For milling titanium alloys like Ti-6Al-4V, the recommended RPM range is typically 500-3600 RPM, depending on tool diameter and cutting speed. The exact value can be calculated using the formula: RPM = (Cutting Speed × 1000) / (π × Tool Diameter).

RPM vs Tool Diameter Relationship
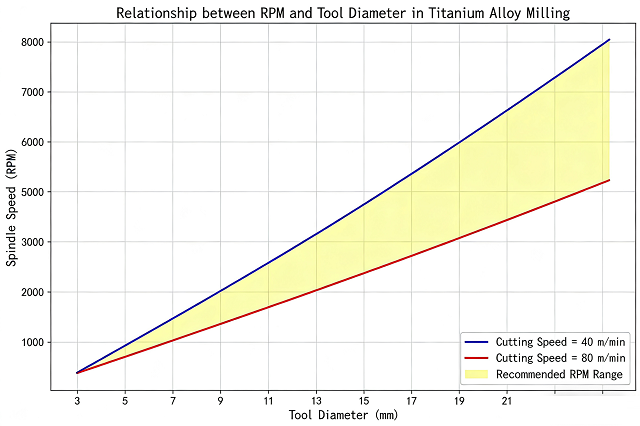
The chart below shows how RPM varies with tool diameter for typical titanium cutting speeds (40-80 m/min):
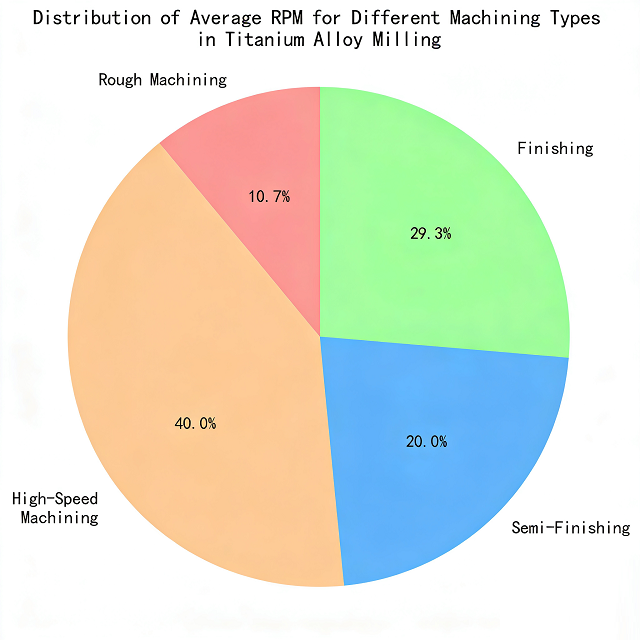
Chart: RPM (Y-axis) vs Tool Diameter (mm, X-axis) at 40/60/80 m/min Cutting Speeds
RPM Calculation Examples
|
Tool Diameter (mm)
|
Cutting Speed = 40 m/min
|
Cutting Speed = 60 m/min
|
Cutting Speed = 80 m/min
|
Recommended Range
|
|
6
|
2122
|
3183
|
4244
|
1273-2546
|
|
10
|
1273
|
1910
|
2546
|
796-1592
|
|
16
|
796
|
1194
|
1592
|
637-1273
|
|
20
|
637
|
955
|
1273
|
509-1019
|
|
25
|
509
|
764
|
1019
|
400-800
|
RPM Distribution by Process Type
The pie chart illustrates the average RPM distribution across different machining processes:
Pie Chart: RPM Distribution (Rough Milling / Finish Milling / High-Speed Milling)
Key Considerations
- Cutting Speed: 40-80 m/min for Ti-6Al-4V with TiAlN coated carbide tools
- Feed Rate: 0.05-0.3 mm/tooth depending on tool size and material
- Tool Material: TiAlN coated carbide recommended for most applications
- Coolant: High-pressure coolant (15-20 MPa) essential to manage heat
- Rigidity: Machine rigidity and tool holding critical to prevent chatter
Always start with conservative parameters and adjust based on tool wear and surface finish quality.
Disclaimer
All experimental data presented in this paper are derived from controlled production environments and standardized test procedures. However, due to differences in equipment models, material batches, and on-site operating conditions, readers are advised to verify and adjust technical parameters according to their specific application scenarios before practical implementation.
The research results and technical insights shared herein are based on the author’s professional experience and experimental observations. The author and the affiliated institution shall not be liable for any direct, indirect, or consequential damages (including but not limited to equipment damage, product quality issues, or production losses) arising from the improper use of the information provided in this paper.
All experimental data presented in this paper are derived from controlled production environments and standardized test procedures. However, due to differences in equipment models, material batches, and on-site operating conditions, readers are advised to verify and adjust technical parameters according to their specific application scenarios before practical implementation.
The research results and technical insights shared herein are based on the author’s professional experience and experimental observations. The author and the affiliated institution shall not be liable for any direct, indirect, or consequential damages (including but not limited to equipment damage, product quality issues, or production losses) arising from the improper use of the information provided in this paper.