Bro, Here’s the Real Deal!
Listen up, getting small parts machined (usually 1-50mm in size) can cost anywhere from $20 to over $500! Yeah, that’s a huge range, but it all depends on what you need.
Basic aluminum or plastic parts with simple shapes start at $20-$50. But if you want high-precision, complex metal parts? Buckle up, those can easily exceed $200. I’ve seen tiny titanium parts cost more than my monthly coffee budget!
Let me break down all the factors that affect the price—material, complexity, precision, batch size, and post-processing. Trust me, knowing this stuff will save you money!
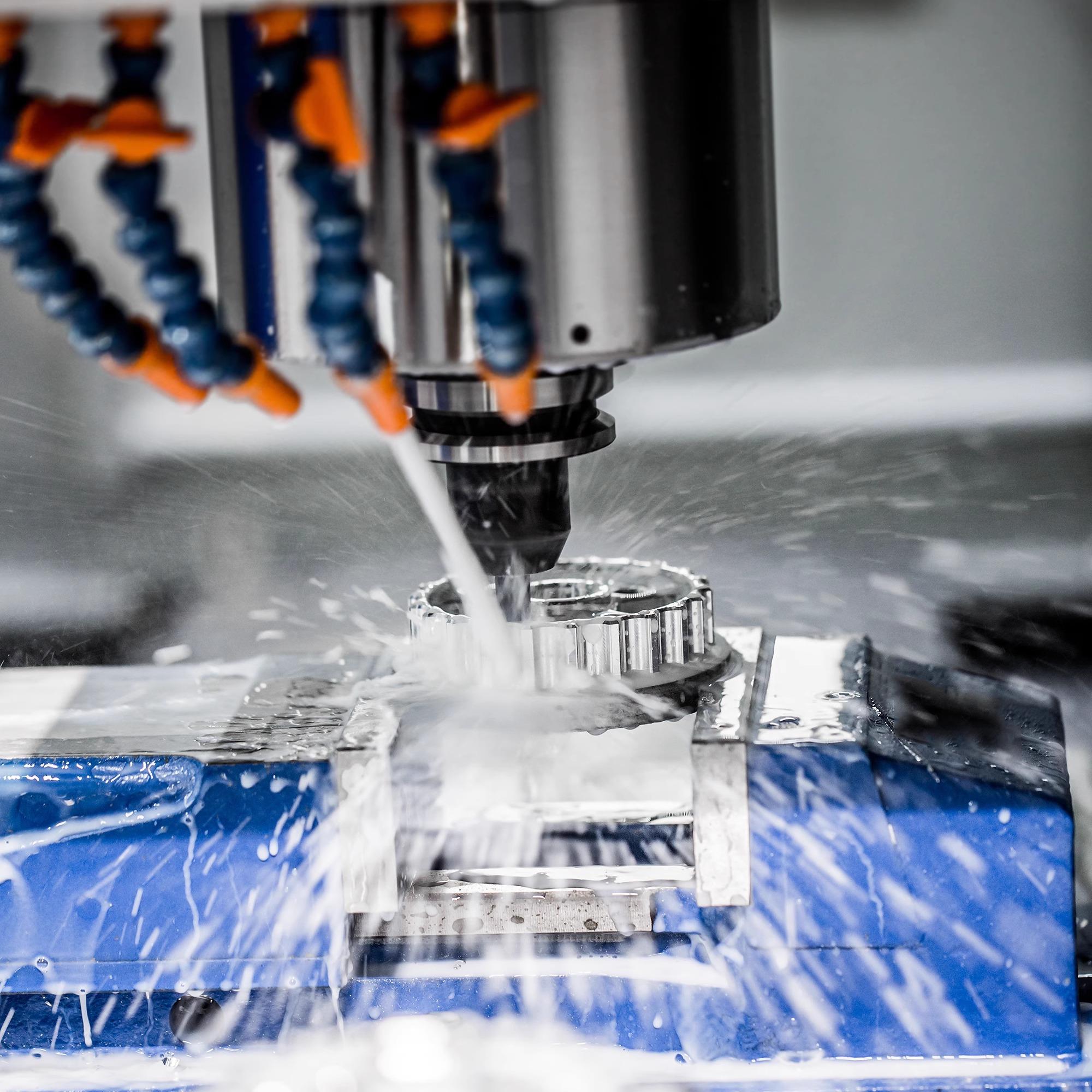
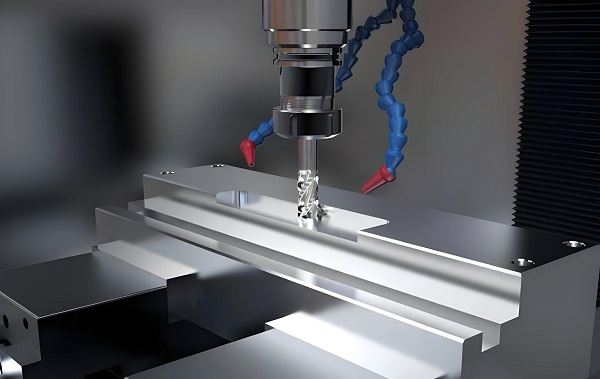
Check out this CNC machine in action—those tiny parts require serious precision!
Materials That Matter (This Is Where Costs Start)
Plastics (The Budget Option)
Plastics are cheap and easy to machine. I use these for prototypes all the time!
- ABS or nylon: $2-$10 per kg (super affordable!)
- Simple plastic parts (like 10mm spacers): As low as $20
- Engineering plastics (PEEK): $50-$100/kg (for high-temp parts)
- PEEK parts (medical instruments): $100-$300 each
Pro Tip:
Use plastic for prototypes—way cheaper than metal!
Metals (The Premium Option)
Metals are stronger but cost more. Aluminum is my go-to for most projects.
- Aluminum (6061): $3-$8/kg (perfect for brackets/connectors)
- Basic aluminum parts: $30-$80 each
- Titanium (Ti-6Al-4V): $30-$60/kg (aerospace/medical grade)
- Inconel 718: $100-$200/kg (super high-temp stuff)
Test Data (For Reference Only):
Machining time for 20mm aluminum part: 0.5-1 hour
Machining time for 20mm titanium part: 2-3 hours (way slower!)
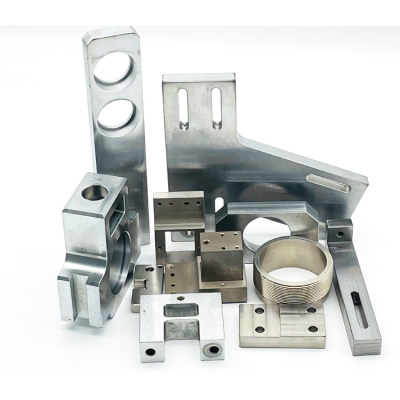
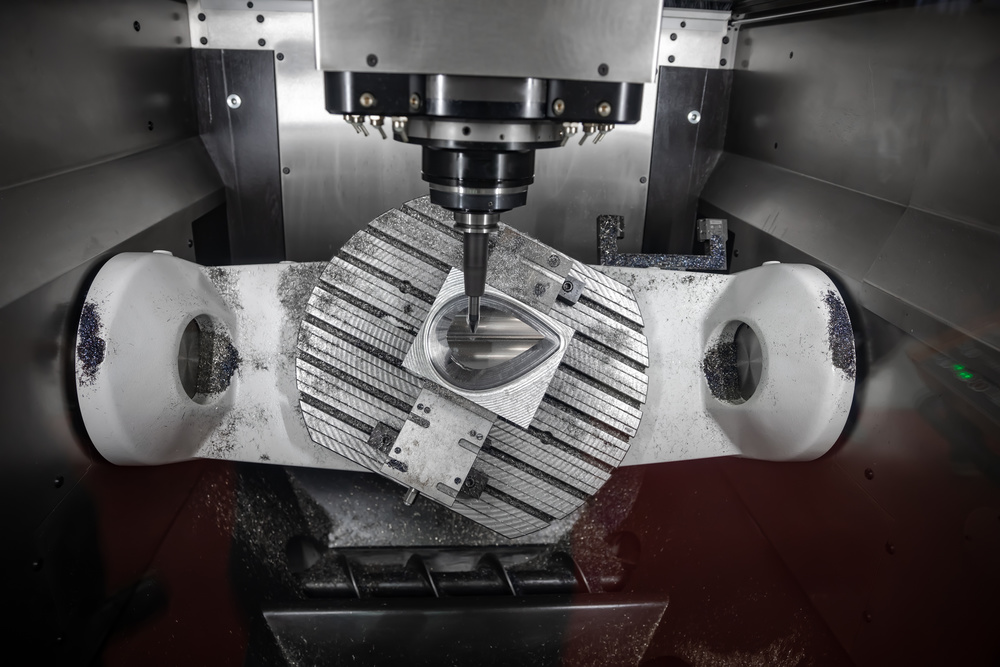
These precision machined parts show the amazing detail possible with modern CNC!
Material Cost Comparison (For Reference Only)
| Material | Cost per kg | Machining Difficulty | Typical Part Cost | Common Uses |
|---|---|---|---|---|
| ABS Plastic | $2-$5 | Easy | $20-$50 | Prototypes, housings |
| Aluminum 6061 | $3-$8 | Medium | $30-$80 | Brackets, connectors |
| Stainless Steel 304 | $5-$15 | Hard | $50-$150 | Food, medical parts |
| Titanium Ti-6Al-4V | $30-$60 | Very Hard | $150-$300 | Aerospace, medical |
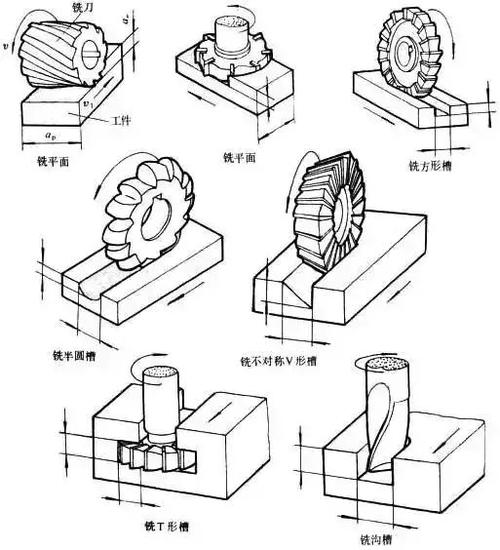
Complexity & Precision (This Is Where Costs Skyrocket)
Design Complexity Matters A Lot!
Simple shapes = cheap. Complex shapes = expensive. It’s that simple, bro!
- Simple geometries (flat surfaces, straight holes): $20-$80
- Complex features (deep slots, undercuts, 3D contours): $150-$500+
- Micro-machining (parts <5mm): $100-$200 (super specialized!)
Test Data (For Reference Only):
Simple part machining time: 0.5-1 hour
Complex part machining time: 2-5 hours (way more time!)
Precision Requirements (Tolerance = $$$)
Tighter tolerances mean more time, more skill, and more money!
- Basic precision (±0.1mm): Minimal added cost
- Medium precision (±0.01mm): Adds 20-30% to cost
- High precision (±0.001mm): Doubles or triples cost!
Real Example:
Aluminum gear: $50 at ±0.1mm vs $65 at ±0.01mm
Titanium valve stem: $100 at ±0.1mm vs $200-$300 at ±0.001mm
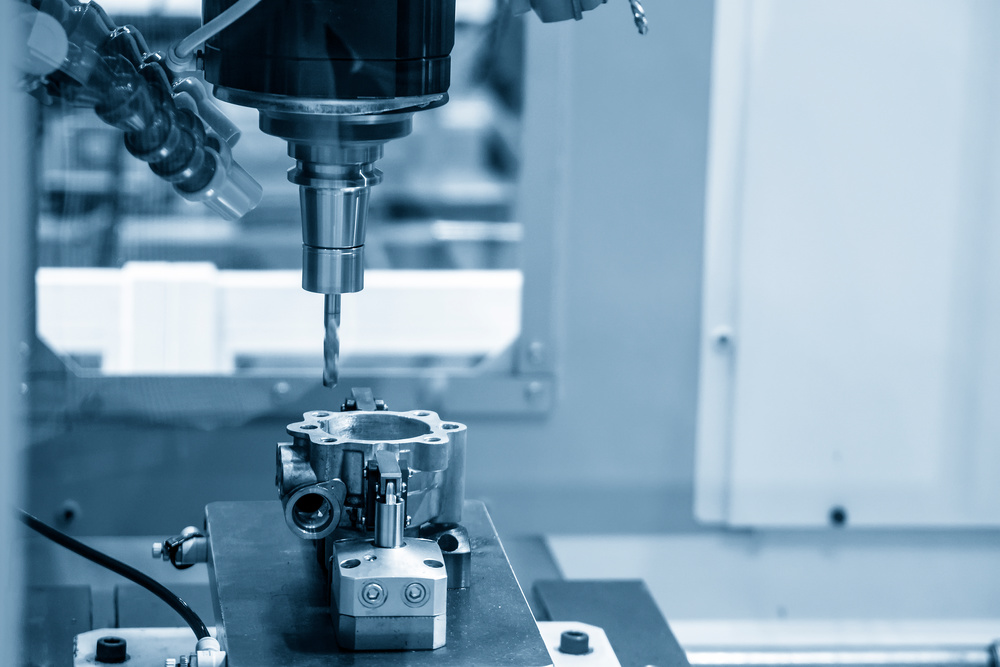
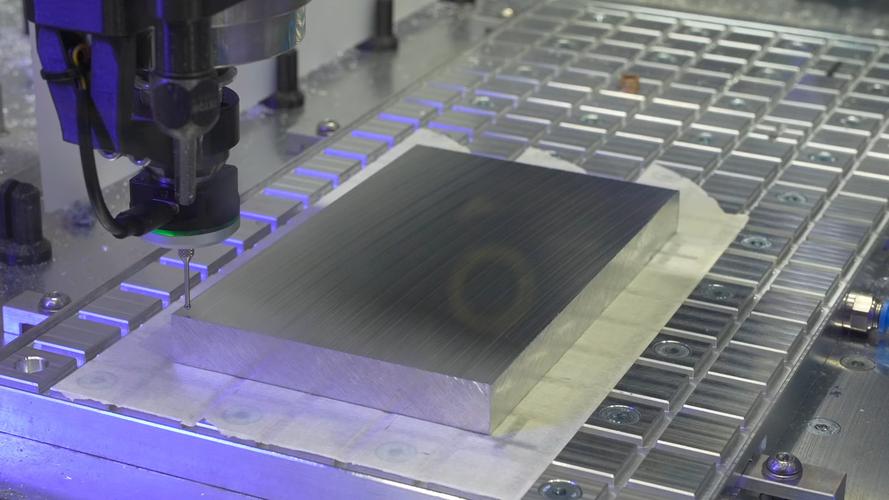
This CNC milling machine is making tiny automotive parts with insane precision!
Batch Size & Finishing (The Hidden Costs)
Batch Size Economics (Buy More, Save More!)
Setup costs kill small batches. The more you order, the cheaper each part gets!
- Prototypes (1-10 units): $100-$300 setup cost
- Single aluminum prototype: $100 each
- 10 units: $60-$80 each (30% savings!)
- Small batches (10-100 units): 30-50% cost reduction
Cost Comparison (For Reference Only):
10 plastic parts: $50 each = $500 total
50 plastic parts: $30 each = $1500 total (more total, but cheaper per part)
Post-Processing & Finishing
The finishing touches add 10-50% to total costs!
- Deburring/basic polishing: $5-$20 per part
- Anodizing (aluminum) or plating: $20-$50 per part
- Mirror polishing (Ra <0.05μm): $50-$100+ per part
- Heat treatment: $10-$30 per part
Execution Standards We Follow:
ISO 9001:2015 – Quality management system
AS9100 – Aerospace quality standard
ISO 13485:2016 – Medical devices quality

These precision measurement tools ensure every part meets exact specifications!
Important Notice
All cost data and examples above are for reference only. Actual costs may vary depending on specific part designs, material availability, and current market conditions.
Industry-Specific Costs (Different Sectors = Different Prices)
General Industrial
Simple metal or plastic parts with basic tolerances
- Cost range: $20-$100 per part
- Tolerance: ±0.1mm typical
- Batch production (100+ units): $10-$50 each
- Examples: Brackets, spacers, connectors
Electronics Industry
Small components that need precision alignment
- Cost range: $30-$150 per part
- Tolerance: ±0.01mm often required
- Materials: Aluminum or ABS common
- Examples: Heat sinks, connector housings
Medical Devices
Biocompatible materials and strict tolerances
- Cost range: $100-$500 per part
- Tolerance: ±0.005mm strict
- Materials: Titanium, PEEK required
- Examples: Surgical tools, dental implants
Aerospace Industry
High-strength alloys and 5-axis machining
- Cost range: $200-$1,000+ per part
- Compliance: AS9100 required
- Materials: Inconel, titanium
- Examples: Turbine vanes, engine parts
Pro Tips to Save Money (I’ve Learned These the Hard Way!)
Simplify Your Design
Dude, avoid unnecessary features! Deep undercuts and complex shapes cost way more.
- Remove deep undercuts (saves 20-40% machining time)
- Use standard hole sizes (no custom tools needed)
- Avoid sharp internal corners (they’re impossible to machine perfectly)
- Design for manufacturability (DFM = $$$ saved)
Choose Standard Materials
Opt for aluminum 6061 or ABS unless you really need exotic materials!
- Aluminum 6061 is cheaper than titanium (duh!)
- ABS works for most prototypes
- Only use exotic materials if performance demands it
- Check if a cheaper material will work just as well
Order in Batches
Ordering 50 instead of 10 parts saves 30-50% per part!
- Setup costs spread across more parts
- Material costs per part decrease
- You’ll have spares for later (no rush orders!)
- Suppliers give better prices for larger orders
Avoid Over-Precision
Only specify ±0.01mm if you really need it!
- ±0.1mm is usually sufficient for most parts
- Tighter tolerances = slower machining
- More inspection required for tight tolerances
- Save the tight tolerances for critical features only
Real-World Cost Comparison (For Reference Only)
| Part Description | Material | Tolerance | Qty 1 | Qty 10 | Qty 50 |
|---|---|---|---|---|---|
| Simple Bracket | Aluminum | ±0.1mm | $45 | $35 | $25 |
| Complex Gear | Steel | ±0.01mm | $120 | $90 | $70 |
| Medical Part | Titanium | ±0.005mm | $250 | $180 | $140 |
FAQs (You’re Probably Wondering These Things)
Q: Why does titanium cost so much more than aluminum?
A: Bro, titanium is way harder to machine! It takes 2-3 times longer to cut than aluminum, wears out tools faster, and requires special machining techniques. Plus, the raw material is more expensive. That’s why titanium parts cost 3-5 times more than similar aluminum parts!
Q: How long does it take to get small parts machined?
A: Prototypes usually take 1-3 days. Small batches (10-50 parts) take 3-7 days. Larger batches can take 2-4 weeks. But if you need it rush? Expect to pay 50-100% more for expedited service!
Q: Can I get a discount for large orders?
A: Absolutely! Orders over 100 parts usually get 20-40% discounts. Orders over 1000 parts can get 40-60% discounts. The more you order, the better the price per part. Just don’t order more than you need—storage costs money too!
Q: What file format do I need to provide?
A: STEP or IGES files are best—they’re universal and contain all the geometry information. STL files work for 3D printing but aren’t ideal for CNC machining. Always include a drawing with dimensions and tolerances!
Q: Is CNC machining better than 3D printing for small parts?
A: It depends! CNC machining is better for metal parts, high precision, and good surface finish. 3D printing is better for complex geometries and small plastic prototypes. For most functional metal parts, CNC machining is the way to go—just be prepared to pay more!
Ready to Get Your Parts Machined?
Whether you need 1 prototype or 1000 production parts, we’ve got the expertise to make it happen. Get a free quote today and see how much you can save!