In the field of modern industrial product development, rapid prototyping has become a core technology for shortening the R & D cycle and reducing the cost of trial – and – error. Combining 3/4/5 – axis CNC (Computer Numerical Control) machining technology, the rapid prototyping of precision metal parts has achieved efficient forming of complex structures and high – precision control. This article will systematically analyze the technical logic and engineering value of custom precision 3/4/5 – axis rapid prototyping CNC metal parts from the dimensions of technical principles, materials engineering, processing technology, quality control, and industry applications.
I. Core Advantages of 3/4/5 – Axis CNC Technology in Rapid Prototyping
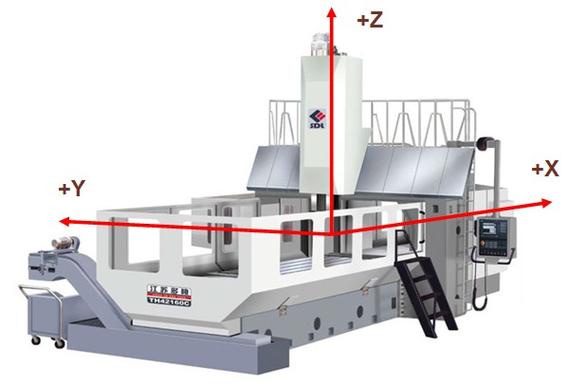
3/4/5 – axis CNC machining provides three core technical supports for rapid prototyping metal parts through multi – axis linkage and digital control:
Full – dimensional Machining Ability for Complex Structures
3 – axis machining: It can achieve efficient milling of planes, curved surfaces, and simple contours. The positioning accuracy is ±0.01mm, and the surface roughness Ra≤0.8μm, which is suitable for basic prototype parts.
4 – axis machining: By adding a rotating axis (such as the A – axis or B – axis), it can machine inclined surfaces, cylindrical surfaces, and spiral grooves. The position accuracy is ±0.008mm, which improves the structural complexity of the prototype parts.
5 – axis machining: Through the linkage of the X/Y/Z linear axes and two rotating axes, it can complete the machining of spatial curved surfaces, undercut structures, and thin – walled parts (wall thickness ≤ 0.5mm) that are difficult to achieve by traditional processes. The positioning accuracy is ±0.005mm, and the surface roughness Ra≤0.4μm. For example, the three – dimensional curved surface of an aero – engine blade can be formed in one – time through five – axis milling, with a profile error ≤ ±0.02mm.
Efficiency Advantages in Rapid Iteration and Small – batch Production
Multi – axis linkage reduces the number of clamping times and shortens the processing time. For example, five – axis machining can shorten the production cycle of prototype parts by more than 40% compared with traditional processes.
Digital programming supports rapid design modification, adapting to product iteration needs, especially suitable for small – batch customization and function verification.
High Compatibility of Materials and Processes
It is compatible with various metal materials such as aluminum alloys (6061, 7075), stainless steels (304, 316L), titanium alloys (TC4), copper alloys (H62), and superalloys (Inconel 718).
Optimize cutting parameters for different materials: When machining aluminum alloys, use high – speed cutting (HSC) technology with a rotational speed of 15000r/min and a feed rate of 2000mm/min, increasing efficiency by 50%; when machining titanium alloys, apply high – pressure internal – cooling tools, extending the tool life by 3 times.
II. Materials Engineering and Selection Strategies for Rapid Prototyping Metal Parts
Material selection is a key link in rapid prototyping manufacturing and needs to be combined with the functions, performance, and cost requirements of the prototype parts:
Balance of Lightweight and Strength
Aluminum alloy (6061 – T6) has a low density (2.7g/cm³) and high strength (tensile strength 290MPa), which is suitable for lightweight prototype parts, such as lightweight automotive components and unmanned aerial vehicle (UAV) structural parts.
Titanium alloy (TC4) has a tensile strength of ≥895MPa, maintaining high strength while reducing weight by 40%, and is suitable for high – load prototype parts in aerospace and other fields.
Functionality and Environmental Adaptability
Stainless steel (316L) has excellent corrosion resistance (PREN value ≥ 25) and is suitable for prototype parts of chemical equipment and medical devices, which can withstand salt – fog, acid – base environments.
Superalloy (Inconel 718) still maintains high strength (tensile strength ≥ 1290MPa) at 650℃ and is suitable for the prototype verification of high – temperature components of engines.
Optimization of Cost and Process
Economical solution: Q235 carbon steel has a low cost. After surface treatment, it can meet the needs of ordinary prototype parts and is suitable for the function verification stage.
High – end applications: Although titanium alloys and superalloys have higher costs, they are irreplaceable in key performance verification, such as aero – engine prototype parts.
III. Analysis of 3/4/5 – Axis CNC Machining Processes
Multi – axis Linkage Machining Process
3 – axis machining: Suitable for basic operations such as plane milling and drilling, such as the bottom plate and simple cavity of prototype parts.
4 – axis machining: After adding a rotating axis, it can machine structures such as cylindrical cams and inclined holes, such as the inclined holes of an automotive steering knuckle prototype.
5 – axis machining: Through two rotating axes, it can achieve full – angle machining of complex curved surfaces, such as the twisted profiles of aero – engine blades and the bionic structures of medical implants.
High – speed Cutting (HSC) Technology
When machining aluminum alloys, the rotational speed can reach 20000r/min, and the feed rate is 4000mm/min. The material removal rate is increased by 60%, and at the same time, cutting thermal deformation is reduced to ensure the dimensional stability of thin – walled prototype parts.
Tool and Parameter Optimization
When machining high – strength steel, use CBN tools in combination with high – feed milling (HFC) technology. The cutting speed can reach 300m/min, and the tool life is extended by 2 times.
When machining stainless steel, apply TiAlN – coated tools and high – pressure internal – cooling technology. The cutting temperature is reduced by 30% to avoid material hardening.
IV. Quality Control System and Performance Indicators
Detection of Dimensions and Geometric Tolerances
Use a coordinate measuring machine (CMM) for full – size scanning, and control the key – dimension tolerances within ±0.005mm.
Detection of geometric tolerances: The roundness error ≤ 0.003mm, and the perpendicularity ≤ 0.01mm/m to ensure the assembly accuracy of prototype parts.
Verification of Materials and Mechanical Properties
Use spectral analysis to confirm the material composition. For example, the zinc content of 7075 aluminum alloy should be ≥ 5.1 – 6.1%.
Conduct tensile tests, hardness tests (such as Rockwell hardness HRC), and fatigue tests to ensure that the mechanical properties meet the standards. For example, the yield strength of TC4 titanium alloy is ≥ 825MPa.
Surface Quality and Function Detection
Use a roughness tester to detect the surface Ra value. Precision prototype parts need to reach Ra≤0.4μm.
Conduct functional tests, such as air – tightness testing of prototype parts (leakage rate ≤ 1×10^ – 7 Pa・m³/s) and dynamic balance testing (unbalance amount ≤ 15g).
V. Industry Application Practices
Aerospace Field
Five – axis machining of titanium alloy (TC4) aero – engine blade prototypes, with a profile error ≤ 0.02mm and a weight reduction of 40%, provides data verification for subsequent mass production.
Four – axis machining of aluminum alloy (7075) aerospace bracket prototypes, with a position accuracy of ±0.008mm and strength meeting the design requirements, shortening the R & D cycle by 50%.
Automotive and New Energy
Five – axis machining of stainless steel (316L) battery box prototypes, with a wall thickness of 0.8mm, a dimensional tolerance of ±0.01mm, and corrosion resistance passing a 1000 – hour salt – fog test.
Three – axis machining of aluminum alloy (6061) automotive wheel prototypes, with a surface roughness Ra≤0.8μm and a qualified dynamic balance test, accelerating the product’s market launch process.
Medical and Precision Instruments
Five – axis machining of titanium alloy (TC4) orthopedic implant prototypes, with a bionic surface accuracy of ±0.01mm and a surface roughness Ra≤0.2μm, promoting bone tissue integration.
Four – axis machining of copper alloy (H62) medical connector prototypes, with a plug – in life of more than 5000 times and a contact resistance ≤ 5mΩ, ensuring stable signal transmission.
VI. Frequently Asked Questions (FAQ)
What are the main differences between 3/4/5 – axis machining?
3 – axis: Plane and simple curved – surface machining; 4 – axis: Adding a rotating axis to machine inclined surfaces; 5 – axis: Two – rotating – axis linkage to achieve full – angle machining of complex spatial curved surfaces.
How long is the production cycle of rapid prototyping?
It depends on the complexity of the parts and materials. Simple 3 – axis prototypes usually take 3 – 5 days, and complex 5 – axis prototypes need 7 – 15 days. Urgent customization is supported to shorten the delivery time.
Can thin – walled or miniature metal parts be machined?
Yes, 5 – axis machining can achieve thin – walled parts with a wall thickness ≤ 0.5mm, and the position accuracy of miniature features (such as 0.5mm – diameter micro – holes) can reach ±0.01mm.
How to ensure the mechanical properties of prototype parts?
Through material selection (such as high – strength alloys), optimization of processing technology (such as reducing thermal deformation), and subsequent heat treatment (such as quenching and tempering), ensure that the mechanical properties of prototype parts meet the design requirements.
How about the cost of custom rapid prototyping?
The cost is affected by materials, processing complexity, and accuracy. The cost of small – batch prototypes is relatively high, but by reducing processes through multi – axis machining, the R & D cost can be significantly reduced in the long run.
Consult immediately to obtain an exclusive customization plan!
Whether it is the complex – surface prototype for aerospace, the lightweight structure verification for automobiles, or the precision implant design for medical applications, our professional team will rely on the high – precision and rapid – prototyping advantages of 3/4/5 – axis CNC technology, combined with materials engineering and process innovation, to provide you with a full – process customization service from design, processing to inspection. Click to leave a message, and let us, with a rigorous technical system and efficient response speed, customize high – performance and low – cost rapid – prototyping metal parts for your project, helping you gain the upper hand in product development and accelerate the implementation of innovation!