Metal Injection Molding, known as Metal Injection Molding (MIM), is an advanced powder metallurgy near-net forming technology. This technology is a new process derived from the plastic injection molding industry, through the metal powder and plastic binder mixing, then through the high-pressure injection molding, and finally sintering treatment, so as to obtain the desired shape and performance of the metal parts.
1.Working Principle
Raw material mixing: Mix metal powder (such as iron, copper, aluminum, etc.) with plastic binder in a certain proportion to form a mixture that can be injected.
Injection molding: the use of injection molding machine will be injected into the mold mixture at high temperature and high pressure, fill the mold cavity and cooling and curing, the formation of blanks with a certain shape and size.
Degreasing: The plastic binder in the blank is removed chemically or pyrolytically to bring the metal powder particles in the blank into contact with each other.
Sintering treatment: The degreased blanks are sintered at high temperature, so that metallurgical bonding occurs between the metal powder particles to form dense metal parts.
2. Metal injection molding customized service process
2.1 Product design and development
Determine the needs: Communicate with customers to clarify the function, size, material, performance and other requirements of the parts.
Design optimization: use CAD (computer-aided design) software to carry out three-dimensional modeling of the parts and optimize the design to ensure that the parts are structurally sound, easy to process and meet the performance requirements.
2.2 Raw material preparation
Powder selection: according to the performance requirements of the parts to select the appropriate metal powder, such as iron, copper, aluminum and other alloy powders.
Mixing binder: the metal powder and plastic binder according to a certain proportion of mixing, the formation of injection molding mixture. This process requires strict control of the mixing ratio and mixing conditions to ensure the homogeneity and stability of the mixture.
2.3 Injection Molding
Mold design: design the injection mold according to the three-dimensional model of the part, the mold design needs to consider the shrinkage of the part, demolding slope and other factors.
Injection molding: the mixture is injected into the mold at high temperature and pressure, filling the mold cavity and cooling and curing. This process requires control of parameters such as injection temperature, pressure and speed to ensure the shape and dimensional accuracy of the part.
2.4 Degreasing Process
Binder removal: The injection molded blanks are degreased to remove the plastic binders by chemical or pyrolytic methods. This process requires control of parameters such as degreasing temperature and time to avoid damage to metal powder particles.
2.5 Sintering
High-temperature sintering: The degreased blanks are sintered at high temperature, so that metallurgical bonding occurs between the metal powder particles to form a dense metal part. Parameters such as sintering temperature, time and atmosphere need to be controlled during the sintering process to ensure the denseness and performance of the parts.
2.6 Post-treatment and inspection
Post-processing: carry out post-processing operations such as grinding and polishing on the sintered parts to improve the surface quality and precision of the parts.
Quality Inspection: Use inspection tools such as coordinate tester and quadratic imager to inspect the quality of the parts to ensure that the size, shape and performance of the parts meet the design requirements.
2.7 Delivery and feedback
Delivery to customers: deliver qualified parts to customers and provide relevant technical documents and after-sales service.
Customer Feedback: Collect customer’s feedback and make continuous improvement and optimization of the production process.
3.Technical features
High manufacturing precision: metal injection molding technology can realize the manufacturing of metal parts with complex shapes and high precision, and the precision can reach micron level.
Material diversity: the technology is applicable to a wide range of metal materials, including iron-based, copper-based, aluminum-based and other alloy powders.
High design freedom: By changing the mold design, metal parts of various shapes and sizes can be manufactured to meet the needs of different industries.
High production efficiency: metal injection molding technology is characterized by a high degree of automation and fast production efficiency, making it suitable for mass production.
Good cost-effectiveness: Although the initial investment in equipment is large, in the long run, it has good cost-effectiveness due to high production efficiency and high material utilization.
4. Application areas
Metal injection molding technology has a wide range of applications in a number of fields, such as aerospace, automotive manufacturing, electronics and electrical appliances, medical devices and so on. In the field of aerospace, it can manufacture aviation engine parts, spacecraft structural parts, etc.; in the field of automobile manufacturing, it can manufacture engine parts, transmission system parts, etc.; in the field of electronic and electrical appliances, it can manufacture connectors, housings and other parts; in the field of medical devices, it can manufacture surgical instruments, artificial joints, etc.
Metal Injection Molding FAQ
1. What is metal injection molding?
Answer: Metal injection molding is a technology that mixes metal powder with binder and makes it into the desired shape through the injection molding process, and then goes through post-processing steps such as degreasing and sintering to finally obtain a dense metal part. It combines the flexibility of injection molding with the high strength advantages of powder metallurgy.
2. What materials are suitable for metal injection molding?
Answer: Metal injection molding is applicable to a wide range of metal materials including, but not limited to, stainless steel, iron-based alloys, copper alloys, aluminum alloys, titanium alloys, and cemented carbides. These materials can be selected based on the specific application needs of the part.
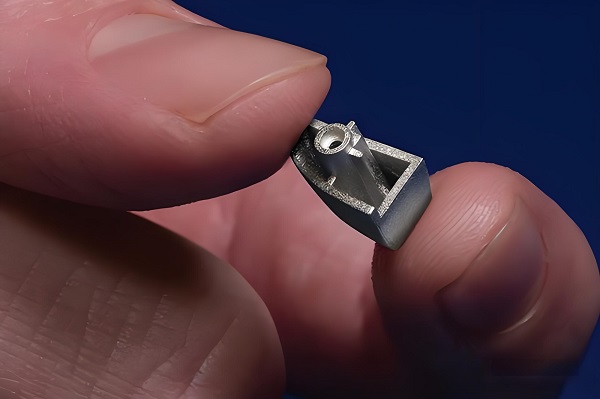
3. What is the range of part sizes and weights for metal injection molding?
Answer: Metal injection molding technology is capable of manufacturing parts ranging in size from a few millimeters to several hundred millimeters and in weight from a few milligrams to several hundred grams. It is particularly good at making small, complex shaped parts.
4. How accurate is metal injection molding?
Answer: Metal injection molded parts have a high degree of dimensional accuracy, typically achieving tolerances in the range of ±0.1% to ±0.5%. In addition, the surface finish of the parts is excellent, with roughnesses of 1 to 5 microns achievable.
5. How do the degreasing and sintering processes affect part performance?
Answer: The degreasing process primarily removes the binder from the part, while the sintering process results in metallurgical bonding between the metal powder particles to form a dense metal structure. Both processes are critical to the final properties of the part, including density, strength, hardness, wear resistance, etc.
6. What are the advantages of metal injection molding over other metal processing methods?
Answer: Metal injection molding has several advantages:
Efficient and fast: Capable of producing large quantities of parts in a short period of time.
Precision molding: capable of producing parts with complex shapes and high precision.
High material utilization: Injection material can be used repeatedly, high material utilization.
Cost Effectiveness: Suitable for high volume production and can significantly reduce unit costs.
Large degree of design freedom: Provides a large degree of freedom for part design, allowing the manufacture of complex structures that are difficult to achieve with traditional methods.