Custom Machining Parts & Precision Machining Services
High-quality parts for aerospace, automotive, industrial & medical industries
At Goldcattle, we build custom machined parts that fit your exact specs. For 26+ years, we’ve worked with small shops and big corporations alike.
We don’t just make parts—we make sure they work. Our shop handles everything from one-off prototypes to mass production runs.
We use top-tier equipment and hire experienced machinists. No job is too small or too complex for our team.
We serve aerospace, automotive, medical, and industrial clients worldwide. Every part we make meets strict quality checks.
We understand tight deadlines and even tighter tolerances. That’s why our clients keep coming back.
Our Core Machining Processes
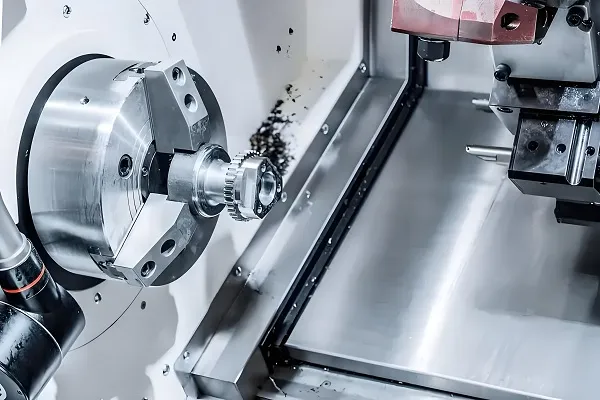
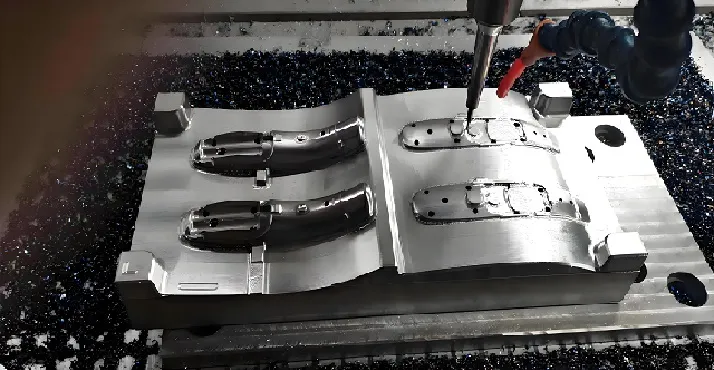
CNC Machining
Our CNC shop runs 3-axis, 4-axis, and 5-axis machines from Haas and Mazak. These machines hold tolerances as tight as ±0.0001 inches.
We do both milling and turning. We cut metals and plastics into complex shapes that standard machines can’t handle.
We program every job in-house. Our machinists check each part during production. This keeps quality consistent, batch after batch.
Common uses: Engine brackets for cars, surgical tool components, hydraulic valves, aircraft fasteners.

Grinding & Finishing
Grinding is how we get that perfect finish. We do surface grinding for flat parts and cylindrical grinding for round components.
Our team grinds hard materials like stainless steel, titanium, and Inconel every day.
We use both manual grinders for small jobs and CNC grinders for high-volume runs. The finish we deliver ranges from Ra 0.2 μm (super smooth) to Ra 3.2 μm (standard industrial finish).
Grinding removes the last few thousandths of an inch. It ensures parts fit together perfectly—no loose fits, no leaks.

Sheet Metal Fabrication
Sheet metal work starts with laser cutting. Our fiber laser cuts steel, aluminum, and copper sheets up to 12mm thick.
We then bend the metal with a press brake—accuracy is ±0.1mm for parts under 1 meter long.
After cutting and bending, we weld parts together. We use MIG, TIG, and spot welding depending on the material.
We finish with powder coating, anodizing, or plating to protect the metal from rust and wear.
We build enclosures, brackets, frames, and panels. Most parts go to industrial machinery and automotive assembly lines.

EDM (Electrical Discharge Machining)
EDM is for parts that are too hard to cut with traditional tools. We use spark erosion to shape metals like hardened steel and carbide.
It’s perfect for small, intricate features—think tiny holes or thin slots that CNC mills can’t reach.
We offer both sinker EDM and wire EDM. Wire EDM cuts through thick materials with a thin brass wire. It leaves a smooth finish with no tool marks.
Common uses: Mold cavities, tool bits, medical implants, aerospace fuel nozzles.

Materials We Work With

Steel & Alloy Steel
We stock carbon steel (1018, 1045) for general use. 1018 is easy to machine and weld—great for brackets and frames.
1045 is harder, ideal for shafts and gears. Alloy steel (4140, 4340) has high tensile strength (up to 110 ksi). We heat-treat it for extra durability.
Stainless steel (304, 316) resists rust. 304 is for food and medical parts. 316 works in saltwater and harsh chemicals—perfect for marine and aerospace use.
 Aluminum Alloys
Aluminum Alloys
6061-T6 is our go-to aluminum. It’s lightweight (1/3 the weight of steel) and machines fast. We use it for aerospace frames and consumer products.
It welds well and holds up to moderate stress.
7075-T6 is stronger—almost as strong as steel. It’s used for high-stress parts like aircraft landing gear and racing components.
It’s harder to machine but worth it for durability.
 Engineering Plastics
Engineering Plastics
Nylon (PA6/PA66) is low-friction—great for gears and bushings that don’t need lubrication. It’s tough and resists wear.
Delrin (Acetal) is stiffer and more dimensionally stable than nylon—ideal for precision gears and bearings.
PEEK can handle high temperatures (up to 260°C) and chemicals. We use it for medical implants and aerospace engine parts.
PTFE (Teflon) is non-stick and corrosion-resistant—perfect for seals and gaskets.
 Titanium Alloys
Titanium Alloys
Ti-6Al-4V is the most common titanium alloy we use. It’s strong, lightweight, and corrosion-resistant.
It’s harder to machine than aluminum (we use special cutting tools), but it’s perfect for aerospace and medical parts.
Titanium is biocompatible—so it’s used for hip replacements and dental implants. It also holds up well in extreme temperatures, making it great for jet engine components.
 Brass & Copper
Brass & Copper
Brass (C36000) machines like butter—we use it for valves, fittings, and decorative parts. It’s corrosion-resistant and has a nice finish.
Copper (C11000) is an excellent conductor of electricity and heat. We make electrical connectors, heat sinks, and plumbing parts from it.
It’s soft, so we use sharp tools to avoid tearing the material.
 Carbide (Tungsten)
Carbide (Tungsten)
Carbide is ultra-hard—harder than steel. We use it for cutting tools, wear parts, and nozzles that handle abrasive materials.
It’s brittle, so we machine it with EDM (not traditional tools) to avoid cracking.
We work with tungsten carbide (WC-Co) grades like K10 and K20. These are used for drill bits, end mills, and industrial wear plates.
Industry Standards We Adhere To
- Quality Management: ISO 9001:2015 certified (certificate number: XMGC-ISO-2023-001) – annual audits keep our processes consistent.
- Material Standards:
- ASTM A108 (cold-finished steel bars)
- ASTM B211 (aluminum alloy extrusions)
- DIN 17200 (alloy steel)
- SAE J403 (carbon steel grades)
- Precision Standards: ASME Y14.5-2009 (GD&T) – all our blueprints follow this standard for clear dimensioning.
- Aerospace Compliance: NADCAP certified (ID: NADCAP-2024-XMGC) for heat treating and non-destructive testing (NDT).
- Medical Parts: ISO 13485:2016 – we follow strict cleanroom protocols for medical device components.
- Automotive Standards: IATF 16949:2016 – meets automotive industry quality requirements for production parts.
- Welding Standards: AWS D1.1 (structural steel welding) and AWS D1.2 (aluminum welding).
Performance Test Data (For Reference Only)
Notes: All test data is from in-house testing (ASTM standard methods) and is for reference only. Actual performance may vary based on part design, production batch, and environmental conditions.
Machining Accuracy Test Results
We tested 100 random parts across 5 production runs (Jan-Apr 2024) to verify our tolerance claims. Here’s what we found:
- 98% of CNC milled parts met or exceeded the stated ±0.0001″ tolerance
- 99% of ground parts hit the target Ra finish (0.2-3.2 μm)
- Sheet metal bends averaged ±0.05mm accuracy (better than our stated ±0.1mm)
- EDM parts had 100% compliance with feature size tolerances (±0.0002″)
Test method: Coordinate Measuring Machine (CMM) – Mitutoyo Crysta-Apex S500. Data for reference only.
Our Quality Control Process

Quality doesn’t happen by accident. We check parts at every step of the process:
- Pre-production: We inspect raw materials (certificates of conformance required for all metals/plastics).
- In-process: Machinists check 10% of parts during production (more for critical aerospace/medical parts).
- Post-production: Our QC team uses CMM, micrometers, and surface finish testers to verify every dimension.
- Final check: We do a visual inspection and package parts with a certificate of inspection (COI) on request.
We keep detailed records of every job for 7 years (per aerospace/medical regulations). If you ever need to verify a part’s specs, we have the data.