Every morning, when you press the plastic switch of your coffee machine or pick up the frosted handle of your electric toothbrush, these seemingly ordinary plastic products have actually undergone an industrial transformation comparable to a sci-fi blockbuster. Let’s step into the fascinating world of injection molding and uncover how it turns plastic pellets into the indispensable companions of our lives.
Cost Code: The Manufacturing Economics of Careful Calculation
- Molds: The “Real Estate Investment” of Manufacturing
- Aluminum molds (50,000 – 80,000 yuan): Suitable for start-up teams, like renting an apartment, capable of producing 30,000 – 80,000 pieces (such as for the trial production of mobile phone cases)
- Domestic steel molds (150,000 – 300,000 yuan): The mainstream choice, similar to buying a necessity house, can be reused 300,000 – 500,000 times (such as for home appliance buttons)
- Imported mirror molds (500,000+): The top configuration in the industry, equivalent to purchasing a luxury house, with a million-times lifespan and guaranteed precision (specially for medical catheters)
- Materials: The Grading of “Food Ingredients” in the Plastic World
| Material Type | Price (yuan/kg) | Analogous Food Ingredient | Typical Application |
|---|---|---|---|
| PP (Polypropylene) | 12 | Common Potatoes | Daily necessities, food packaging |
| PC (Polycarbonate) | 28 | Imported Steak | Explosion-proof lamp shades, safety helmets |
| PEEK (Polyetheretherketone) | 900 | Top-grade Caviar | Aerospace parts |
Money-saving Secrets:
- When in mass production, the mold cost is amortized to 0.05 yuan per piece.
- The leftover material recycling system enables a raw material utilization rate of up to 98% (similar to the reuse of “leftover ingredients” in the vegetable market).
The Entire Production Process: The 72 Transformations of Plastics
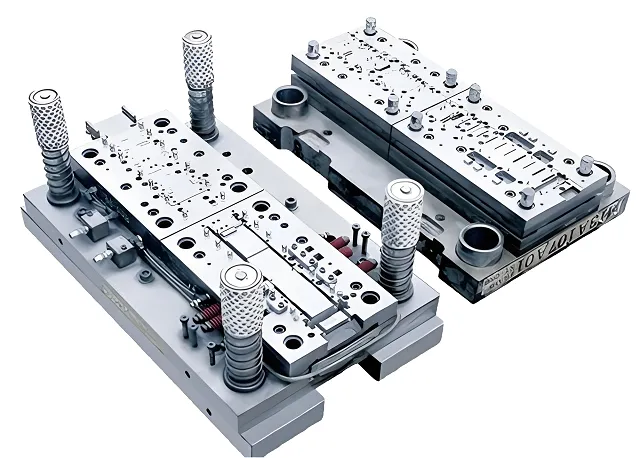
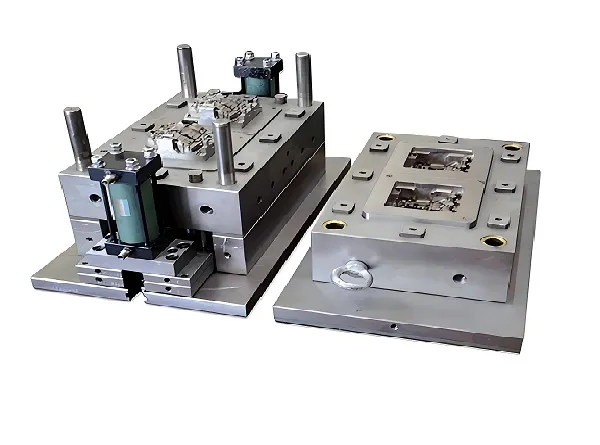
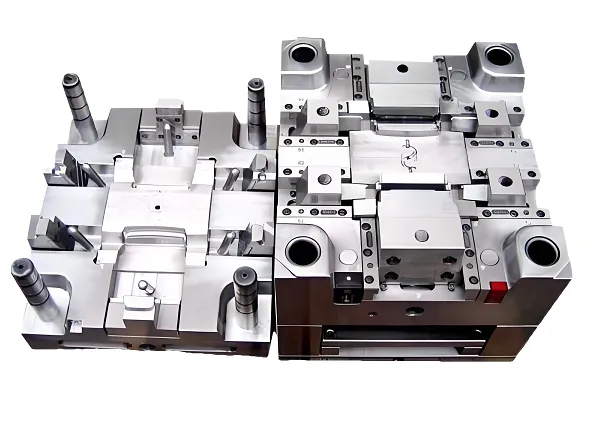
First Stage: Mold Creation (Precision Engraving in the Industrial World)
- 3D Modeling: Engineers use UG software to build the model with an accuracy of 0.02mm (equivalent to the stacking of two hair strands).
- Steel Processing:
- CNC Rough Machining: Use a φ20mm tool to cut steel easily.
- Electrical Discharge Machining for Fine Engraving: “Embroider” thinner lines than hair strands on the mold.
- Assembly and Debugging: The fit clearance of 200 precision components is ≤0.02mm (comparable to the assembly of mechanical watches).
Second Stage: The Injection Molding Transformation
- Raw Material Melting: Plastic pellets turn into “syrup” in a 200°C barrel (temperature control ±1°C).
- High-pressure Injection: Inject into the mold at a pressure of 1200 bar (equivalent to 10 elephants standing on an A4 paper).
- Pressure Holding and Shaping: Continuously apply pressure to eliminate shrink marks, just like stewing meat in a pressure cooker.
- Rapid Cooling: The mold has a built-in “air conditioning system” and cools down to a demolding state within 15 seconds.
Quality Inspection Black Technology:
- Laser Measuring Instrument: Scans with an accuracy of 0.002mm (equivalent to detecting 1/30 of the thickness of a hair strand).
- Drop Test Machine: The mobile phone case needs to withstand 26 free falls from a height of 1.2 meters.
Customization Magic: Your Creativity, We Make It Happen
-
Material Transformation Technique
-
Requirement Scenario Material Formula Enhanced by Black Technology Anti-slip Handle TPE + ABS Two-color Injection Molding Increase friction particles in the gripping area Luminous Shell PC + Fluorescent Masterbatch Self-luminous for 8 hours in the dark environment Antibacterial Tableware Food-grade PP + Nano Silver Bacteriostatic rate > 99.9% -
Surface Cosmetic Surgery
- Matte Texture: Mold sandblasting treatment (+0.3 yuan per piece)
- Metallic Gloss: Vacuum coating technology (+5 yuan per piece)
- Anti-fingerprint Coating: Nano-scale surface treatment (+1.2 yuan per piece)
- Structural Magic
- Invisible Hinge: 0.5mm ultra-thin connection structure (specially for contact lens cases)
- Self-locking Buckle: 45° bevel + 0.2mm interference fit design (commonly used for router shells)
- Heat Dissipation Labyrinth: 0.8mm honeycomb-shaped air channels (reduce the internal temperature of electrical appliances by 5 – 8°C)
Pitfall Avoidance Guide: The Tears and Blood Experience of a 20-year Veteran
- Design Stage:
- Avoid “cliff-like” wall thickness changes (sure to have shrink marks when suddenly reducing from 3mm to 1mm)
- Reserve 0.15 – 0.3mm elastic space for the buckle structure
- Mold Processing:
- Deep cavity molds must undergo nitriding treatment (surface hardness increased by 3 times)
- Mirror-polished molds should be regularly rust-proof (apply special protective oil monthly)
- Mass Production Considerations:
- Black products can be mixed with 15% recycled materials, while white products must use new materials.
- For every 10°C increase in the ambient temperature, the plastic shrinkage rate increases by 0.05%.
Future Trends: The Symphony of Intelligence and Green
- “Talking” Molds:
- Implant pressure sensors to monitor the injection molding status in real-time.
- Automatic early warning system (predict faults 30 minutes in advance)
- Lightning-fast Production:
- Electric injection molding machines speed up by 40% (produce 30 mobile phone cases in 1 minute)
- Nano-coating technology reduces the demolding time to 0.5 seconds
- Environmental Revolution:
- Biobased plastics (corn starch raw materials) are beginning to gain popularity.
- The waste heat recovery system of the chiller saves 35% energy.
The next time you unpack an electronic product, take a close look at the plastic shell: those 0.1mm fine textures and seamless assembly clearances are all the industrial aesthetics created by injection molding technology. From children’s toys to aerospace parts, this old technology born in 1872 is rejuvenating in the waves of intelligence and greening. It uses the most ordinary plastic pellets to weave the material map of modern civilization – this might be the most touching aspect of industrial magic.