I. Introduction
During the processing of CNC machine tools, fixtures play a crucial role. It not only fixes the workpiece, ensuring the accuracy and stability of processing, but also directly affects the processing efficiency and product quality. This article will elaborate in detail on the types, design principles, application characteristics, and development trends of CNC machine tool fixtures.
II. Types of CNC Machine Tool Fixtures
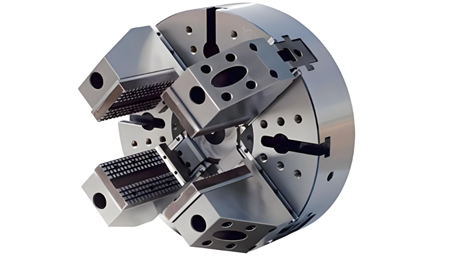
General fixtures
Such as three-jaw chucks, four-jaw chucks, etc., have wide applicability, but the positioning accuracy is relatively low, and are suitable for processing with general precision requirements.
Special fixtures
Designed and manufactured for specific parts, with high positioning accuracy, which can significantly improve processing efficiency and quality, but the cost is high, and are suitable for mass production.
Combination fixtures
Composed of a set of pre-manufactured standard components and can be flexibly combined according to the processing requirements of different workpieces, with certain universality and economy.
Follow-up fixtures
Move along with the workpiece on the production line and perform positioning and clamping at each station, often used in automated production lines.
III. Design Principles of CNC Machine Tool Fixtures
Positioning accuracy
The fixture should ensure the correct position of the workpiece during processing, maintaining an accurate relative position relationship between the processing surface and the cutting tool. The positioning error should be controlled within 1/3 of the workpiece processing tolerance.
Clamping reliability
The clamping force should be sufficient and uniform to prevent the workpiece from displacement or loosening during processing. At the same time, avoid excessive clamping force causing workpiece deformation.
Operational convenience
The structure of the fixture should facilitate the loading and unloading of the workpiece, reducing auxiliary time and improving production efficiency.
Rigidity and stability
Have sufficient rigidity to withstand external forces such as cutting force and gravity, ensuring stability during processing and reducing vibration and deformation.
Economy
On the premise of meeting processing requirements, try to reduce the manufacturing cost of the fixture and increase the service life of the fixture.
IV. Application Characteristics of CNC Machine Tool Fixtures
High precision
Adapt to the high-precision processing requirements of CNC machine tools, able to provide positioning accuracy at the micron level or even higher.
Automation
Cooperate with the automated processing system of CNC machine tools to realize automatic clamping and loosening of fixtures and automatic loading and unloading of workpieces.
Quick changeover
To improve production efficiency, the changeover time of fixtures should be shortened as much as possible to meet the needs of multi-variety and small-batch production.
Adaptation to complex shapes
Can effectively clamp and position various complex-shaped workpieces to meet diverse processing requirements.
V. CNC Machine Tool Fixture Programming
The following is a simple programming example for a CNC machine tool fixture. Suppose we want to process a rectangular part, and the cutting tool used is an end mill with a diameter of 10mm.
%
O0001 ; Program name
G17 G21 G40 G49 G80 ; Initialization settings, select the XY plane, metric units, cancel tool radius compensation, length compensation, and fixed cycles
G90 G54 ; Absolute coordinate programming, select the workpiece coordinate system G54
T1 M06 ; Call tool No. 1 and change the tool
S1000 M03 ; Spindle speed 1000r/min, forward rotation
G00 X0 Y0 Z100. ; Rapid positioning to a safe height
; Machining the outer contour of the rectangle
G00 X-50. Y-50. ; Rapid positioning to the lower left corner of the rectangle
Z5. ; Lower the tool close to the workpiece surface
G01 Z-5. F100 ; Lower the tool to the cutting depth at a speed of 100mm/min
G01 X50. F200 ; Cut the bottom edge of the rectangle at a speed of 200mm/min
Y50.
X-50.
Y-50.
G00 Z100. ; Raise the tool to a safe height
M05 ; Spindle stop
M30 ; Program end
%
In practical applications, the programming of CNC machine tool fixtures needs to be detailedly designed and optimized according to specific fixture structures, shapes and sizes of processed parts, process requirements and other factors. At the same time, the rationality of the tool path and the selection of cutting parameters also need to be considered to ensure processing quality and efficiency.
VI. Development Trends of CNC Machine Tool Fixtures
Intelligentization
Combine sensors and control systems to realize real-time monitoring and adaptive adjustment of the fixture state, improving processing accuracy and reliability.
Flexibility
Be able to quickly adapt to workpieces of different shapes and sizes, reducing the design and manufacturing cycle of fixtures.
Lightweight
Adopt new materials and structural designs to reduce the weight of fixtures, lower the load of machine tools, and improve processing efficiency.
Integration
Integrate with the control system and tool system of the machine tool to realize an integrated processing solution.
As an important component in CNC processing, the performance and quality of CNC machine tool fixtures directly affect the efficiency and quality of processing. With the continuous development of manufacturing technology, fixture technology is also constantly innovating and progressing. In the future manufacturing field, CNC machine tool fixtures will develop in the directions of being more intelligent, flexible, lightweight, and integrated, providing strong support for the transformation and upgrading of the manufacturing industry.