CNC (Computer Numerical Control) milling technology, as one of the key technologies in modern manufacturing, plays an irreplaceable role in prototyping, mold development, parts production and other fields with its advantages of high precision, high efficiency and high flexibility. This report will provide a detailed introduction toCNC milling prototyping from multiple dimensions, such as process, flow, material selection, industry knowledge, characteristics, attributes and principles, supported by specific data parameters.

1.Process Overview
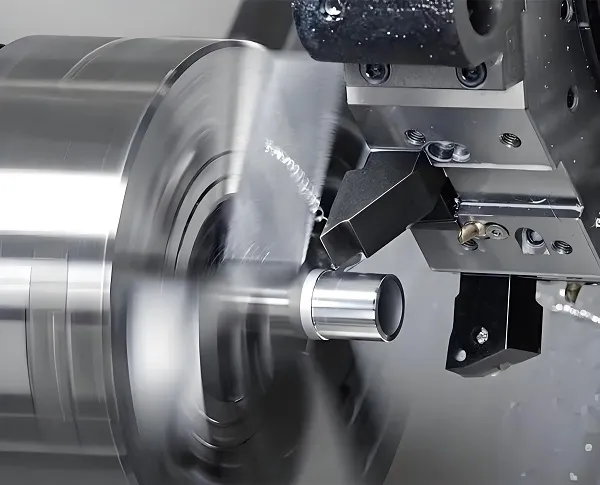
CNC milling is a machining method that uses a computer-controlled milling machine to remove material layer by layer from a workpiece using a rotating cutting tool to form a predetermined shape and size. The process combines the advantages of computer technology and traditional machining, and is capable of realizing the machining of parts with complex shapes and high precision requirements.
2.Process Flow
The process flow of CNC milling prototyping mainly includes the following steps:
2.1 Design phase:
Use CAD (Computer Aided Design) software to draw a three-dimensional model of the part to ensure that the design meets the functional requirements and dimensional accuracy requirements.
According to the design model, develop a detailed machining process program, including tool path planning, cutting parameter settings.
2.2 Programming stage:
Use CAM (Computer Aided Manufacturing) software to convert the CAD model into G code (programming language recognizable by the machine tool).
Optimize the G code to reduce empty strokes and repeated cutting and improve machining efficiency.
Perform simulation verification to ensure that the tool path does not interfere with the workpiece and to predict potential problems in the machining process.
2.3 Preparation stage:
Select appropriate machine tools, cutting tools and fixtures to ensure that the precision and stability of the machine tool meets the machining requirements.
Perform precision calibration and routine maintenance on the machine tool to ensure that it is in good condition.
Fix the workpiece on the machine tool and carry out the necessary tool setting operations to ensure that the relative position between the tool and the workpiece is accurate.
2.4 Machining stage:
Load the G code into the machine control system and start the machine for machining.
During the machining process, pay close attention to the running status of the machine tool and the quality of machining, and adjust the cutting parameters or stop the machine in time to deal with abnormal situations.
Record the key parameters and abnormalities in the machining process to provide a basis for subsequent analysis and improvement.
2.5 Post-processing stage:
After machining is completed, remove the workpiece and carry out deburring, polishing and other post-treatment operations.
Conduct dimensional measurement and surface quality inspection on the workpiece to ensure compliance with the design requirements.
3.Material Selection
There are a wide variety of materials commonly used in CNC milling prototyping, including metals, plastics, composites and so on. Different materials have different physical and chemical properties, which have a direct impact on the selection of cutting tools and cutting parameters. The following are some commonly used materials and their properties:
3.1 Metal:
Aluminum alloy: lightweight, high strength, good corrosion resistance, excellent cutting performance, commonly used in aerospace, automotive manufacturing and other fields. Cutting speed up to 300-600m/min, feed 0.1-0.5mm/rev.
Stainless steel: high strength, good corrosion resistance, but cutting difficulty, need to choose the right tool and cutting parameters. Cutting speed is low, generally between 50-150m/min.
Titanium alloy: low density, high strength, good high temperature resistance, but easy to generate high temperature when cutting and cutting force, need to use special tools and cutting parameters.
3.2 Plastic:
ABS: has good processing performance and mechanical properties, widely used in electronic product shells, automotive parts and other fields. Cutting speed is faster, generally between 100-300m/min.
Nylon: good abrasion resistance, high strength, suitable for making parts that need to bear a certain load. Cutting speed is moderate, need to adjust the cutting parameters according to the specific grade.
3.3 Composite materials:
Composite materials are composed of two or more materials with different properties and have excellent comprehensive performance. When cutting, it is necessary to pay attention to the interlayer bond strength of the material and cutting force control.
4.Properties
CNC milling technology is widely used in many industries such as aerospace, automobile manufacturing, electronic communications, medical devices and so on. Its high-precision, high-efficiency features make the complex shape and structure of the parts can be quickly and accurately processed out. At the same time, CNC milling also has a high degree of flexibility and repeatability, and can be quickly adjusted and optimized according to the design requirements of different products.
5. Properties and Principles
The core of CNC milling lies in the precise control of the machine tool by the computer. The machine tool controls the movement trajectory of the cutting tool in three-dimensional space and the cutting parameters (such as cutting speed, feed, depth of cut, etc.) by reading the instruction information in the G code. The cutting tool contacts the surface of the workpiece and removes excess material during rotation, gradually approaching the predetermined shape and size by cutting layer by layer. During this process, the precision and stability of the machine tool, as well as the sharpness and wear resistance of the tool, have a significant impact on the machining quality.
6. Data Parameters
The following are some examples of typical CNC milling data parameters:
6.1 Cutting speed (Vc): depending on the material, the cutting speed is generally between tens and hundreds of meters / min. The specific value needs to be determined according to factors such as material hardness, tool material and machine performance.
6.2 Feed (f): the distance moved by the cutting tool along the feed direction per revolution, generally between 0.05-0.5mm/rev. The choice of feed needs to consider the material removal rate, machining surface quality and tool life and other factors.
6.3 Depth of cut (ap): the depth of the tool cut into the workpiece each time cutting, generally between 0.1-10mm. The choice of depth of cut needs to be determined according to the workpiece material, tool strength and machine rigidity and other factors.
6.4 spindle speed (n): the rotational speed of the cutting tool, generally in the hundreds to tens of thousands of revolutions / min. The selection of spindle speed should be based on factors such as tool diameter, cutting speed and material properties.
Conclusion
CNC milling prototyping technology occupies an important position in modern manufacturing with its advantages of high precision, high efficiency and high flexibility. High quality and high efficiency of prototyping can be ensured through detailed process planning, precise programming control and reasonable material selection. In the future, with the continuous progress of technology and application expansion, CNC milling technology will play an important role in more fields and promote the sustainable development of manufacturing industry.