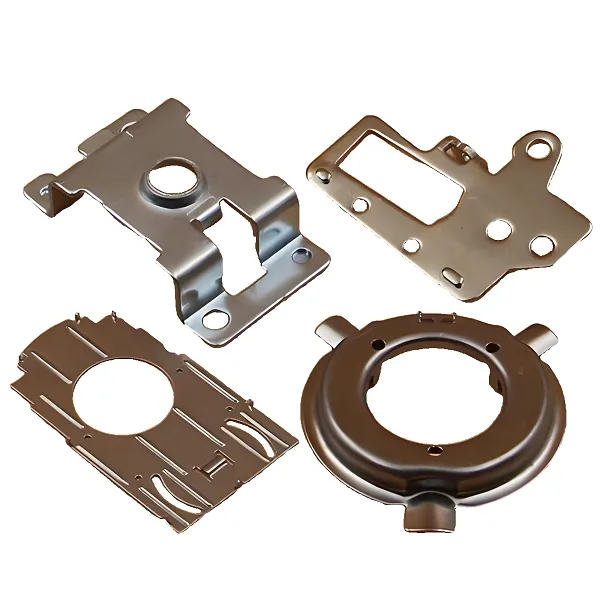
Metal stamping difficulty varies widely, from straightforward for simple parts (e.g., washers) to highly challenging for complex, high-precision components. Factors like material hardness, part complexity (thin walls, tight tolerances), and production volume influence difficulty. While basic stamping is accessible with standard equipment, advanced applications (e.g., aerospace parts) demand expertise in die design, material science, and process optimization to avoid defects like cracking or warping.

Detailed Analysis of Metal Stamping Difficulty
1. Core Factors Influencing Stamping Difficulty
The complexity of metal stamping is shaped by interrelated technical and operational factors:
-
Material Hardness & Formability
Soft, ductile materials (aluminum 3003, mild steel) are easy to stamp, requiring lower press forces and simpler dies. Their high elongation (20–40%) allows bending and drawing without cracking. In contrast, hard or high-strength materials (HSLA steel, titanium) pose challenges:- High-Strength Steel (HSS): With tensile strengths >600 MPa, HSS resists deformation, requiring 20–50% higher press tonnage (e.g., 500 tons vs. 300 tons for mild steel) and wear-resistant dies (tool steel with TiN coatings).
- Titanium Alloys: Low formability at room temperature (elongation ~15%) demands warm stamping (200–400°C) to soften the material, adding complexity in heating control and die thermal management.
- Brittle Metals: High-carbon steel or cast iron may crack during bending, limiting stamping to simple cutting operations (blanking, piercing) with large die radii (≥3× material thickness).
-
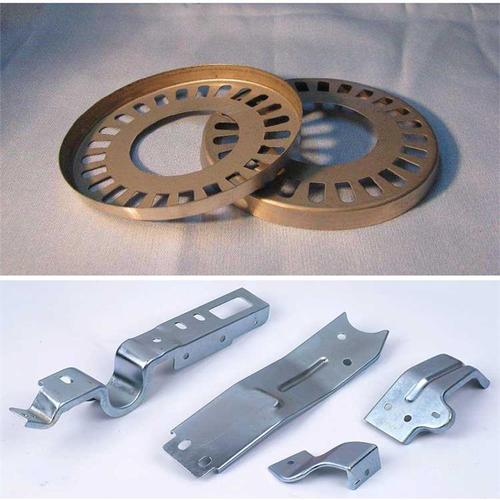
Part Complexity & Geometry
Simple parts (flat washers, basic brackets) with large radii and uniform thickness are low-difficulty, as they require minimal forming steps. Complex geometries introduce challenges:- Thin Walls & Undercuts: Parts with walls <1mm thick (e.g., electronics enclosures) risk wrinkling or tearing during drawing, requiring precise die clearances (0.01–0.05mm) and lubrication (dry film or oil-based) to reduce friction.
- Deep Drawing (Height > Diameter): Cylindrical parts like cans or hydraulic cylinders demand multi-stage drawing, with intermediate annealing to relieve work hardening. Each stage must balance material flow to avoid necking (localized thinning) or splitting.
- Tight Tolerances: Precision parts (±0.01mm for aerospace brackets) require advanced dies with guided bushings and in-process monitoring (laser sensors) to counteract die wear or material variation.
-
Production Volume & Tooling
Low-volume prototyping (1–100 parts) uses simple dies (3D-printed or wooden) with manual feeding, making difficulty manageable. High-volume production (10,000+ parts) introduces challenges:- Die Wear: Repeated cycles (100,000+ strokes) cause die degradation, leading to dimensional drift. Hardened dies (55–60 HRC) and regular maintenance (polishing, regrinding) are needed to sustain precision.
- Automation Integration: Coil-fed lines with robotic transfer require synchronized feeding and press cycles, with error margins <0.1mm to prevent misalignment and jams.
2. Technical Challenges & Defect Risks
Even with optimal conditions, stamping faces inherent risks that increase difficulty:
-
Cracking & Tearing
Cracking occurs when material strain exceeds its ductility limit, common in hard metals or sharp bends. For example, bending high-strength steel with a 0.5×T radius often causes edge cracks, requiring radius increases to 1.5×T or pre-annealing to soften the material. Tearing in drawing operations stems from uneven material flow—solved by adding draw beads (raised die features) to control stretching and redistribute stress. -
Wrinkling & Warping
Wrinkling (folded material) arises from excessive compressive stress in thin walls or uneven pressure distribution. In deep drawing, it’s prevented by blank holders that apply uniform force (adjustable via hydraulic cylinders) to restrain the blank’s outer edges. Warping (post-stamp distortion) affects asymmetric parts, mitigated by symmetric die design or post-stamping heat treatment (stress relief annealing at 300–400°C). -
Springback
Elastic recovery after forming (springback) alters part angles, particularly in high-strength materials. A 90° bend in HSLA steel may spring back to 95–100°, requiring over-bending (to 85°) or bottoming dies (which force material into the die cavity) to achieve the target angle. Predicting springback demands FEA simulations, as it varies with material, thickness, and bend radius. -
Surface Defects
Scratches, galling (material transfer between die and part), or oxide adhesion mar surfaces, critical for decorative or sealing parts. Solutions include polished die surfaces (Ra <0.8μm), lubricants compatible with the material (e.g., sulfur-free oils for stainless steel), and pre-stamp cleaning to remove contaminants.
3. Process-Specific Difficulty Levels
Different stamping operations vary in complexity, from basic to highly specialized:
-
Basic Operations (Low Difficulty)
Blanking, piercing, and simple bending are accessible with standard equipment:- Blanking/Piercing: Cutting flat shapes or holes requires sharp dies and moderate press force, with defects easily corrected by sharpening tools.
- 90° Bends in Ductile Metals: Aluminum or mild steel brackets with large radii (≥1×T) are forgiving, with minimal springback.
-
Intermediate Operations (Moderate Difficulty)
Deep drawing (shallow cups), embossing, and multi-feature parts demand more expertise:- Shallow Drawing: Cups with height < diameter require precise blank holder pressure to avoid wrinkling, often using trial-and-error to optimize parameters.
- Progressive Stamping: Sequential operations (piercing → bending → blanking) in one die require careful alignment of stations to ensure part accuracy, with jigs to test die synchronization.
-
Advanced Operations (High Difficulty)
Hot stamping, micro-stamping, and aerospace components push technical limits:- Hot Stamping: Heating boron steel to 900°C for automotive crash parts requires temperature uniformity (±10°C) and rapid cooling (50–100°C/s) to form martensite, demanding specialized furnaces and water-cooled dies.
- Micro-Stamping: Parts <5mm (e.g., sensor contacts) need micro-dies with features <0.1mm, fabricated via EDM (electrical discharge machining) to avoid tool wear. Feeding thin strips (0.05mm) without damage requires precision feeders with vacuum assist.
- Aerospace Titanium Parts: Forming complex brackets with tight tolerances demands warm stamping, FEA-optimized dies, and 100% inspection (CMMs, X-ray) to detect micro-cracks.
4. Industry-Specific Difficulty Variations
Difficulty scales with industry requirements for performance and reliability:
-
Automotive Mass Production
While high-volume (10,000+ parts/day) lowers per-unit complexity, stamping HSLA steel body panels requires advanced dies with adaptive blank holders (adjusting pressure dynamically) to prevent splits. Hot stamping of crash components adds heating/cooling systems, increasing process complexity but ensuring high strength. -
Electronics & Precision Engineering
Micro-stamping of 0.1mm copper contacts demands ultra-precise dies (±0.001mm) and cleanroom conditions to avoid contamination. Defects like burrs >0.01mm can cause short circuits, requiring laser deburring and 100% vision inspection. -
Aerospace & Defense
Titanium and Inconel parts for aircraft or missiles face extreme difficulty: low formability, tight tolerances (±0.02mm), and strict defect standards (no cracks, porosity <1%). This requires specialized tooling, process simulation, and certification (AS9100) to ensure reliability under extreme conditions. -
Consumer Goods
Decorative parts (stainless steel appliance trim) balance aesthetics and cost, with difficulty in achieving scratch-free surfaces. This demands polished dies, controlled lubrication, and post-stamp finishing (buffing, plating).
5. Mitigation Strategies for Reducing Difficulty
Expertise and technology minimize stamping challenges:
- Die Design Optimization: Using FEA (e.g., AutoForm, Dynaform) to simulate material flow, predict defects, and refine die geometry (radii, draw beads) before fabrication.
- Material Selection: Choosing formable alloys (e.g., 6061 aluminum over 7075 for complex parts) or pre-treating materials (annealing, coating) to improve ductility.
- Process Controls: Implementing servo presses with real-time force monitoring, adaptive blank holders, and temperature regulation (for hot stamping) to adjust parameters dynamically.
- Tooling Materials: Using wear-resistant die materials (carbide, coated tool steel) and regular maintenance to extend tool life and maintain precision.
In summary, metal stamping ranges from accessible to highly challenging, driven by material properties, part complexity, and industry demands. While basic operations are manageable with standard tools, advanced applications require interdisciplinary expertise to overcome defects and ensure consistent, high-quality production.