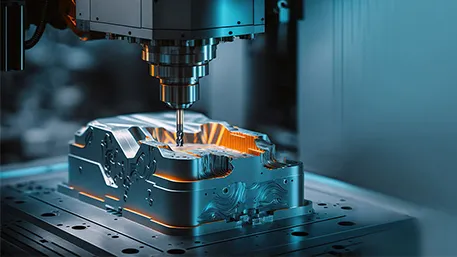
Thin metal stamping is how we make small, precise parts at scale. We’ve been stamping metal parts for 15+ years—from 0.01mm-thick foils to 1.5mm-thick sheets. We handle everything from simple washers to complex medical components.
This page breaks down our stamping processes, materials, standards, and real shop-floor data. No fluff, just the facts you need to know about thin metal stamping.
Our Thin Metal Stamping Processes
1. Blanking
Blanking cuts flat parts directly from metal sheets. We use this for simple parts like washers, brackets, and shims.
Specs: Tolerance ±0.01mm for parts up to 300mm wide | Material thickness 0.01mm–1.5mm
We use 100–200 ton stamping presses for blanking. This gives us clean, burr-free edges every time.

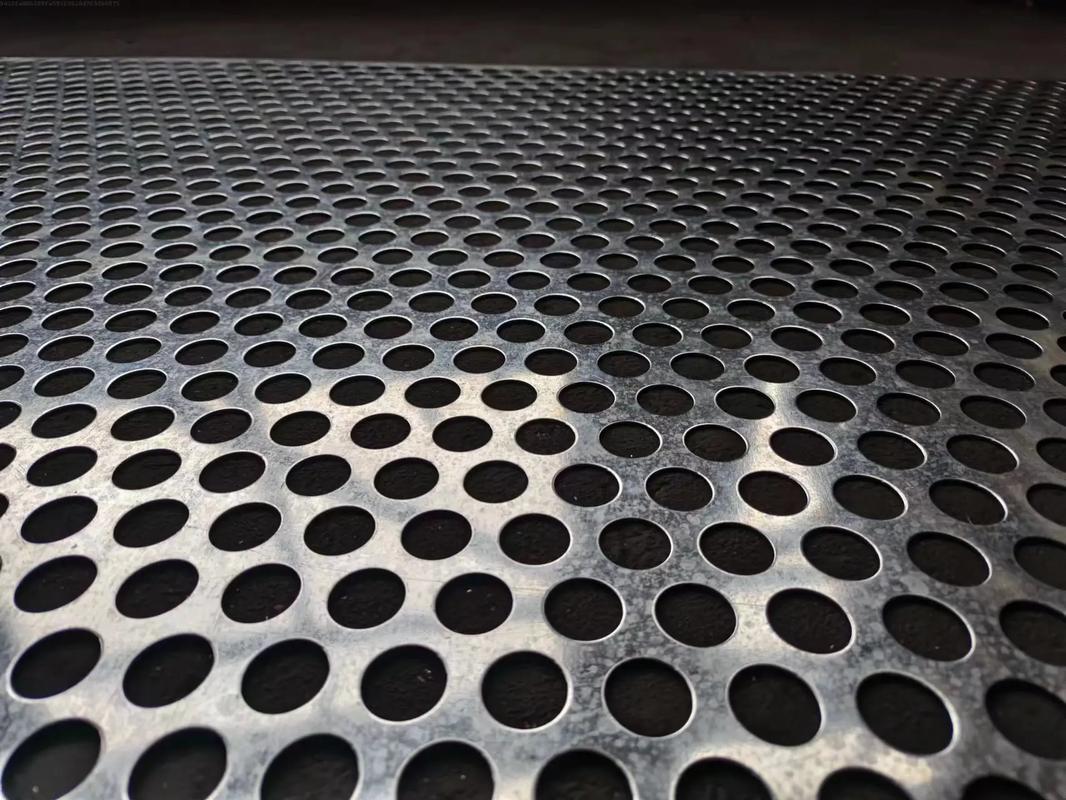
2. Piercing
Piercing creates holes in metal parts. We use this for connectors, brackets, and medical components that need precise holes.
Specs: Hole diameter as small as 0.5mm | Tolerance ±0.005mm for hole position
We use custom piercing dies to ensure holes are straight and burr-free. This is critical for parts that need to fit with other components.
3. Bending
Bending forms metal parts into angles or shapes. We use this for brackets, clips, and enclosures.
Specs: Minimum bend radius 0.5x material thickness | Bend angle tolerance ±0.5°
We use press brakes with CNC control for bending. This ensures consistent angles across thousands of parts. We also compensate for springback in our die design.

4. Draw Forming
Draw forming creates 3D shapes from flat metal sheets. We use this for small enclosures, cups, and medical device components.
Specs: Maximum draw depth 50mm | Wall thickness tolerance ±0.02mm
We use progressive dies for draw forming. This allows us to form complex shapes in a single press stroke, which saves time and money.

Materials We Stamp

Stainless Steel (304, 316)
304 is our most common stainless steel—it’s corrosion-resistant and easy to stamp. 316 is more corrosion-resistant for medical and marine parts.
Thickness range: 0.01mm–1.5mm | Best for: Medical devices, food equipment, marine parts
We use special lubricants to prevent galling when stamping stainless steel.

Aluminum (6061, 5052)
6061 is strong and easy to machine after stamping. 5052 is more formable for complex bends and draws.
Thickness range: 0.02mm–1.5mm | Best for: Electronic parts, automotive components, aerospace brackets
Aluminum is lightweight and corrosion-resistant—perfect for parts that need to be light.

Copper Alloys (Brass, Phosphor Bronze)
Brass is easy to stamp and has good electrical conductivity. Phosphor bronze is springy for connectors and switches.
Thickness range: 0.01mm–1.0mm | Best for: Electrical connectors, switches, springs
Copper alloys are great for parts that need to conduct electricity or have good spring properties.
Stamping Standards We Follow
- ISO 9001:2015: Quality management standard that requires documented processes. Ensures consistent part quality across all runs.
- ASTM A653: Standard for thin carbon steel sheets. Ensures material thickness and flatness meet our stamping requirements.
- ASME Y14.5-2009: GD&T (Geometric Dimensioning and Tolerancing) standard. Ensures our stamping dies match your design exactly.
- IATF 16949:2016: Automotive industry standard. Ensures parts meet the strict quality requirements of the automotive industry.
- ISO 13485:2016: Medical device standard. Requires cleanroom stamping and traceability of every part for medical components.
- NADCAP: Aerospace standard. Ensures our stamping processes meet the strict requirements of the aerospace industry.
Following these standards adds a little time to the process, but it ensures your parts will meet your quality requirements every time.
Stamping Test Data (For Reference Only)
Test Details
Tested on 200 parts (Jan–Jul 2025) | Equipment: 200-ton stamping press, Mitutoyo CMM, surface roughness tester | Data for reference only—actual results may vary based on part design and material batch.
- Tolerance measured on critical dimensions using CMM.
- Springback angle measured after bending using a digital protractor.
- Burr height measured using a surface roughness tester.
- All parts passed our quality control standards.

Industries We Serve
Electronics
We stamp parts for phones, computers, and other electronic devices. This includes connectors, contacts, shields, and heat sinks.
Key specs: Tolerance ±0.005mm | Thickness 0.01mm–0.5mm
We use cleanroom stamping for electronic parts to prevent contamination.

Medical
We stamp parts for medical devices like surgical instruments, implantable devices, and diagnostic equipment.
Key specs: ISO 13485 certified | Tolerance ±0.003mm | Thickness 0.02mm–1.0mm
All medical parts are made in a cleanroom and are traceable from start to finish.

Automotive
We stamp parts for cars and trucks. This includes brackets, clips, sensors, and electrical components.
Key specs: IATF 16949 certified | Tolerance ±0.01mm | Thickness 0.1mm–1.5mm
All automotive parts are tested for durability and corrosion resistance.
Advantages & Challenges of Thin Metal Stamping
Advantages
- High precision: We can hold tolerances as tight as ±0.003mm for small parts.
- High volume: We can stamp 10,000–1,000,000 parts per run quickly and affordably.
- Low cost: Stamping is cheaper than CNC machining for high-volume production.
- Complex shapes: We can form complex shapes that are hard to make with other processes.
- Consistency: Every part is identical, which is critical for assembly.
Challenges & Solutions
- Springback: Metal springs back after bending. We compensate for this in our die design.
- Burrs: Stamping can create small burrs. We use deburring processes to remove them.
- Material thickness variation: Some sheets have slight thickness variations. We adjust our presses to compensate.
- Tool wear: Dies wear out over time. We inspect and maintain dies regularly to ensure quality.
FAQs About Thin Metal Stamping

- Q: What is the minimum thickness for thin metal stamping?A: We can stamp metal as thin as 0.01mm, but the minimum thickness depends on the material and part design.
- Q: What is the maximum part size you can stamp?A: We can stamp parts up to 300mm wide and 500mm long.
- Q: How long does it take to make a stamping die?A: A simple die takes 1–2 weeks. A complex die takes 4–6 weeks.
- Q: Can you stamp titanium?A: Yes, we can stamp titanium parts for aerospace and medical applications.
- Q: Do you offer secondary processes like plating or deburring?A: Yes, we offer plating, deburring, and assembly services.