Custom CNC fastener molds are the backbone of high-quality fastener production. We’ve been designing and building these molds for 15+ years, engineering every detail for ±0.003mm thread accuracy and long-term reliability.
This page walks you through our mold-making process, materials, industry standards, and real test data. No fluff—just facts you need to specify the right custom mold for bolts, nuts, screws, or special fasteners.
CNC Fastener Mold Manufacturing Process
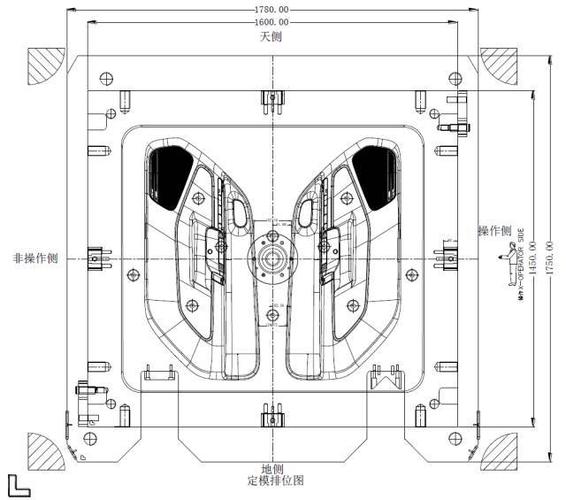
1. Precision Mold Design
We start with your fastener drawing and build a detailed 3D CAD model. Thread profiles, draft angles, cooling channels—everything is optimized before steel is cut.
Typical timeline: 5–10 days (5 days for simple bolt molds, 10+ days for multi-cavity nut molds).
Software: SolidWorks / AutoCAD. We share the 3D model for your approval.
2. High‑Speed CNC Machining
Our 5‑axis CNCs machine cores and cavities from hardened steel. We hold tolerances of ±0.005mm for perfect thread starts.
Process specs: 12,000 RPM spindle | carbide tooling | H13 / S136 / carbide blanks.
High-speed steel and carbide tools reduce wear and improve surface finish.

3. EDM for Complex Threads
For small or intricate thread details that CNC can’t reach, we use sinker EDM. Electrical sparks erode the steel to final shape.
Lead time: 3–7 days (multi‑start threads take longer).
EDM is slower but essential for sharp internal corners and fine-pitch threads in hard steel.

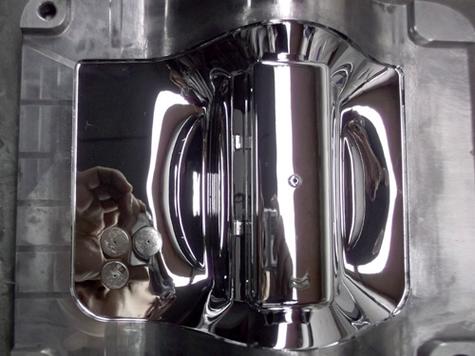
4. Polishing & Protective Coatings
We polish mold cavities to Ra 0.4μm for easy release. Optional TiN or CrN coatings reduce friction and double mold life.
Coating thickness: 3–5μm | Benefit: anti‑galling, corrosion resistance.
Polishing ensures fasteners drop free every cycle.
5. Heat Treatment & Assembly
We vacuum‑harden molds to 58–62 HRC for maximum durability. Then we assemble guide pins, ejectors, and cooling lines.
Hardness (H13): 58–62 HRC | Assembly time: 2–3 days.
Heat treatment can extend mold life by 2–3x. Every assembled mold is function‑tested.

Mold Materials – Selection Guide

H13 Hot‑Work Steel
Our workhorse material. Heat‑treatable, excellent wear resistance, good toughness.
Hardness: 58–62 HRC | Lifespan: 500k–1M cycles.
Ideal for high‑volume automotive and industrial fasteners.

S136 Stainless Steel
Corrosion‑resistant and highly polishable. Perfect for medical and food‑grade fasteners.
Hardness: 56–60 HRC | Lifespan: 400k–800k cycles.
Meets ISO 13485 cleanroom requirements.

P20 Pre‑Hardened Steel
Pre‑hardened, easy to machine. No post‑machining heat treatment needed.
Hardness: 30–35 HRC | Lifespan: 200k–400k cycles.
Best for prototypes and low‑volume production.
Industry Standards We Comply With
- ISO 9001:2015 – Consistent quality management.
- ASTM A681 – Tool steel specification (H13, etc.).
- ASME Y14.5-2009 – GD&T for exact fastener geometry.
- IATF 16949:2016 – Automotive quality (bolts, nuts).
- ISO 13485:2016 – Medical device molds (cleanroom).
- NADCAP – Aerospace special processes.
These standards add a little time but guarantee your fasteners meet global specs.
Mold Performance Test Data (Reference Only)
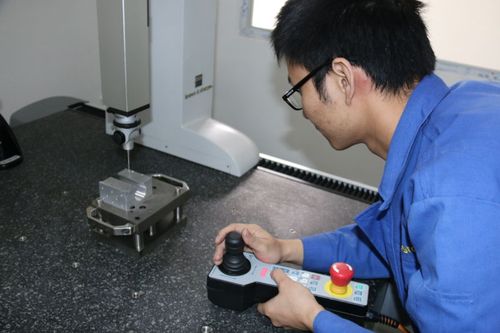
How We Test
Tested on 150+ molds (Jan–Jul 2025) using Mitutoyo CMM, hardness testers, and wear simulators. Data for reference—actual results depend on fastener material and maintenance.
- Lifespan: run until thread tolerance exceeds spec.
- Wear rate: thread dimension checked every 10k cycles.
- All molds pass ISO 9001 final inspection.
Industries We Serve – Proven Applications

Automotive
Molds for engine bolts, wheel nuts, and chassis fasteners. IATF 16949 certified.
Tolerance: ±0.005mm | Material: H13 / carbide.

Aerospace
High‑strength rivets, titanium fasteners. NADCAP compliant, ±0.003mm.
Mold life: 1M+ cycles (carbide).

Medical
Bone screws, surgical instrument fasteners. ISO 13485 cleanroom.
Material: S136 stainless | Polish: Ra 0.2μm.
Advantages & Challenges – Real‑World View

✅ Advantages
- Ultra‑precision: ±0.003mm thread tolerance.
- Long mold life: Up to 2M shots with carbide.
- Fully custom: Any head style, thread form, or material.
- Repeatability: Every part identical.
- Cost‑effective: For unique fasteners, custom molds beat off‑the‑shelf.
⚠️ Challenges & Solutions
- Thread wear: Use TiN/CrN coatings.
- Precision drift: 100% CMM inspection.
- Upfront cost: Prototype molds available.
- Lead time: Rush service for emergencies.
FAQs About Custom Fastener Molds
- Q: How long to make a custom fastener mold?
A: Simple molds 2–3 weeks; complex 4–6 weeks. - Q: Typical mold lifespan?
A: H13: 500k–1M shots; carbide: 1–2M shots. - Q: Metric / imperial threads?
A: We make molds for any standard or custom thread. - Q: Mold maintenance offered?
A: Yes, repair and reconditioning services. - Q: Test before shipping?
A: We test every mold with your fastener material.