Goldcattle, with 26 years in precision machining, specializes in custom precision CNC milled parts—covering aluminum brackets, stainless steel fixtures, titanium aerospace components, and engineering plastic insulators. Using 3-axis to 5-axis CNC milling technologies, we deliver ±0.001mm tolerance parts, backed by ISO 9001 and AS9100. From prototypes to 50,000+ units/month, our parts ensure tight dimensional control, smooth surface finish, and structural integrity for 60+ global clients in aerospace, medical, and automotive industries.

Core Processing Technologies: Engineering for Micron-Level Precision
Precision CNC milled parts demand exceptional accuracy to meet tight assembly tolerances and performance requirements. Goldcattle’s technologies ensure consistent results across complex geometries, from simple flat components to intricate 3D contours.
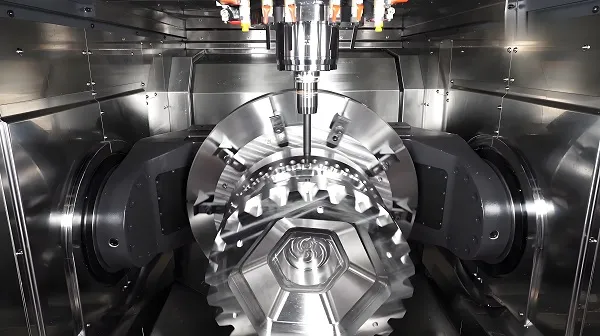
1. Multi-Axis CNC Milling
- 5-axis simultaneous milling: Machines complex 3D surfaces and undercuts (e.g., aerospace turbine blades with 12° tilted cooling holes) in one setup, reducing alignment errors to ≤0.002mm. A medical device housing with 7 asymmetric mounting points achieved ±0.003mm position tolerance, ensuring perfect component fit.
- 3+2 axis milling: Optimizes production of semi-complex parts (e.g., automotive engine brackets) by fixing multi-angle features, cutting cycle time by 35% vs. 3-axis methods. A 200mm-long aluminum bracket with 5 inclined holes maintained ±0.005mm dimensional stability.
- High-speed CNC milling: 40,000 RPM spindles machine thin-walled features (0.3mm thickness) on titanium parts without deformation, achieving Ra 0.05μm surface finish—critical for lightweight aerospace components.
2. Precision Workholding & Fixturing
- Custom jig design: Engineers create dedicated fixtures with ±0.001mm locating accuracy to secure irregularly shaped parts during milling. A stainless steel valve body fixture ensured ≤0.002mm runout, maintaining consistent port alignment across 10,000+ units.
- Vacuum clamping: Holds thin-walled plastic and metal sheets (0.5-2mm thickness) flat during milling, reducing warpage by 80% vs. mechanical clamping. A 300mm × 200mm aluminum panel for electronics achieved 0.01mm flatness after machining.
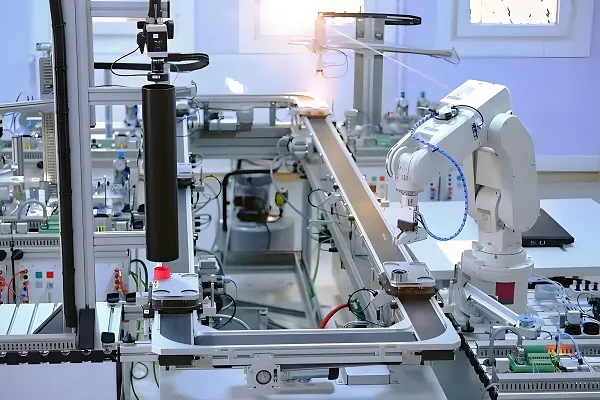
- Pallet systems: Automated 100+ station pallet changers enable 24/7 unmanned production of small parts (e.g., sensor housings), with ≤0.003mm repeatability between setups.
3. High-Precision Cutting Tools & Strategies
- Micro-grain carbide tools: Maintain sharp edges during high-speed milling of hardened steel (up to 50HRC), achieving Ra 0.02μm surface finish on bearing seats. A 50mm-diameter stainless steel bearing race produced this way required no post-polishing.
- Adaptive machining: Sensors adjust feed rates and depths of cut in real-time when milling uneven material blanks (e.g., castings), ensuring consistent dimensional accuracy (±0.005mm) across 1,000+ parts.
- Trochoidal milling: Reduces tool wear by 50% when machining tough materials (e.g., Inconel 718), extending tool life to 300+ parts per edge for cost efficiency.
4. Metrology & Quality Control
- In-process CMM inspection: Coordinate measuring machines with 5-axis probes verify critical dimensions during machining, catching deviations early (±0.001mm tolerance) and reducing scrap rates to ≤0.1%.
- Laser scanning: Captures 3D surface data of complex parts (e.g., turbine impellers) with 0.005mm point spacing, comparing results to CAD models for full surface analysis. A 150mm-diameter impeller achieved 99.9% geometric conformity.
- Surface finish testing: Profilometers measure Ra (0.01-1.6μm) and Rz values to ensure functional performance—e.g., Ra 0.05μm on hydraulic valve spools to minimize friction and pressure loss.
Material Expertise: Matching Materials to Machining Requirements
Precision CNC milled parts require materials that balance machinability, strength, and environmental resistance—Goldcattle offers solutions for diverse applications:
|
Material
|
Key Properties
|
Application
|
Advantages
|
|
Aluminum Alloy (6061-T6, 7075-T6)
|
Excellent machinability, 310-572MPa tensile strength
|
Aerospace brackets, automotive components
|
Achieves Ra 0.05μm surface finish; 30% lighter than steel.
|
|
Stainless Steel (304, 316L)
|
Corrosion resistance, 515MPa tensile strength
|
Medical devices, marine hardware
|
Withstands 1,000+ hours salt spray; suitable for hygienic environments.
|
|
Titanium Alloy (Ti-6Al-4V)
|
High strength-to-weight ratio, 895MPa tensile strength
|
Aerospace parts, high-stress components
|
45% lighter than steel; maintains strength at 300℃.
|
|
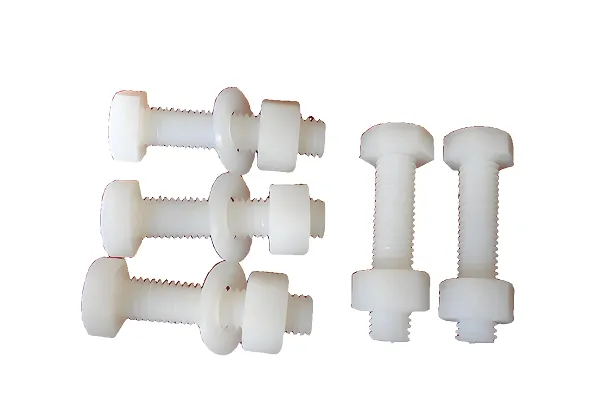
PEEK (Engineering Plastic)
|
Heat resistance (260℃), chemical resistance
|
Medical instrument parts, insulators
|
Machines to Ra 0.1μm; biocompatible (ISO 10993).
|
Precision CNC Milled Parts Manufacturing Process
- Design & DFM: Engineers analyze client 3D models (STEP/IGS) to optimize toolpaths and fixturing—e.g., adding 0.2mm radii to sharp corners of a medical part to prevent tool breakage and improve fatigue resistance.
- Programming: CAM software generates high-precision toolpaths with 0.001mm stepover for 3D surfaces, simulating machining to detect collisions and optimize cutting parameters.
- CNC machining:
-
- Roughing: Removes 90% of material with high feed rates (1000mm/min) to reduce cycle time.
-
- Finishing: Uses micro-grain tools at high RPM (30,000+) to achieve final dimensions and surface finish.
- Post-processing: Deburring (≤0.01mm edge radius), heat treatment (for metal parts), and surface coating (anodizing, plating) applied per requirements.
- Quality validation: CMM inspection (±0.001mm), laser scanning, and functional testing ensure compliance with ISO 2768-1 (fine grade) and client specs.
Custom Precision CNC Milled Parts Application Fields
- Aerospace industry: 7075 aluminum aircraft structural brackets (±0.002mm tolerance), titanium engine components (withstand 300℃).
- Medical equipment: 316L stainless steel surgical instrument parts (Ra 0.02μm surface finish), PEEK MRI-compatible components.
- Automotive sector: 6061 aluminum transmission housings (leak-proof at 10bar), stainless steel sensor mounts (vibration-resistant).
- Electronics: Aluminum heat sinks (±0.01mm flatness for thermal contact), PEEK insulators (electrical isolation).
Customization Capabilities: From Prototype to Mass Production
Precision CNC milled parts require tailored solutions to meet unique design and volume needs—Goldcattle supports flexible production:
- Complex geometry customization: Machines parts with undercuts (up to 45°), thin walls (≥0.3mm), and micro-features (0.1mm holes) via 5-axis technology—e.g., a microfluidic chip with 50μm channels for medical diagnostics.
- Material-specific machining: Optimizes parameters for each material (e.g., 150m/min cutting speed for aluminum vs. 50m/min for titanium) to balance efficiency and tool life.
- Production scalability: 1-100 prototypes (2-3 days) via high-speed milling; 1,000-50,000+ units/month with automated cells (e.g., 30,000 aluminum brackets for automotive suppliers).
Common Processing Questions
- Q: How to achieve 0.001mm tolerance on a 200mm-long aluminum part?
A: Use temperature-controlled machining (±0.5℃ workshop) and 5-axis milling with in-process CMM checks, compensating for thermal expansion (aluminum expands 0.023mm/m per ℃).
- Q: What’s the lead time for 1,000 precision titanium parts with complex 3D contours?
A: 5 days for programming/fixturing, 12 days for production—total 17 days. Rush options cut lead time by 30% with priority spindle time.
- Q: Can you machine parts with both metal and plastic components (hybrid assemblies)?
A: Yes—we mill metal substrates first, then machine and bond plastic inserts with ±0.005mm alignment, suitable for electronics and medical devices.
- Q: How to reduce surface roughness on stainless steel parts below Ra 0.05μm?
A: Use diamond-coated tools at 30,000 RPM with 0.002mm stepover, followed by vibratory finishing to remove micro-burrs—verified via atomic force microscopy.
Need Custom Precision CNC Milled Parts?
Goldcattle delivers micron-level precision parts tailored to your industry’s strict requirements. Whether for aerospace, medical, or automotive applications, our 26-year expertise ensures consistent quality and performance.
Upload your 3D drawings or specifications via our online form to receive a feasibility report and quote within 24 hours. Our engineers will optimize your design for machining efficiency and dimensional accuracy.
Xiamen Goldcattle—your trusted partner for precision CNC milling solutions.