Sticking in injection molded parts occurs when the plastic part adheres to the mold surface during ejection, primarily caused by insufficient draft angles, poor surface finish, inadequate cooling, improper process parameters, or material-related issues that increase adhesion forces between the part and mold.

Types of Injection Molding Sticking
|
Sticking Type
|
Appearance
|
Common Causes
|
Troubleshooting Focus
|
|
Part Sticking to Cavity
|
Part adheres to cavity surface
|
Insufficient draft, surface issues
|
Draft angles, surface finish
|
|
Part Sticking to Core
|
Part adheres to core side
|
Poor ejection, cooling problems
|
Ejection system, cooling
|
|
Runner/sprue Sticking
|
Runner remains in mold
|
Design flaws, temperature issues
|
Runner design, temperature
|
|
Nozzle Sticking
|
Material stuck at nozzle
|
Temperature, pressure problems
|
Temperature control, cleaning
|
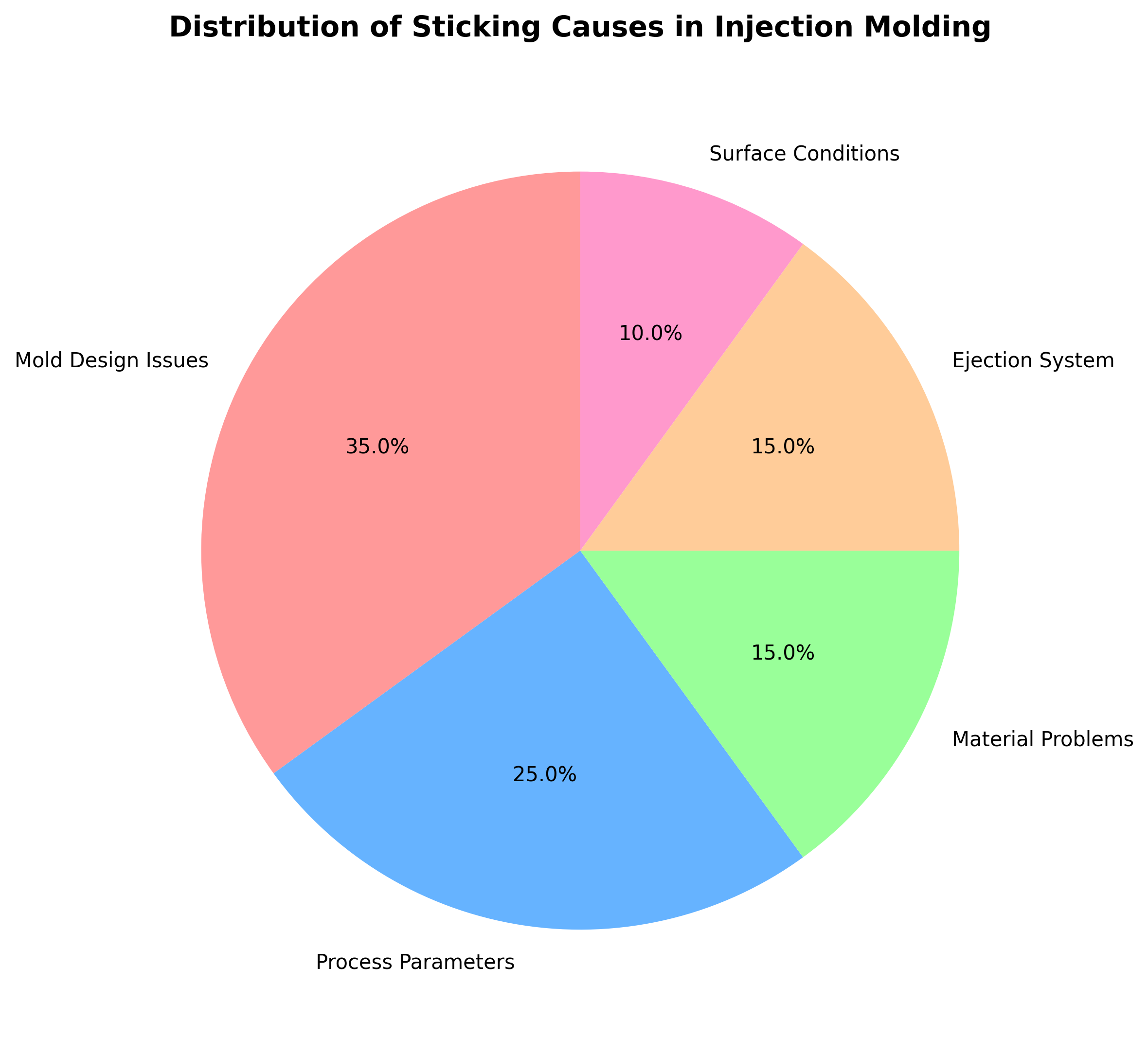
Distribution of Sticking Causes
Sticking Solutions Comparison
w
Professional Knowledge about Injection Molding Sticking
Mold Design Factors
- Draft Angle Requirements: Minimum 1-3° for simple parts, 5°+ for complex geometries
- Surface Finish: Ra < 0.8μm required, mirror polish (Ra < 0.05μm) recommended for critical surfaces
- Gate Design: Proper gate size and location to ensure balanced filling and easy ejection
- Runner System: Tapered runners with sufficient draft angles (1-3°) for easy removal
- Ejection System: Balanced ejection with adequate stroke and force distribution
Process Parameter Issues
- Temperature Control:
-
- Mold temperature too high increases adhesion
-
- Mold temperature too low causes premature cooling and shrinkage
-
- Nozzle temperature must match material requirements
- Pressure Settings:
-
- Excessive injection pressure increases packing stress
-
- Insufficient holding pressure causes incomplete filling
- Cooling Time:
-
- Too short: Material not fully solidified
-
- Too long: Excessive shrinkage and adhesion
- Injection Speed: Too fast causes turbulence and uneven filling
Material-Related Factors
- Material Viscosity: High viscosity materials require more draft and better surface finish
- Additives and Fillers: Lubricants reduce friction, while fillers can increase adhesion
- Thermal Properties: Materials with high shrinkage rates require careful cooling control
- Moisture Content: Moisture can cause material degradation and increased adhesion
Surface Treatment Solutions
- Polishing: Progressive polishing from 600 grit to 1200 grit or higher
- Coatings: Chrome plating, PVD coatings, or Teflon-based treatments
- Texturing: Controlled surface textures to reduce contact area
- Release Agents: Temporary solutions for difficult materials
Ejection System Optimization
- Ejector Pin Design: Sufficient diameter (≥3mm) and proper spacing
- Ejection Force: Balanced force distribution across the part
- Ejection Speed: 10-30mm/s for optimal performance
- Secondary Ejection: For complex parts requiring multi-stage ejection
Frequently Asked Questions (FAQ)
Q1: What is the minimum draft angle required to prevent sticking?
A: Minimum 1-3° for simple parts, 5° or more for complex geometries, textured surfaces, or deep cavities.
Q2: How can I improve mold surface finish to prevent sticking?
A: Polish to Ra < 0.8μm, use chrome plating or PVD coatings, and ensure polishing direction matches melt flow.
Q3: What temperature settings help prevent sticking?
A: Maintain mold temperature within material recommendations, ensure uniform cooling, and avoid overheating the nozzle.
Q4: How does material selection affect sticking tendency?
A: High viscosity materials, sticky elastomers (TPE/TPR), and materials with high shrinkage rates are more prone to sticking.
Q5: What ejection system design considerations prevent sticking?
A: Adequate ejector pin size (≥3mm), balanced distribution, sufficient stroke, and appropriate ejection speed (10-30mm/s).
Q6: How can I troubleshoot runner and sprue sticking?
A: Increase runner draft angles (1-3°), polish runner surfaces, optimize cooling time, and ensure proper nozzle alignment.
Q7: What role does cooling play in preventing sticking?
A: Proper cooling ensures complete solidification without excessive shrinkage, maintaining dimensional stability for easy ejection.
Q8: When should I use release agents for sticking issues?
A: As a temporary solution for difficult materials or during initial production, but avoid over-reliance as they can affect part quality.
Disclaimer
All experimental data presented in this paper are derived from controlled production environments and standardized test procedures. However, due to differences in equipment models, material batches, and on-site operating conditions, readers are advised to verify and adjust technical parameters according to their specific application scenarios before practical implementation.
The research results and technical insights shared herein are based on the author’s professional experience and experimental observations. The author and the affiliated institution shall not be liable for any direct, indirect, or consequential damages (including but not limited to equipment damage, product quality issues, or production losses) arising from the improper use of the information provided in this paper.
All experimental data presented in this paper are derived from controlled production environments and standardized test procedures. However, due to differences in equipment models, material batches, and on-site operating conditions, readers are advised to verify and adjust technical parameters according to their specific application scenarios before practical implementation.
The research results and technical insights shared herein are based on the author’s professional experience and experimental observations. The author and the affiliated institution shall not be liable for any direct, indirect, or consequential damages (including but not limited to equipment damage, product quality issues, or production losses) arising from the improper use of the information provided in this paper.