:
- Average milling tool life: 10-40 hours
- Average turning tool life: 5-20 hours
- Milling tool cost per hour: ¥10-30/hour
- Turning tool cost per hour: ¥8-25/hour
Labor Costs:
- Milling machine operator requirements: Intermediate to advanced skills
- Lathe operator requirements: Intermediate skills
- Milling programming complexity: Higher
- Turning programming complexity: Medium
6. How to Choose: The Best Choice is the Most Suitable One
6.1 7 Signs to Choose Milling
You should prioritize CNC milling if you encounter the following situations:
- Complex Part Geometry
-
- Need to machine complex 3D curved surfaces
-
- Have multiple planes and angles
-
- Include complex features like grooves and hole systems
- Extremely High Precision Requirements
-
- Tolerance requirements less than ±0.02mm
-
- Need good surface roughness (Ra < 1.6μm)
-
- Have strict geometric tolerance requirements
- Special Materials
-
- Machining materials harder than HRC45
-
- Need to machine composites or special alloys
-
- Materials are expensive and need to minimize waste
- Small Production Batches
-
- Prototyping or small batch production (<100 pieces)
-
- High-mix low-volume production mode
-
- Need for quick changeover
- Special Part Structures
-
- Have deep cavity or narrow slot structures
-
- Need to machine thin-walled parts
-
- Have special surface texture requirements
- High Machining Freedom Requirements
-
- Need multi-angle machining
-
- Cannot be completed with a single clamping
-
- Need complex tool paths
- Innovative Design Needs
-
- Product in R&D stage
-
- Need for rapid design iteration
-
- Frequent design changes
6.2 5 Situations to Choose Turning
You should prioritize CNC turning if you encounter the following situations:
- Symmetric Part Geometry
-
- Axisymmetric or rotationally symmetric parts
-
- Mainly cylindrical or conical shapes
-
- Can be machined by rotating around a central axis
- Large Production Batches
-
- High-volume production (>500 pieces)
-
- Highly standardized parts
-
- Need for high-efficiency production
- Large Aspect Ratio
-
- Slender parts with aspect ratio greater than 3:1
-
- Shaft or rod parts
-
- Need good straightness
- Special Surface Requirements
-
- Need mirror turning effect
-
- Have threading requirements
-
- Need good cylindricity
- Cost Sensitivity
-
- Strict cost control requirements
-
- Intense market competition
-
- Need for standardized production
6.3 The Wisdom of Hybrid Machining
In many cases, the best choice is to combine milling and turning technologies:
- Turn-Mill Composite Machining
-
- Complete turning and milling on the same machine
-
- Reduce clamping times and improve precision
-
- Suitable for complex rotational parts
- Process Division of Labor
-
- Turning completes rotational feature machining
-
- Milling completes complex feature machining
-
- Improve efficiency through reasonable division of labor
- Flexible Manufacturing Systems
-
- Multiple machines form a production line
-
- Automated loading and unloading
-
- Achieve unmanned production
7. Technology Development Trends: The Future is Here
7.1 Development Directions of Milling Technology
High Precision:
- Micron-level milling technology (<10μm features)
- Nano-level surface roughness (Ra < 0.01μm)
- Intelligent precision compensation systems
High Efficiency:
- Ultra-high speed spindles (>40,000rpm)
- High-speed feed systems (>100m/min)
- Intelligent chatter suppression technology
Intelligent:
- AI-driven process optimization
- Adaptive control technology
- Digital twin technology application
7.2 Innovation Trends in Turning Technology
Ultra-Precision:
- Ultra-precision turning (<0.1μm roughness)
- Hard turning technology (direct machining of HRC60+ materials)
- Nano-level positioning accuracy
Composite:
- Turn-mill composite machining centers
- Multi-functional turning centers
- Modular tool systems
Green:
- Low-temperature cutting technology
- Minimum quantity lubrication systems
- Environmentally friendly cutting fluids
8. Getting Started Advice: Learning CNC Machining from Scratch
8.1 Learning Path Planning
Step 1: Basic Theory Learning
- Fundamentals of mechanical manufacturing
- Fundamentals of materials science
- Engineering drawing and CAD basics
Step 2: Software Skill Mastery
- CAD software: SolidWorks, AutoCAD, etc.
- CAM software: Mastercam, UG, SolidCAM, etc.
- CNC system operation: Fanuc, Siemens, Mazak, etc.
Step 3: Practical Operation Training
- Safety operation training
- Equipment operation practice
- Process parameter debugging
Step 4: Advanced Skill Development
- Complex part programming
- Process optimization technology
- Quality control methods
8.2 Recommended Software
CAD Software:
- SolidWorks: Easy to learn and use, suitable for beginners
- AutoCAD: Industry standard, powerful functions
- Inventor: Autodesk product, good integration
CAM Software:
- Mastercam: Comprehensive functions, suitable for milling and turning
- UG NX: High-end software, powerful functions
- SolidCAM: Seamless integration with SolidWorks
Simulation Software:
- VERICUT: Professional machining simulation software
- CIMCO Edit: Program editing and simulation
- MachineWorks: Real-time machining simulation
8.3 Practical Advice
1. Start with Simple Parts
- First practice basic plane and contour machining
- Gradually challenge complex 3D parts
- Accumulate machining experience with different materials
2. Focus on Process Parameters
- Record cutting parameters for different materials
- Learn parameter optimization methods
- Understand the impact of parameters on quality
3. Emphasize Quality Control
- Learn to use measuring tools
- Master dimensional tolerance control methods
- Establish quality inspection processes
4. Continuous Learning and Innovation
- Follow new technology developments in the industry
- Participate in training and technical exchanges
- Try new machining methods
Conclusion: Technology is the Means, Application is the Purpose
CNC milling and turning technologies each have their advantages, and there is no absolute good or bad. Choosing which technology depends on specific application requirements, part characteristics, production volume, and cost budget.
For beginners, the most important thing is to understand the basic principles and application scenarios of both technologies, master basic programming and operation skills, and then continuously accumulate experience in practice. As technology continues to develop, CNC machining technology is also constantly advancing, and learning is a continuous process.
Remember, technology is just a means, solving practical problems is the purpose. Whether it’s milling or turning, as long as it can complete machining tasks efficiently, with high quality, and at low cost, it is the best choice.
I hope this guide helps you better understand CNC milling and turning technologies and provides valuable reference for your learning and work. On the road of precision manufacturing, let’s explore and progress together!
References:
- “CNC Milling Technology” – Machinery Industry Press
- “CNC Lathe Programming and Operation” – Higher Education Press
- “Modern Manufacturing Technology” – Tsinghua University Press
- Technical manuals from major CNC equipment manufacturers
- Industry technical standards and specifications
Author Profile:
Senior CNC machining engineer with 15 years of precision manufacturing experience, familiar with various CNC machining technologies and equipment, specializing in process optimization and efficiency improvement.
Disclaimer
- All information, opinions, and data contained in this article are for the purpose of information transmission only and do not constitute any advice on investment, transactions, law, medical care, or other matters.
- The content of the article is compiled based on public information or created based on the author’s personal understanding. Although every effort is made to ensure accuracy, it does not guarantee the completeness, accuracy, and timeliness of the information, nor does it bear any responsibility for any losses caused by the use of the content of this article.
- If the article involves third-party opinions, pictures, data, and other content, the copyright belongs to the original author. In case of infringement, please contact us for deletion.
- Readers should make independent decisions based on their actual situation and combined with professional opinions. The user shall bear all consequences arising from the use of the content of this article.