Answer
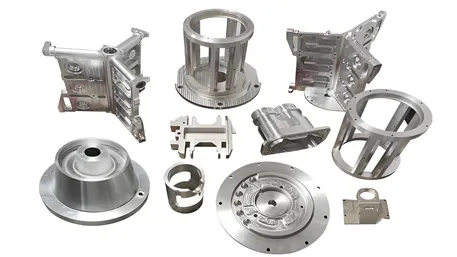
Brass machined components refer to functional parts made from brass (a copper-zinc alloy with zinc content typically 5%-45%) through machining, casting, forging, or other processes. Common methods include CNC milling, turning, drilling, as well as stamping and die-casting. Due to its good electrical conductivity, corrosion resistance, machinability, and aesthetic appeal, brass is widely used to manufacture electronic connectors, valves, pipe fittings, gears, decorative items, etc. Machined components achieve precision up to ±0.05mm with controlled surface roughness, and some undergo post-treatments like electroplating or passivation to enhance performance and appearance. Whether tiny parts for precision electronics or large components for bathroom fixtures, brass machined components meet diverse industrial and civil needs.
Extended Answer
I. Characteristics and Technical Advantages of Brass Materials
1. Alloy Composition and Properties
Brass is a metallic material with copper (Cu) as the matrix and zinc (Zn) as the main alloying element, with some grades adding lead (Pb), tin (Sn), manganese (Mn), etc., to enhance specific properties:
Brass is a metallic material with copper (Cu) as the matrix and zinc (Zn) as the main alloying element, with some grades adding lead (Pb), tin (Sn), manganese (Mn), etc., to enhance specific properties:
- Influence of Zinc Content: Low-zinc brass (e.g., H80, 80% copper) excels in plasticity for cold working; high-zinc brass (e.g., H62) offers high strength for structural parts.
- Special Alloying: Leaded brass (e.g., HPb59-1) features excellent machinability as lead particles lubricate tools; tin brass (e.g., HSn62-1) resists seawater corrosion, suitable for marine parts.
- Physical Properties: Density ~8.5g/cm³, thermal conductivity 116W/m·K, electrical conductivity 20%-30% of pure copper, with good wear and fatigue resistance.
2. Machining Adaptability
Brass has low hardness (HB≤150) and small cutting resistance, but high-zinc brass tends to produce burrs, requiring optimized tool angles; leaded brass may release lead at high temperatures, necessitating cutting temperature control.
Brass has low hardness (HB≤150) and small cutting resistance, but high-zinc brass tends to produce burrs, requiring optimized tool angles; leaded brass may release lead at high temperatures, necessitating cutting temperature control.
II. Analysis of Core Machining Processes
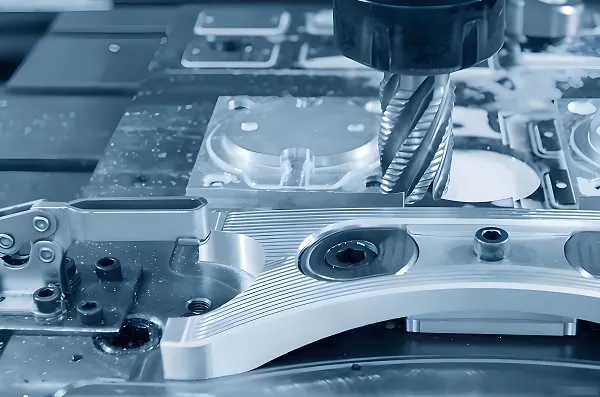
1. Cutting Processes
- CNC Milling and Turning:
- Tool Selection: HSS tools suit low-speed machining, cemented carbide tools (e.g., YG6X) for high-speed cutting, and coated tools (TiN/TiAlN) reduce friction.
- Parameter Optimization: For H62 brass milling, spindle speed 2,000-4,000rpm, feed rate 300-600mm/min; for HPb59-1 turning, linear speed controls at 80-120m/min to prevent lead vaporization.
- Drilling and Tapping: For fine threads below M6, drill first then tap (hole diameter = nominal diameter – 1.1×pitch, e.g., 3.3mm for M4), using emulsion coolant to prevent tool adhesion.
2. Forming Processes
- Stamping and Forging: Low-zinc brass (e.g., H85) is stamped for electronic connectors, preheated to 300-400℃ for plasticity; hot forging shapes large H62 brass valve blanks.
- Die Casting: Suitable for complex thin-walled parts (e.g., bathroom faucets), with mold temperature controlled at 180-220℃ and filling speed 15-30m/s for precision.
3. Post-Processing
- Surface Treatment: Nickel plating (5-8μm) improves salt spray resistance, chrome plating (2-3μm) enhances wear resistance; passivation forms a transparent film to prevent “season cracking” (stress corrosion).
- Deburring and Polishing: Vibratory finishing for medium-small parts, electrolytic deburring for precision holes; mirror polishing achieves Ra≤0.4μm for decorative items.
III. Technical Terms and Concepts
| Term | Definition and Application in Brass Machining |
|---|---|
| Cutting Speed | Recommended linear speed 80-150m/min for brass; excessive speed causes tool wear and lead vaporization |
| Tool Rake Angle | 12°-15° for HSS tools, 15°-20° for cemented carbide to improve cutting efficiency when machining brass |
| Intergranular Corrosion | Brass with Zn>20% is prone to intergranular corrosion in humidity; Zn content controlled or surface protected |
| Minimum Cutting Thickness | Micro-machining achieves 0.02mm cutting for brass, suitable for electronic reed manufacturing |
| Shrinkage Rate | Brass die casting shrinkage ~0.8%-1.2%, requiring dimensional compensation in mold design |
IV. Machining Capabilities and Part Characteristics
1. Structural Adaptability and Technical Limitations
- Complex Structure Machining: Five-axis CNC machines manufacture intersecting hole systems in brass valves (hole angle tolerance ±0.05°); micro-milling processes 0.3mm-wide heat sinks, requiring thermal deformation control.
- Thin-Walled Parts Machining: 0.2mm-thick brass parts use vacuum adsorption fixtures, with cutting speed reduced to 60% of normal to avoid vibration-induced deformation.
2. Typical Brass Grades and Part Matching
| Alloy Grade | Composition | Typical Application Scenarios |
|---|---|---|
| H62 | Cu62%/Zn38% | Valves, pipe fittings, mechanical structures |
| H65 | Cu65%/Zn35% | Electronic connectors, spring contacts, hardware components |
| HPb59-1 | Cu59%/Zn39%/Pb1% | Clock gears, automatic lathe parts, nuts |
| HSn62-1 | Cu62%/Zn37%/Sn1% | Marine valves, offshore components |
| HMn58-2 | Cu58%/Zn39%/Mn3% | Anti-magnetic instrument parts, solenoid valve housings |
V. Industry Applications and Verification Scenarios
1. Electronics and Electrical Field
- Connectors and Plugs: Mobile phone SIM card slot reeds (H65 brass) are stamped + CNC-machined to 0.15mm thickness, with 0.2-0.3N elastic force and ≥10,000 insertion cycles; transformer busbars (H90 brass) must have conductivity ≥85%IACS after milling.
- Shielding and Cooling Components: 5G base station shielding covers (H68 brass) are five-axis milled for deep cavities, with shielding effectiveness ≥60dB (1-10GHz); heat sinks are stamped + bent with 0.8mm fin spacing.
2. Mechanical and Bathroom Field
- Valves and Fittings: Brass globe valve cores (H62) have Ra≤0.4μm sealing surfaces after turning, passing 1.6MPa hydrostatic tests leak-free; faucet bodies (HPb59-1) must meet lead leaching standards (≤0.2mg/L).
- Transmission Parts: Worm gears (ZCuZn38Mn2Pb2) have 140HB tooth surfaces after hobbing, with ≥85% transmission efficiency and ≤65dB noise.
3. Decorative and Crafts Field
- Jewelry and Hardware: Brass watch buckles (H85) are CNC-milled for patterns, electroplated with 18K gold (2μm), passing ≥24-hour salt spray tests without discoloration.
- Art Installations: Brass sculptures are cast + CNC-carved, with contour errors ≤0.1mm and ≥90% mirror reflectivity after manual polishing.
VI. Technical Challenges and Development Trends
1. Faced Challenges
- Eco-Friendly Machining: Lead vapor from leaded brass cutting requires high-efficiency fume purification systems (filtration ≥99.9%).
- Precision Control: Deformation from cutting forces in thin-walled/micro brass parts needs fixture and process optimization via finite element analysis.
2. Development Trends
- Green Manufacturing: Dry cutting (MQL) reduces coolant usage; lead-free eco-brass (e.g., Cu-Sn-Ni alloys) replaces traditional leaded materials.
- Composite Machining: CNC turning-milling machines complete multi-processes in one setup, boosting efficiency by 40%; 3D printing combines with CNC for complex internal structures.
- Intelligent Production: AI-assisted programming adjusts cutting parameters based on brass hardness distribution, reducing tool wear by 30% and enhancing stability.
Conclusion
Brass machined components widely apply in industrial and civil fields, leveraging material versatility and diverse processing technologies. From precision electronics to large mechanical parts, their manufacturing integrates material property optimization, process control, and surface treatment. Driven by environmental and intelligent demands, future brass machining will evolve toward green, high-precision, and composite technologies, continuously providing reliable component solutions for advanced manufacturing.