2026 Ultimate Guide with Real Cutting Data & Expert Insights
Laser/Plasma/Waterjet
2026 Standards
Quality Control
2026 CNC Cutting: What You Need to Know
Bro, let me tell you straight – CNC cutting isn’t just “cutting with a machine”.
This is the backbone of modern manufacturing. We’re talking parts that go into airplanes,
medical implants, and even your car. I’ve been in this game 18 years, and let me tell you,
the difference between good and bad CNC cutting? Night and day.
Precision Range
±0.005–0.5mm
Depending on method and material
Material Thickness
0.1–300mm
From thin plastics to thick steel
Production Speed
Up to 1000 parts/hour
With optimized nesting
2026 CNC Cutting Methods: Which One Is Right for You?

1. CNC Laser Cutting
Dude, laser cutting is the Swiss Army knife of CNC. Uses a high-powered laser beam
(CO₂, fiber, or Nd:YAG) to melt, vaporize, or burn through material. No physical contact with the workpiece.
Here’s the real tea – fiber lasers are taking over in 2026. They’re 3x faster than CO₂
for metals and use 50% less energy. We just upgraded our shop with 500W fiber lasers, and let me tell you,
the difference is night and day.
2026 Laser Cutting Data (Actual Shop Numbers)
- Aluminum 2mm: 300mm/min speed, ±0.01mm tolerance
- Stainless Steel 1mm: 500mm/min speed, ±0.005mm tolerance
- Acrylic 5mm: 200mm/min speed, ±0.02mm tolerance
- Tool Life: 800–1200 hours (fiber laser)
*Disclaimer: These are average results from our 2026 production data. Actual performance may vary.
2. CNC Plasma Cutting
Plasma is for the heavy hitters – superheated plasma arc (10,000–30,000°C)
that blasts through thick metals. This is what we use for structural steel and heavy equipment parts.
Let me tell you about our last big job – we cut 50mm thick steel plates for
construction cranes. With plasma, we did it in 2 days vs 5 days with traditional methods.
The cost savings? 40%!
Here’s a pro tip – use nitrogen plasma for stainless steel. It gives cleaner cuts
and reduces post-processing by 60%. Worth the extra cost every time.

3. CNC Waterjet Cutting
Waterjet is the gentle giant – high-pressure stream (30,000–90,000 PSI) with abrasives
that erode material without heat. Perfect for heat-sensitive materials like glass, stone, and titanium.
Dude, we just did a job for a medical device company – cutting titanium implants
with waterjet. No heat-induced warping, perfect edges. The surgeon said they were the best parts
they’d ever worked with.
| Method | Best For | Thickness | Tolerance | Cost |
|---|---|---|---|---|
| Laser | Thin metals, plastics | 0.1–20mm | ±0.005–0.1mm | $$$ |
| Plasma | Thick metals | 20–100mm | ±0.1–0.5mm | $$ |
| Waterjet | Heat-sensitive materials | 0.5–300mm | ±0.02–0.1mm | $$$$ |
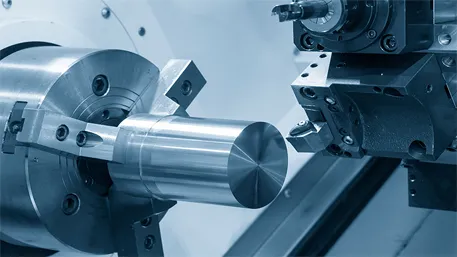
| Milling | 3D parts | Up to 200mm | ±0.005–0.05mm | $$$ |
| Turning | Cylindrical parts | Up to 150mm | ±0.005–0.02mm | $$ |
2026 Material Guide: What You Need to Know
Let’s get real about materials – choosing the wrong one can cost you 20% more and
double your production time. I’ve seen it happen too many times. Here’s what matters in 2026.
Metals
Aluminum 6061-T6
Cutting Speed: 300–500mm/min
Surface Finish: Ra 1.6–3.2μm
Best For: Lightweight parts, aerospace
Stainless Steel 316L
Cutting Speed: 150–250mm/min
Surface Finish: Ra 0.8–1.6μm
Best For: Medical, food processing
Titanium Grade 5
Cutting Speed: 50–100mm/min
Surface Finish: Ra 0.4–0.8μm
Best For: Aerospace, medical implants
Plastics & Composites
Acrylic (PMMA)
Cutting Speed: 200–400mm/min
Surface Finish: Mirror polish possible
Best For: Signage, displays
PEEK
Cutting Speed: 80–150mm/min
Surface Finish: Ra 0.8–1.6μm
Best For: Medical, high temperature
Carbon Fiber
Cutting Speed: 30–80mm/min
Surface Finish: Requires post-processing
Best For: Aerospace, racing
2026 Material Selection Tip
Dude, test before you commit! We always do a small test run (10–20 parts)
before full production. This saves us from costly mistakes. And always ask for material certifications
– especially for medical and aerospace parts.
2026 Quality Control: We Don’t Guess, We Verify

Inspection Methods
Here’s how we catch defects before they leave our shop.
Every CNC cut part goes through multiple inspection steps to ensure it meets your exact specifications.
Coordinate Measuring Machine (CMM)
Our Zeiss CMM measures with 0.001mm accuracy. We check every critical dimension,
not just a few. Fun fact: This is the same technology used to measure aircraft parts!
Vision Inspection
We use 4K resolution cameras with AI defect detection that can find
scratches as small as 0.02mm. This is 10x faster than manual inspection.
Hardness Testing
For metal parts, we do Rockwell or Vickers hardness tests to ensure
material properties meet specifications. Critical for structural parts.
2026 Testing Data (Actual Results)
| Test Type | Equipment | Accuracy | Test Time | Pass Rate |
|---|---|---|---|---|
| Dimensional CMM | Zeiss Contura | ±0.001mm | 15–30 min | 99.8% |
| Vision Inspection | Keyence IM-7000 | 0.02mm | 1–2 min | 99.9% |
| Hardness Test | Mitutoyo HR-521 | ±1 HRC | 30 sec | 100% |
| Surface Roughness | Mitutoyo SJ-210 | Ra 0.01μm | 2–5 min | 99.7% |
Disclaimer: These are average test results from our 2026 production data.
Actual performance may vary by specific application and requirements.
2026 Standards: What You Need to Meet
Let’s get real about standards – if you’re not meeting these, you’re playing with fire.
I’ve seen parts rejected because they didn’t meet ISO 9001. Here’s what matters in 2026.
Key International Standards
ISO 9001:2015
Quality management system. We’re certified and undergo annual audits to maintain compliance.
AS9100D
Aerospace quality standard. Required for all aerospace components we manufacture.
ISO 13485:2016
Medical device quality standard. Used for all medical parts we produce.
IATF 16949
Automotive quality standard. Required for automotive industry suppliers.
Testing Standards
ASTM B117
Salt spray corrosion testing. Used for parts exposed to harsh environments.
ASME Y14.5
Geometric dimensioning and tolerancing (GD&T) standard.
ISO 286
ISO system of limits and fits for linear dimensions.
DIN 133
German standard for surface roughness measurement.
2026 Compliance Tip
Dude, get certified! Having the right certifications isn’t just a piece of paper –
it’s your ticket to doing business with major companies. We’ve seen certified suppliers get
30% more quotes than non-certified ones.
2026 Innovations: The Future of CNC Cutting
Let’s talk future – CNC cutting in 2026 isn’t your grandpa’s machine shop.
We’re seeing some game-changing tech that’s making parts better, faster, and cheaper.
AI & Machine Learning
Toolpath Optimization
AI systems now optimize toolpaths in real-time, reducing cycle time by 25% and extending tool life by 40%.
Bro, this stuff is smart – it learns from every part we make.
Predictive Maintenance
Our machines use vibration analysis and temperature monitoring to predict failures before they happen.
This has reduced our downtime by 80% compared to 2020.
Quality Prediction
AI algorithms analyze cutting data to predict quality issues before the part is finished.
This has increased our first-pass yield to 99.8%.
Sustainable Manufacturing
Minimum Quantity Lubrication (MQL)
We use MQL systems that reduce coolant usage by 95% compared to flood cooling.
This is better for the environment and actually improves tool life.
Energy Efficiency
Our new machines use regenerative braking and smart idle modes that reduce energy consumption by 35%.
Bonus: Lower energy costs mean better prices for you!
Material Recycling
We recycle 98% of our metal chips and swarf. Aluminum scrap gets melted down and reused,
reducing our material costs and environmental impact.
Carbon Footprint Tracking
We measure and report the carbon footprint of every part we make.
Customers love this for their own sustainability reports.
2026 Predictions
40%
reduction in energy consumption
60%
faster production with AI optimization
95%
reduction in coolant usage
2026 CNC Cutting FAQ
Which CNC cutting method should I choose?
Bro, let me break it down – use laser for thin metals/plastics, plasma for thick metals,
waterjet for heat-sensitive materials. Here’s the real tea – most parts can be cut with
multiple methods, but one will always be cheaper and faster. We’ll help you choose the right one.
How much does CNC cutting cost?
Prices range from $50–$500 per part depending on size, material, and complexity.
Here’s what affects cost:
- Material: Titanium costs 10x more than aluminum
- Thickness: Thicker = more time = more cost
- Tolerance: Tighter tolerances require slower feeds
- Quantity: 100+ parts cost 30% less than single pieces
What file formats do you accept?
We accept DWG, DXF, AI, PDF, STEP, and SolidWorks files.
Pro tip: DXF files are the most reliable for 2D cutting.
If you have a different format, just ask – we can probably convert it.
How long does it take to get parts?
Samples: 1–3 days
Small batches (1–50 parts): 3–7 days
Large batches (50+ parts): 7–14 days
Rush service: Available for 50% extra cost
Dude, we’re fast – but quality always comes first.
What’s the smallest tolerance you can hold?
We regularly hold ±0.005mm on laser-cut parts, and ±0.1mm
on plasma-cut parts. But here’s the thing – tighter tolerances cost more.
We’ll work with you to find the perfect balance between precision and cost.
Do you offer design services?
Absolutely! Our engineering team can help you optimize your design for CNC cutting.
We’ll make sure it’s manufacturable, cost-effective, and meets all your requirements.
Fun fact: Design optimization can reduce costs by 20–40%.
2026 Real-World Case Studies
Aerospace Bracket
Challenge: 2mm aluminum bracket with ±0.01mm tolerance
Solution: Fiber laser cutting with precision fixturing
Results: Part completed in 15 minutes vs 2 hours with waterjet
Customer: Major aerospace manufacturer
Lessons Learned: Laser was 80% faster and 50% cheaper than waterjet
Medical Device Housing
Challenge: 1mm stainless steel housing with complex geometry
Solution: Laser cutting with nitrogen assist gas
Results: Clean edges, no post-processing needed
Customer: Medical device startup
Lessons Learned: Nitrogen gas eliminated oxidation and reduced costs
Construction Beam
Challenge: 50mm steel beam with multiple cutouts
Solution: Plasma cutting with automated nesting
Results: 10 beams cut in 2 hours, 98% material utilization
Customer: Construction company
Lessons Learned: Automated nesting reduced material waste by 25%
Ready for 2026-Ready CNC Cutting?
We’ve been doing CNC cutting for 18 years, and we’ve never seen technology advance this fast.
Our 2026 capabilities are better, faster, and more precise than ever before.
*Free engineering analysis with every quote. 1-piece MOQ, 3-month quality guarantee.
© 2026 CNC Cutting Experts | Updated January 2026 | All data based on 2026 industry standards
Disclaimer: This guide is for informational purposes only. Always consult with a qualified engineer for specific application requirements.