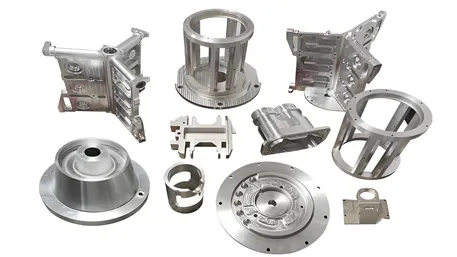
Metal Injection Molding (MIM) is a precision manufacturing process that combines the design flexibility of plastic injection molding with the material strength of wrought metals. It enables cost-effective production of complex, high-density metal parts in large volumes, ideal for industries requiring intricate components with tight tolerances.
How Does This Process Work?
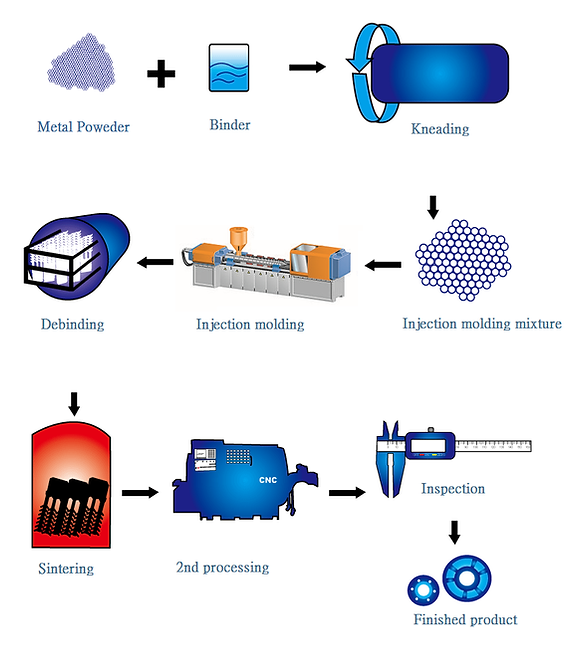
- Feedstock Preparation
Fine metal powders are mixed with a thermoplastic binder system to form a homogeneous feedstock.
Parametric note: Typical powder size: 10-40μm, binder content: 8-15% by weight - Injection Molding
The heated feedstock is injected into a precision mold cavity under controlled pressure and temperature, forming a “green part” with the exact shape of the final component.
Process note: Injection temp: 150-200°C, pressure: 50-150MPa - Debinding
The binder system is carefully removed from the green part, either through solvent extraction or thermal degradation, leaving a porous “brown part” ready for sintering.
Critical step: Removes 90-99% of binder without part distortion - Sintering
The brown part is heated in a controlled atmosphere furnace to just below the metal’s melting point. This causes the powder particles to bond together, resulting in a fully dense, strong metal part.
Sintering note: Typical density: 95-99% of wrought material, shrinkage: 15-20%
MIM vs. Competing Manufacturing Processes
vs. CNC Machining
| Factor | Metal Injection Molding | CNC Machining |
|---|---|---|
| Complex Geometries | Excellent, can produce internal features, undercuts | Limited, requires multiple setups for complex shapes |
| Material Waste | Minimal, near-net shape process | High, up to 70% of material is removed |
| Production Volume | Cost-effective for 1,000+ parts | Best for low volumes, prototyping |
| Lead Time | 2-4 weeks for mass production | 1-2 weeks for small batches |
| Tolerance | ±0.3-0.5% of dimension | ±0.001-0.005mm for precision parts |
vs. Die Casting
| Factor | Metal Injection Molding | Die Casting |
|---|---|---|
| Material Options | Wide range: stainless steel, titanium, tool steel, tungsten | Limited to low-melting alloys: zinc, aluminum, magnesium |
| Part Strength | High, full density with excellent mechanical properties | Lower, porous structure with reduced strength |
| Wall Thickness | Can produce thin walls down to 0.5mm | Minimum wall thickness ~1.5mm |
| Surface Finish | Smooth, Ra 0.8-3.2μm as-sintered | Coarser, requires more post-processing |
| Heat Resistance | Excellent, suitable for high-temperature applications | Limited, low-melting alloys deform at high heat |
Common Materials Used

| Material | Common Grades | Key Properties |
|---|---|---|
| Stainless Steel | 316L, 17-4PH, 304L | Corrosion resistance, high strength, biocompatible |
| Low Alloy Steel | 4140, 4340, Fe-Ni | Hardenable, good wear resistance, cost-effective |
| Tool Steel | M2, H13, S7 | High hardness, heat resistance, wear resistance |
| Titanium | Ti-6Al-4V, Commercially Pure | Lightweight, high strength, biocompatible, corrosion resistant |
| Tungsten Alloys | W-Ni-Fe, W-Cu | High density, radiation shielding, high temperature resistance |
Each material can be tailored to meet specific industry requirements, with post-processing options like heat treatment, plating, and polishing available. We maintain ISO 13485 and IATF 16949 certifications to ensure material quality for medical and automotive applications.
Key Industry Applications
Medical
- Surgical instrument components
- Dental implants & orthodontic parts
- Endoscope components
- Medical device housings
Automotive
- Turbocharger components
- Lock system parts
- Fuel system components
- Power transmission parts
Electronics
- Smartphone hinge mechanisms
- Connector pins & terminals
- Heat sink components
- Wearable device parts
Industrial
- Power tool components
- Gears & drive mechanisms
- Firearm parts
- Aerospace components

When Should You Choose This Technology?
Ideal For
- Complex geometries with internal features or undercuts
- Production volumes of 1,000 to 1,000,000+ parts annually
- Small to medium sized parts (typically <100mm)
- Applications requiring high material strength and density
- Projects where material waste reduction is a priority
Not Ideal For
- Very large parts (>150mm in any dimension)
- Ultra-low production volumes (<500 parts)
- Applications requiring extremely tight tolerances (<±0.1%)
- Simple parts that can be stamped or machined cheaply
- Projects with extremely short lead times (<1 week)
Our MIM Capabilities at Xiamen Goldcattle

As a national high-tech enterprise with 26 years of custom manufacturing experience, we deliver end-to-end Metal Injection Molding solutions that address your toughest production pain points.
Our Hardware & Processing Strength
- Advanced precision injection molding machines & controlled-atmosphere sintering furnaces
- 5-axis CNC machining centers for ultra-precision post-processing
- Full in-house quality lab with CMM measuring equipment for 100% inspection
- Capacity to handle orders from prototyping to 100,000+ units monthly mass production
What We Can Achieve
- Ultra-fine 5-20μm metal powder processing, delivering up to 99.9% final part density
- Standard tolerance of ±0.3% for as-sintered parts, down to ±0.001mm with post-processing
- 100% raw material traceability, with full material certificates & dimensional reports for every batch
- Compliance with ISO 9001, IATF 16949, and ISO 13485 standards for global industries
Problems We Solve For You
- Complex geometries that traditional machining can’t produce efficiently
- High material waste and excessive costs for intricate components
- Long lead times and inconsistent quality from multiple suppliers
- Strict precision and material requirements for medical, automotive, and aerospace projects
Frequently Asked Questions
What is the typical tolerance for parts produced through this process?
Standard parts can achieve tolerances of ±0.3-0.5% of the nominal dimension. For critical features, we can achieve tighter tolerances up to ±0.1% with additional post-processing operations.
How much does this manufacturing solution cost?
Costs vary based on part complexity, material, and volume. Generally, this technology becomes cost-competitive with CNC machining at volumes around 1,000 parts, with significant savings as volumes increase beyond 10,000 units.
Can these parts be heat treated?
Yes, most materials used in this process can undergo standard heat treatment processes including quenching, tempering, and case hardening to enhance their mechanical properties, just like their wrought counterparts.
What is the maximum part size for this process?
While this manufacturing method is typically used for small parts, we can produce components up to 150mm in any dimension. Parts larger than this may experience uneven shrinkage during sintering, so we recommend alternative processes for very large components.
Can you produce custom materials for this process?
Yes, we can develop custom feedstock materials to meet specific application requirements, including specialized alloys, cermets, and composite materials for unique performance needs.
What surface finish can I expect?
As-sintered parts typically have a surface roughness of Ra 0.8-3.2μm. With additional polishing, plating, or grinding, we can achieve finishes as smooth as Ra 0.05μm for cosmetic or high-precision applications.
Is this process suitable for medical implants?
Absolutely. We produce biocompatible components from materials like 316L stainless steel and Ti-6Al-4V titanium, compliant with ISO 13485 quality standards, for a wide range of medical implant and device applications.
How long does it take to get finished parts?
For new projects, initial prototyping typically takes 2-3 weeks, with mass production lead times of 2-4 weeks after tooling is finalized. Tooling development usually takes 3-4 weeks.
Can these parts be welded?
Yes, components produced through this method can be welded using standard processes like TIG, laser, and resistance welding, provided the part density is sufficient. We recommend full-density parts for optimal welding results.
What post-processing options are available?
We offer a full range of post-processing services including CNC machining, heat treatment, plating, polishing, passivation, PVD coating, and assembly to deliver fully finished parts ready for your application.
OEM Metal Injection Molding Manufacturing
Looking to start your project? Our engineering team offers complimentary Design for Manufacturability (DFM) reviews to help you optimize your part design for cost and performance. We support you from prototyping through full mass production, with consistent quality and on-time delivery.