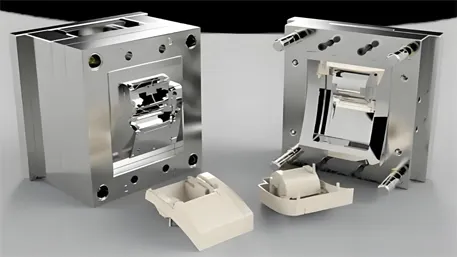
Custom injection molds for plastic bottles serve as the core equipment in plastic bottle production. Their performance directly determines the precision, production efficiency, and cost of the products. By deeply integrating the properties of mold materials and design techniques with the functional requirements and production scale of plastic bottles, customized manufacturing technologies establish a full-process solution ranging from preliminary design to post-production maintenance.

I. Core Properties and Application Advantages of Mold Materials
(A) Performance Comparison of Mainstream Mold Materials
|
Material Type
|
Hardness (HRC)
|
Temperature Resistance Range (°C)
|
Core Advantages
|
Typical Application Scenarios
|
|
Pre-hardened Steel (e.g., 718H)
|
33 – 38
|
≤500
|
Excellent machinability, good mirror polishing performance, moderate cost
|
Molds for small and medium-sized daily-use bottles
|
|
Hot Work Die Steel (e.g., H13)
|
48 – 52
|
500 – 650
|
High toughness, resistance to thermal fatigue, wear resistance
|
Molds for large thick-walled bottles and high-speed molding
|
|
Stainless Steel (e.g., S136)
|
52 – 56
|
≤400
|
Strong corrosion resistance, high polishing precision, rust prevention
|
Molds for pharmaceutical, food, and cosmetic bottles
|
|
Beryllium Copper Alloy
|
36 – 42
|
≤250
|
Excellent thermal conductivity, uniform heat dissipation
|
Molds for rapid cooling of precision thin-walled bottles
|
(B) Driving Forces of Customization Requirements
Precision and Lifespan
- The dimensional accuracy of the cavity needs to be controlled within ±0.01mm to ensure that the diameter tolerance of the bottle body is ≤±0.15mm.
- The mold lifespan is required to reach 500,000 – 1,000,000 injection cycles, and the hardness of the wear-resistant layer of key components should be ≥60HRC.
Production Efficiency
- The cooling system design should reduce the single-piece molding cycle to 8 – 15 seconds.
- The ejector mechanism requires a synchronization error of ≤0.05mm to avoid deformation of the bottle body.
Adaptation to Special Functions
- Molds for threaded bottle mouths need to achieve rotational demolding with a coaxiality error of ≤0.03mm.
- Multi-layer co-injection molds must ensure the balance of flow channels for different materials, with a filling time difference of ≤0.3 seconds.
II. Analysis of Five Core Design and Manufacturing Technologies
(A) Mold Flow Analysis and Structural Design
Technical Advantages
- Use Moldflow software to simulate melt flow, optimize the position and quantity of gates, and reduce weld lines and air traps.
- Adopt a modular design, enabling quick replacement of key components (such as cavities and cores) to shorten maintenance time.
Design Key Points
- Set the demolding draft angle of the bottle body at 1.5° – 3° to ensure smooth demolding.
- The thickness of the reinforcing ribs should be 60% – 80% of the bottle wall thickness to prevent mold deformation.
(B) Precision Machining Technologies
|
Process Type
|
Machining Precision
|
Typical Applications
|
|
High-Speed Milling (HSM)
|
±0.005mm
|
Machining of complex curved cavities and tiny structures
|
|
Electrical Discharge Machining (EDM)
|
±0.003mm
|
Machining of deep grooves, narrow slits, and textures
|
|
Five-Axis Machining
|
±0.002mm
|
Machining of molds for irregular-shaped bottles and threaded cores
|
Technical Highlights
- Mirror polishing can reach Ra≤0.05μm, meeting the surface requirements of highly transparent bottles.
- Laser texture engraving with a resolution of 1000dpi can achieve diverse surface effects such as frosted and leather patterns.
(C) Optimization of the Cooling System
Design Scheme
- The conformal cooling channels are manufactured using 3D printing technology, maintaining a distance of 5 – 8mm from the cavity.
- The mold temperature control accuracy is ±1°C, achieved through an oil temperature controller for cyclic temperature control.
Performance Improvements
- Cooling efficiency is increased by 30% – 50%, reducing the bottle body deformation rate to ≤0.2%.
- Warpage deformation is minimized, ensuring that the roundness error of the bottle mouth is ≤0.1mm.
(D) Application of Hot Runner Technology
System Advantages
- The needle valve hot runner achieves gate-free waste, increasing material utilization by over 95%.
- The temperature control accuracy is ±0.5°C, ensuring uniform melt filling in multi-cavity molds.
Key Parameters
- The diameter of the hot nozzle is 3 – 8mm, and the residual height of the gate is ≤0.1mm.
- The temperature distribution deviation of the hot runner plate is ≤2°C to prevent plastic degradation.
(E) Surface Treatment Processes
Wear-Resistant Treatment
- Apply TD coating treatment to increase the surface hardness to 2500 – 3200HV, extending the mold lifespan by 40%.
- PVD coatings (TiN, TiAlN) reduce the friction coefficient to 0.1 – 0.2, decreasing demolding resistance.
Anti-Corrosion Treatment
- The thickness of the electroless nickel-phosphorus alloy (Ni-P) plating is 0.02 – 0.05mm, passing the salt spray test for ≥1000 hours.
- Teflon coating reduces surface tension, preventing plastic melt adhesion.
III. Full-Process Customization Solutions
(A) Design and Engineering Phase
Requirement Analysis
- Collect parameters such as the size, wall thickness, production batch, and material properties of plastic bottles.
- Evaluate special requirements (such as sterile packaging and anti-counterfeiting structures).
Solution Design
- Create a 3D model to determine the mold structure and issue a DFM (Design for Manufacturability) report.
- Develop detailed solutions for the cooling, ejection, and demolding systems.
Material Selection
- Select S136 stainless steel for food-grade packaging to meet FDA certification requirements.
- Choose H13 steel and perform surface hardening treatment for mass production.
(B) Manufacturing and Quality Control
Processing Flow
- Rough machining → Heat treatment → Semi-finishing → Surface treatment → Finishing → Assembly and debugging
- Conduct 100% coordinate measuring machine (CMM) measurement for key dimensions, controlling the tolerance within ±0.008mm.
Testing System
- Physical Properties: The mold pressure-bearing test should be ≥150MPa, with no leakage under pressure holding for 5 minutes.
- Molding Verification: Produce 1000 trial moldings and ensure that the dimensional qualification rate of the bottles is ≥99.5%.
- Lifespan Test: Simulate 500,000 injection cycles, with the wear amount of key components ≤0.03mm.
Delivery Standards
- Provide mold assembly drawings, cooling channel diagrams, operation and maintenance manuals.
- Issue material certificates, test reports, and trial mold samples.
(C) After-Sales Service and Maintenance
- Technical Support: Offer remote debugging and mold maintenance training services.
- Spare Parts Supply: Establish an inventory of common spare parts and respond to replacement requests within 48 hours.
- Lifespan Extension: Regularly perform surface polishing and coating repair to extend the mold lifespan by 20% – 30%.
IV. Application Solutions for Multiple Scenarios
(A) Food and Beverage Packaging
- Molds for Mineral Water Bottles: Made of 718H steel with mirror polishing, with 64 – 96 cavities per mold.
- Molds for Carbonated Beverage Bottles: Hot runner system with H13 steel, and the draw ratio of the bottle body is controlled at 3 – 5:1.
(B) Pharmaceutical and Cosmetic Fields
- Molds for Pharmaceutical Bottles: Manufactured from S136 stainless steel, meeting GMP clean production requirements.
- Molds for Cosmetic Bottles: High-precision five-axis machining to achieve a dimensional accuracy of ±0.02mm for irregular-shaped bottle bodies.
(C) Industrial Packaging
- Molds for Motor Oil Bottles: Large H13 steel molds with a cavity depth of up to 500mm and a reinforcing rib density of 8 – 10 ribs.
- Molds for Chemical Barrels: Anti-corrosion coating treatment to adapt to long-term use in acid-base environments.
V. Technology Selection Guide
|
Requirement Type
|
Preferred Technology
|
Mold Lifespan
|
Core Indicators
|
Delivery Cycle
|
|
Small batches and multiple varieties
|
Aluminum molds + rapid prototyping
|
10,000 – 100,000 times
|
Fast delivery, low cost
|
7 days for design, 20 days for manufacturing
|
|
High-precision transparent bottles
|
Stainless steel + mirror polishing
|
500,000 – 800,000 times
|
Surface roughness Ra≤0.1μm
|
10 days for design, 35 days for manufacturing
|
|
High-speed mass production
|
Hot work die steel + hot runner
|
800,000 – 1,000,000 times
|
Molding cycle ≤10 seconds
|
15 days for design, 45 days for manufacturing
|
Custom injection molds for plastic bottles achieve full-category coverage, from molds for tiny reagent bottles to those for large industrial barrels, through the deep integration of material properties, design techniques, and production requirements. Whether it is the ultimate pursuit of precision or the strict requirements for production efficiency, the full-process technical capabilities ensure that each custom mold precisely meets the standards in dimensional accuracy, service life, and production efficiency. For customized mold material solutions, manufacturing process details, or after-sales service information, please feel free to contact us. We provide professional support from design and development to maintenance and upgrading.