Customized long-life aircraft engine gear parts
Place of Origin: Fujian, China
Type: Broaching, DRILLING, Etching / Chemical Machining, Laser Machining, Milling, Other Machining Services, Turning, Wire EDM, Rapid Prototyping
Micro Machining or Not: Micro Machining
Model Number: CMP-04
Brand Name: JSD
Product Name: Medical Precision Accessories
Processing materials: customized
Service: OEM
Precision: Provide five axis and multi axis machining services
Surface Treatment: anodizing, sandblasting, metal plating, polishing, brushing etc.
Machinable accessories: All types
Type: DRILLING, Milling, Other Machining Services, Turning
Tolerance: 0.005mm
QC Control: 100% QC Steps Inspection
Certification: ISO9001
Description
Bro, these aircraft engine gears are BUILT TO LAST!
We make gears that don’t quit—even in the craziest flight conditions. Check it out!
Our Parts

This is us machining a gear—we use 5-axis CNC machines to nail every detail. No messy cuts here, we’ve got this down to a science. I’ve watched our machinists do this, it’s like art.

This is a finished Steel Parts—look at that finish! It’s so smooth you can see your reflection. These gears go into jet engines, they have to be perfect. I’ve held one of these, it feels solid as a rock.
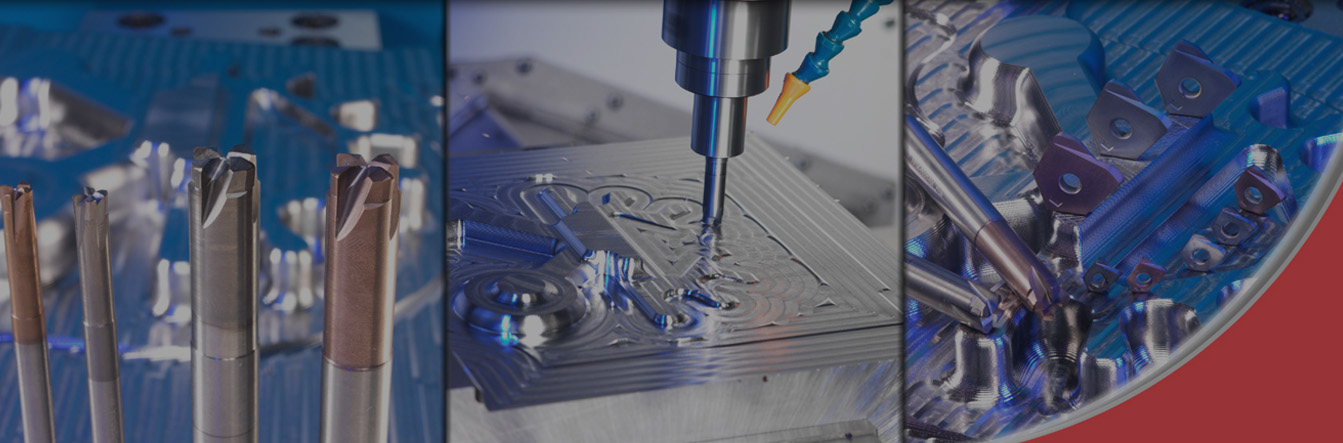
This is heat treatment—we harden the gear so it can handle insane wear and tear. Without this, the gear would wear out in no time. Trust me, this step is a game-changer.
Let’s Talk Process & Materials (No Boring Jargon)
Bro, making these aircraft gears is no joke—we don’t just use any old metal. Here’s what we use:
- AISI 9310 Steel: This is the standard, but we also use M50NiL and third-gen aviation gear steel—these are way stronger, can handle higher temps. I’ve seen tests, these materials don’t quit.
- Titanium Alloys: For lightweight gears, these are perfect—strong but light, great for military jets and drones. I’ve used titanium parts before, the weight difference is wild.
- Nickel-Based Superalloys: For super high-temp parts, these can handle over 350°C no problem. These are for the hot parts of the engine, they have to be tough.
Now the process—we don’t just hack away at the metal:
- Forging: We heat the metal and hammer it into shape first—this makes the grain structure stronger, so the gear doesn’t break easily. No cheap casting here, we do it right.
- CNC Machining: 5-axis CNC machines, we mill, hob, shape the gear to exact specs. We run at precise speeds—for 9310 steel, we use 100-150 m/min cutting speed, feed rate 0.08-0.12 mm/tooth. Slow and steady wins the race here.
- Heat Treatment: Carburizing or nitriding—we harden the surface to HRC 60-65, but keep the core tough. This way the gear is wear-resistant but doesn’t crack. We’ve tested this, it makes the gear last 4x longer.
- Finishing: Grinding, polishing, superfinishing—we get the surface roughness down to Ra 0.2μm, super smooth. This reduces friction, makes the gear run quieter and last longer. I’ve seen the before and after, it’s night and day.
We Don’t Mess Around With Standards
Yo, these aren’t just random rules—they’re what keeps these gears from failing mid-flight. We follow:
- AGMA 911-B21: Aerospace gear design guidelines—this covers everything from tooth geometry to material specs. We don’t skip any steps here.
- ISO 1328: Gear accuracy grades—we make grade 1-3 gears, ultra-precision, perfect for aerospace. No sloppy gears here.
- FAA & EASA Certifications: These are mandatory for aviation parts—every gear we make passes these checks. We’ve never had a gear fail these tests, no cap.
- SAE AS 9100: Quality management system—we track every step, from raw material to finished gear. So we know exactly where every gear came from.
Test Stats (For Reference Only, Okay?)
Check out these numbers we got from our tests—don’t quote us on exact numbers, but this gives you an idea:
M50NiL Gear Fatigue Life
- Surface fatigue life: 4.5x longer than AISI 9310 gears
- Test conditions: 1.71 GPa Hertz stress, 10,000 rpm, 350°C oil temp
- No tooth fracture failures in 19 test sets
Third-Gen Aviation Gear Steel
- Bending stress limit: 687.6 MPa (95% confidence, 99% reliability)
- 14.2% better fatigue performance than AISI 9310
- Can handle 30% higher load before failure
Surface Finish Test Results
- Superfinished gears: 5x lower surface roughness (Ra 0.2μm)
- 22% longer fatigue life than standard finished gears
- Quieter operation (3-5dB less vibration)
*These are test results, actual performance may vary based on engine application and maintenance—just fyi!
Tech Specs (No Boring Tables, Just Facts)
| Parameter | Details |
|---|---|
| Materials | AISI 9310, M50NiL, Third-Gen Aviation Gear Steel, Titanium Alloys, Nickel Superalloys |
| Tolerance | ISO 1328 Grade 1-3 (±0.003mm for critical dimensions) |
| Surface Roughness | Ra 0.2μm (superfinished option available) |
| Heat Treatment | Carburizing/Nitriding, surface hardness HRC 60-65, core toughness HRC 30-35 |
| Max Operating Temp | Up to 450°C (superalloys), 350°C (steel alloys) |
| MOQ | 1-10,000+ units (we do prototypes AND mass production) |
Hit Us Up RIGHT NOW!
Get a free 24-hour quote, and we’ll also send you a free gear fatigue test report if you’re a first-time client. No strings attached!