In the aerospace field, the precision and quality of component drilling operations are directly related to the safety and reliability of aircraft. With the continuous development of aerospace CNC precision machining technology, how to achieve perfection in the drilling process has become the focus of attention for many practitioners. The following are expert suggestions based on practical experience and relevant data.
Pre – project Research and Planning: The Foundation of Successful Drilling
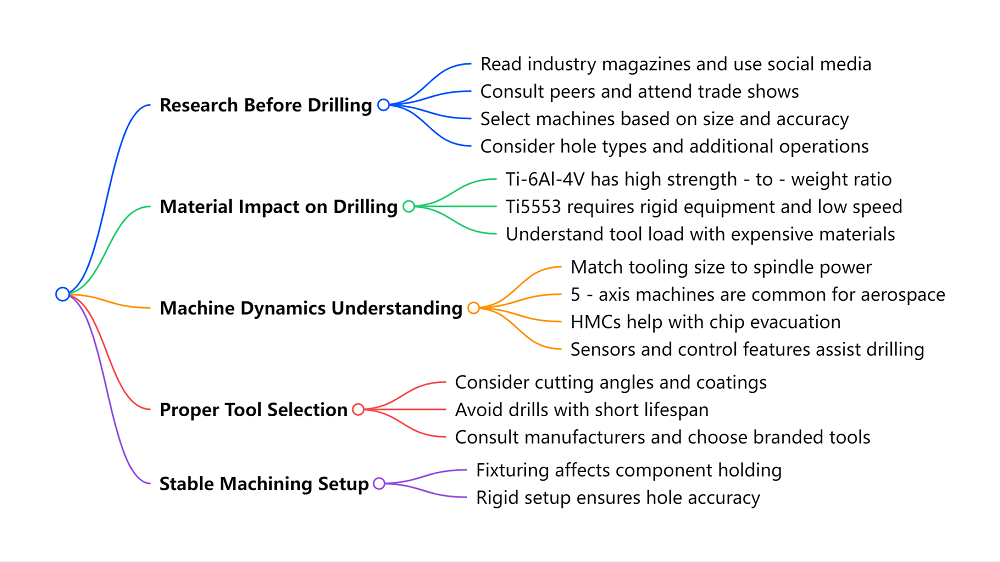
Before starting the drilling operation, in – depth pre – project research is essential. According to industry statistics, the success rate of projects with thorough research in drilling operations is 30% higher than those without. By extensively consulting professional literature and industry reports in the aerospace field, and actively participating in online and offline professional forums to communicate with peers, a large amount of valuable information can be obtained. For example, one can learn about the special requirements for drilling on different types of aircraft engine components, as well as the problems and solutions encountered in similar projects in the past. At the same time, actively participating in industry exhibitions and having face – to – face communication with equipment suppliers and technical experts helps to accurately select the machine tool suitable for the drilling task.
Material Properties: The Compass of Drilling Processes
Common aerospace materials such as titanium alloy Ti – 6Al – 4V are widely used in aerospace structural components due to their excellent strength – to – weight ratio. However, this material has a low thermal conductivity, and high temperatures are easily generated during drilling, which accelerates tool wear. Data shows that under normal drilling conditions, the tool wear rate when processing Ti – 6Al – 4V is 5 times faster than when processing ordinary steel. For Ti5553, a titanium alloy with higher strength, its processing difficulty is even greater, requiring more rigid equipment and a lower cutting speed. Therefore, before drilling, it is necessary to fully understand the material properties. According to the impact of the material on the tool, select appropriate tool coatings and cutting parameters to extend tool life and improve drilling quality.
Machine Tool Dynamics and Selection: The Guarantee of Precision
The selection of machine tools plays a decisive role in drilling precision. For aerospace component drilling, 5 – axis machine tools are widely used due to their advantage of being able to flexibly adjust the tool position in multiple directions. Statistics show that in the drilling of aero – engine blades, using a 5 – axis machine tool can control the drilling position accuracy within ±0.05mm, while an ordinary 3 – axis machine tool can only achieve ±0.2mm. At the same time, select a machine tool of an appropriate size according to the size and shape of the component to ensure that the fixture size matches the spindle power of the machine tool. In addition, horizontal machining centers (HMCs) are beneficial for chip removal during drilling, which can effectively reduce the impact of chips on drilling quality. Moreover, some advanced machine tools are equipped with acceleration sensors and adaptive control functions that can monitor and adjust the drilling process in real – time, further improving drilling precision.
Tool Selection: The Core Tool for Drilling
The correct selection of tools is the key to successful drilling. In aerospace CNC precision machining, factors such as the cutting angle, edge shape, and coating of the drill bit will affect the drilling quality and efficiency. For example, when using a drill bit with a special coating to process superalloys, the tool life can be extended by 2 – 3 times. Avoid choosing drill bits that are prone to short – life problems in the processing of aerospace materials. At the same time, actively consult tool manufacturers and choose rigid tools from well – known brands that have been verified in the aerospace field to ensure stable and reliable tool performance in high – demand drilling tasks.
Stable Machining Setup: The Key Defense for Quality
A stable machining setup is the last key defense to ensure drilling precision. For aerospace components, especially thin – walled parts, the clamping method and fixture selection are crucial. Improper clamping may cause the part to displace or deform during the drilling process, resulting in deviations in the drilling position and shape. According to relevant case analysis, the drilling rejection rate due to clamping problems is as high as 15% in some workshops. Therefore, carefully design the clamping plan and use high – precision fixtures to ensure that the part remains stable during the drilling process, thus guaranteeing the precision and quality of drilling.
FAQ
Q1: In the drilling of aerospace components, how to judge whether the tool needs to be replaced?
A1: When the drilling size deviation exceeds the allowable range, the surface roughness of the hole wall deteriorates significantly, the cutting force suddenly increases, or the tool wear reaches the limit value specified by the manufacturer, the tool needs to be replaced in a timely manner.
Q2: The cost of 5 – axis machine tools is relatively high in the drilling of aerospace components. Is there an alternative?
A2: For some drilling tasks with relatively low precision requirements, one can consider adding a rotating axis to a 3 – axis machine tool to achieve a function similar to multi – axis machining, which can reduce costs to a certain extent, but the processing flexibility and precision will be sacrificed.
Q3: When processing new aerospace materials, how to quickly determine the appropriate drilling parameters?
A3: First, refer to the recommended parameters provided by the material supplier, and then fine – tune them during small – batch trial processing. At the same time, using simulation software to simulate and analyze the drilling process can also quickly find a more appropriate parameter range.