Is Die Casting Strong Enough for Industrial Parts?
A Practical Guide to Strength, Materials, Design Limits, and When to Choose Die Casting Over CNC Machining

Short Answer
Yes. High-pressure die casting produces components with excellent strength for most industrial applications, especially when using aluminum or zinc alloys. However, die casting is not always stronger than forged steel or billet CNC parts. The actual strength depends on alloy selection, wall thickness, heat treatment, and mold design.
✓ Suitable For
- Automotive housings
- Motor covers & pump bodies
- Gearboxes & valve bodies
- Heat sinks & electronics enclosures
- LED housings & architectural hardware
✗ NOT Recommended For
- Highly loaded shafts & crankshafts
- Aircraft structural components
- Heavy forging replacements
- Parts requiring ultimate tensile load
Typical Strength of Common Die Casting Alloys
Understanding what each alloy can handle helps you pick the right material for your application and load requirements
| Alloy | Tensile (MPa) | Yield (MPa) | Best Use |
|---|---|---|---|
| ADC12 | 310 | 160 | Automotive housing, general enclosures |
| A380 | 320 | 160 | Motor housing, pump bodies, brackets |
| A360 | 320 | 170 | Electronics enclosures, thin-wall parts |
| Zamak 3 | 280 | — | Decorative hardware, precision components |
| Zamak 5 | 340 | — | Mechanical parts, gears, structural elements |
Key takeaway: For most industrial housings, aluminum die casting provides the best balance between strength, weight, and cost.
Can Die Casting Replace CNC Machining?
Short answer: for high-volume housings and enclosures, yes — die casting is usually more economical. For one-off, ultra-precision, or heavily loaded parts, CNC remains the better choice.

| Factor | CNC | Die Casting | Forging |
|---|---|---|---|
| Strength | ★★★★★ | ★★★★ | ★★★★★ |
| Tolerance | ★★★★★ | ★★★ | ★★ |
| Production Speed | ★ | ★★★★★ | ★★★ |
| Cost at Volume | ★★★★★ | ★★★★ | ★★★★ |
| Complex Geometry | ★★★★★ | ★★★★★ | ★★ |
| Surface Finish | ★ | ★★★★★ | ★★ |
| Mass Production | ★ | ★★★★★ | ★★★★★ |
Decision rule: If your annual demand exceeds 2,000–5,000 pieces, die casting is usually more economical than CNC machining for housing-type components.

Aluminum vs Zinc: Which Is Stronger?
Aluminum alloys offer higher specific strength (strength-to-weight ratio), making them the dominant choice for industrial housings. Zinc alloys provide superior dimensional precision and impact resistance for smaller, more detailed components.
| Property | Aluminum | Zinc |
|---|---|---|
| Density | 2.7 g/cm³ | 6.6 g/cm³ |
| Tensile Strength | 310–320 MPa | 280–340 MPa |
| Cost per Part | Lower at volume | Lower tooling cost |
| Corrosion Resistance | Good (anodizable) | Moderate |
| Thermal Conductivity | Excellent | Moderate |
| Machinability (secondary) | Good | Excellent |
| Best Application | Housings & heat sinks | Precision & decorative |
Can Die Cast Parts Be Heat Treated?
Heat treatment can improve mechanical properties — but not all alloys respond well. Gas porosity in die cast parts can blister during high-temperature treatment, causing surface defects.
| Alloy | Heat Treatable? | Notes |
|---|---|---|
| ADC12 | No | High silicon content prevents effective solution treatment; blister risk |
| A356 | Yes | Low-iron alloy; responds well to T6 treatment for structural applications |
| A380 | Limited | Can be treated with caution; use vacuum casting to minimize porosity first |
Practical advice: If your project requires T6 heat treatment, specify A356 or equivalent low-iron alloy upfront. Vacuum die casting is recommended to reduce internal gas that causes blistering during thermal cycling.
Factors That Affect Die Casting Strength
Strength is not just about the alloy. Design decisions and process controls have equal impact on the final part performance
Wall Thickness
Thin walls (2–3 mm) save weight; uniform walls prevent warpage and shrinkage
Reinforcing Ribs
0.5–0.8× wall thickness; increases stiffness without adding mass
Mold Design
Proper gating and runner layout reduces porosity and cold shut defects
Heat Treatment
A356 benefits from T6; ADC12 and most die cast alloys cannot be solution treated
Process Method
Vacuum die casting reduces porosity by 50–70% vs conventional high-pressure method
Part Geometry
Sharp corners concentrate stress; fillets ≥ 1 mm reduce crack initiation risk

Common die casting defects that compromise structural integrity
What Makes Die Cast Parts Fail?
Understanding failure modes helps you specify the right quality controls and avoid costly field issues
| Defect | Cause | Prevention |
|---|---|---|
| Porosity | Trapped gas from turbulent fill | Vacuum die casting, optimized gating |
| Cold Shut | Two metal fronts meet but don’t fuse | Increase injection speed, adjust gate position |
| Shrinkage | Insufficient feeding during solidification | Overflow wells, proper riser design |
| Gas Holes | Lubricant or moisture decomposition | Dry mold, minimal lubricant, degassed melt |
| Hot Cracks | Thermal stress during cooling | Uniform wall thickness, controlled cooling rate |
| Thin Wall Failure | Wall below minimum for alloy | Maintain ≥ 2 mm for Al, ≥ 0.8 mm for Zn |
| Stress Concentration | Sharp internal corners, no fillets | Minimum radius ≥ 1 mm on all corners |
How Goldcattle prevents defects: Mold flow analysis before production, vacuum die casting capability, X-ray inspection for internal porosity, and pressure leak testing for sealed housings.
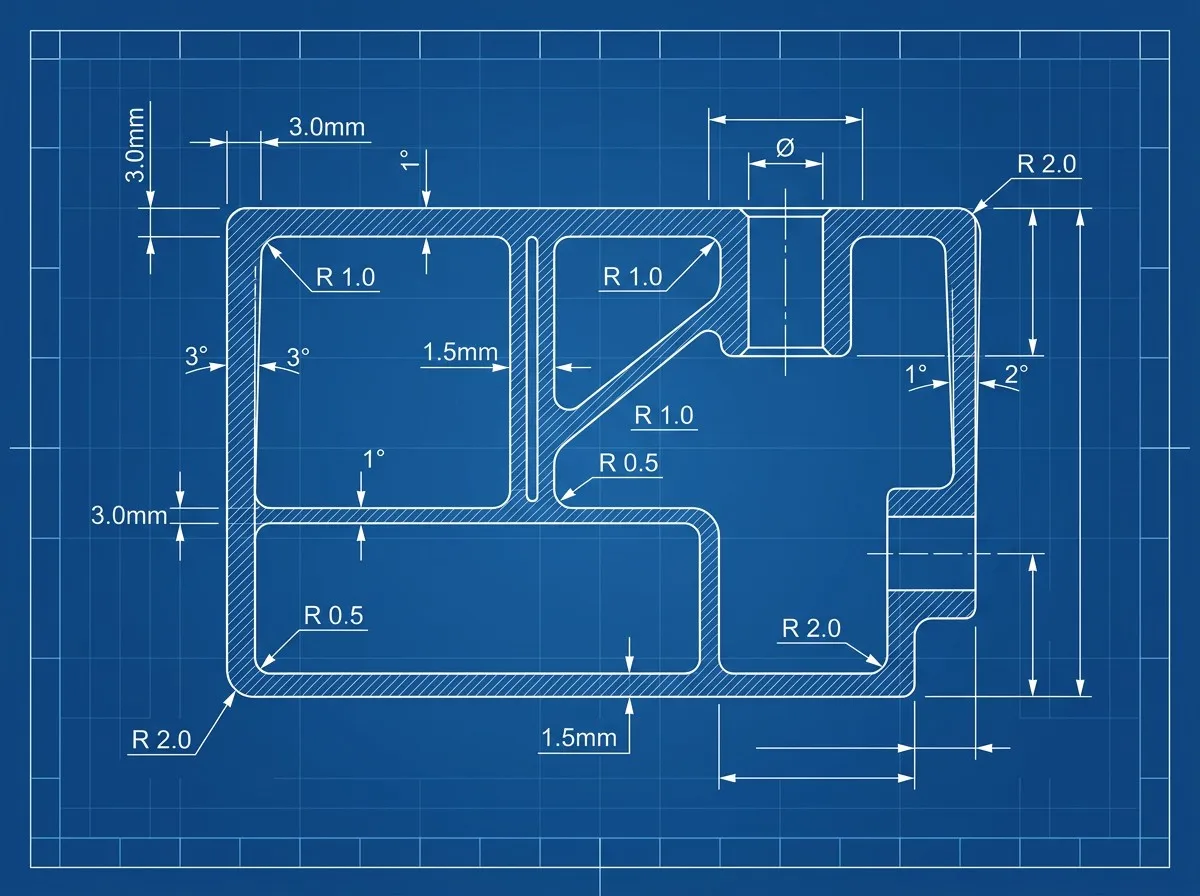
Design Tips for High-Strength Die Cast Parts
These DFM guidelines directly affect the structural integrity of your final component. Applying them early in design saves tooling cost and prevents field failures
| Feature | Recommendation |
|---|---|
| Wall Thickness | 2–4 mm for aluminum; 0.8–2 mm for zinc. Keep uniform throughout the part. |
| Reinforcing Ribs | 0.5–0.8× wall thickness; base radius ≥ 0.5 mm. Prevents sink marks. |
| Fillets & Corners | All internal corners: radius ≥ 1 mm. External: 0.5 mm minimum. |
| Draft Angle | 1–3° for smooth walls; 2–5° for textured surfaces. Enables smooth ejection. |
| Boss Design | Wall 0.6× surrounding thickness; core pin hole 4–6 mm for standard fasteners. |
| Hole Positioning | Maintain 2× wall thickness distance from edges; avoid holes near stress zones. |
| Avoid Sharp Corners | Stress concentration factor triples at 0-radius vs 2 mm radius corners. |
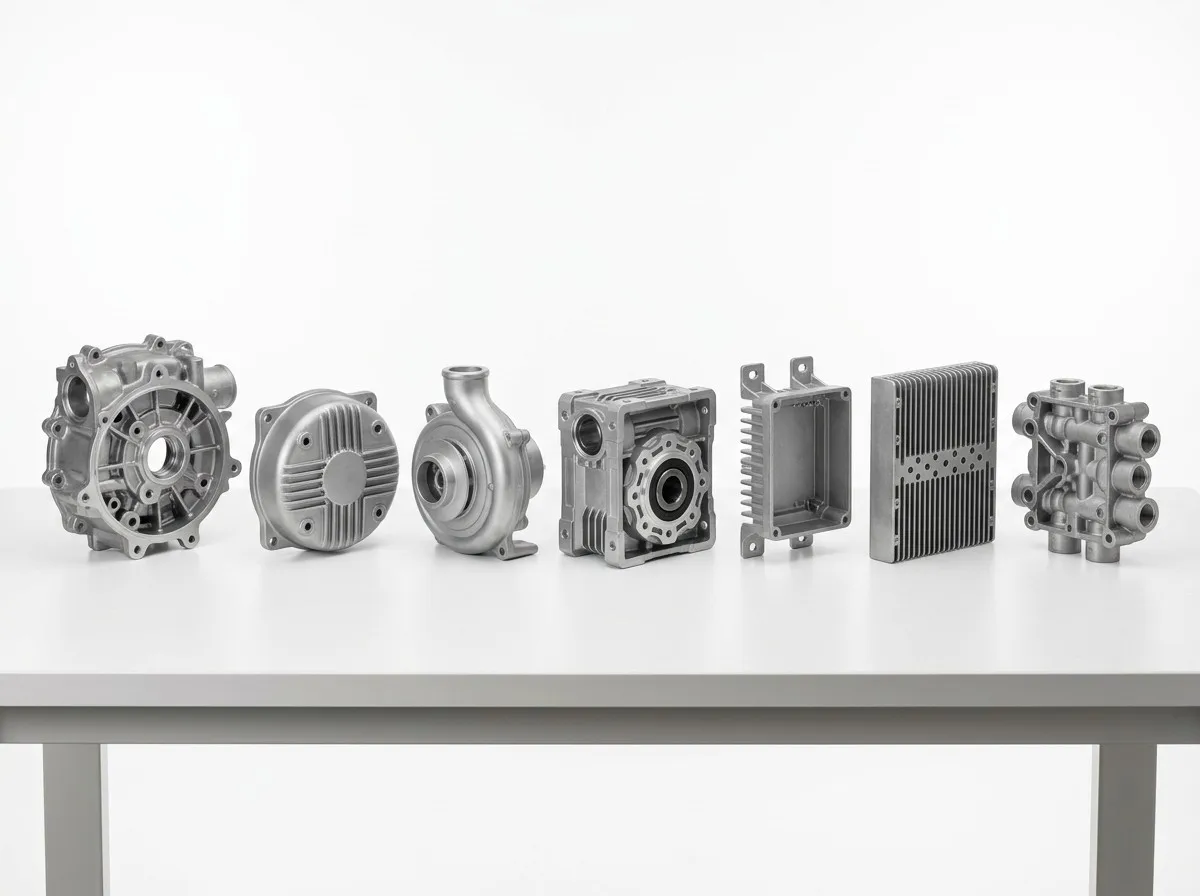
Where Die Casting Strength Matters Most
Industrial sectors that rely on die cast components for load-bearing, thermal, and enclosure applications
Automotive Housings
Motor Covers
Pump Bodies
Gearbox Casings
Heat Sinks
LED Enclosures
Valve Bodies
Medical Devices
Robotics Parts
Electronic Shields
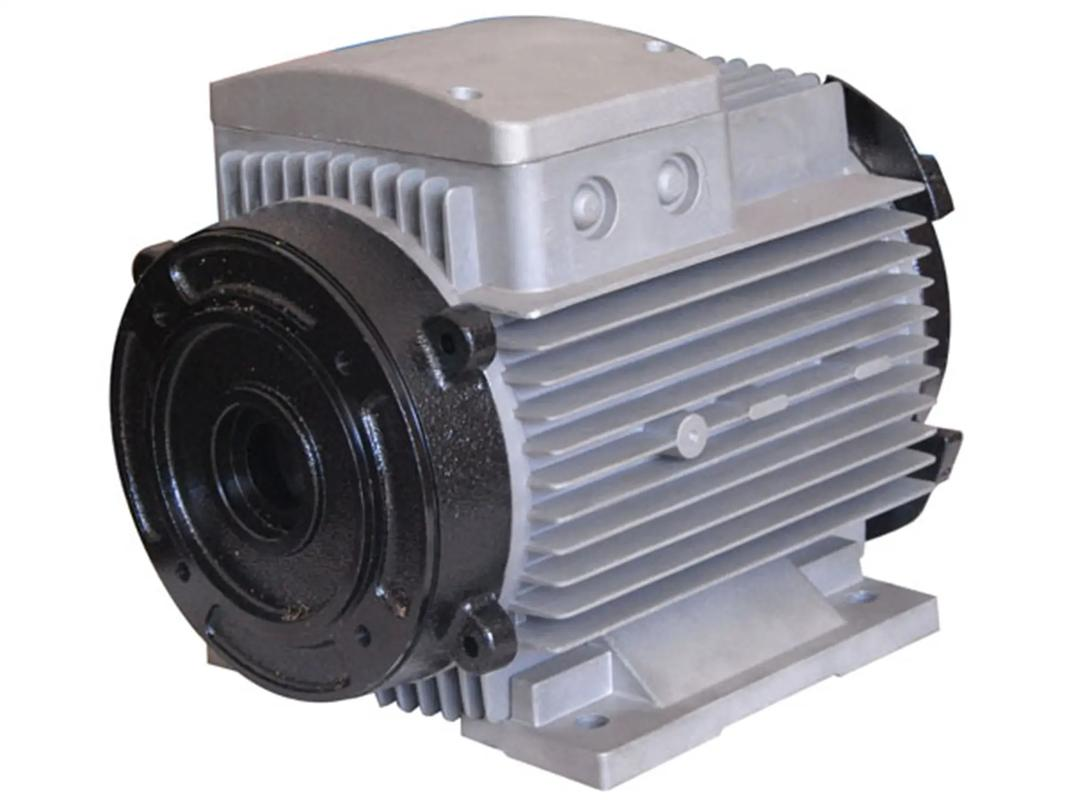
Case Study: Motor Housing
| Project | Industrial Motor Housing |
| Alloy | ADC12 Aluminum |
| Annual Volume | 20,000 pieces |
| Tolerance | ±0.05 mm (secondary CNC on bores) |
| Process | High-pressure die casting + CNC finish + powder coating |
| Result | 32% lower cost than full CNC; lead time reduced by 45% |
The client originally machined housings from billet aluminum. Switching to die casting with secondary CNC on critical bores and sealing surfaces reduced per-part cost by 32% at 20K annual volume. The thin-wall geometry (3 mm ribs, 2.5 mm walls) could not be economically achieved by CNC alone.
Quality Control & Inspection
Every die cast order at Goldcattle undergoes a multi-stage verification protocol. These controls ensure that the structural integrity and dimensional accuracy you specify are delivered consistently across the production run.
- Incoming material inspection — spectrometer analysis verifies alloy composition before melting
- First article inspection — CMM measurement of all critical dimensions on initial sample
- X-ray testing — internal porosity detection on sealed and structural parts
- Pressure leak test — verifies seal integrity on pump, valve, and motor housings
- Salt spray test — corrosion resistance validation for surface-treated components
- ISO 9001 — certified quality management system with full traceability
- PPAP available — for automotive and regulated industry submissions


About Xiamen Goldcattle
Xiamen Goldcattle Plastic & Metal Products Co., Ltd. is an ISO 9001 certified OEM/ODM manufacturer specializing in die casting, CNC machining, injection molding, and surface finishing. We serve automotive, industrial equipment, medical, robotics, and electronics clients across North America, Europe, and the Middle East.
Our one-factory capability covers the complete production chain: mold design & DFM review, die casting, secondary CNC machining, surface treatment (anodizing, powder coating, plating), and assembly. Vacuum die casting and mold flow analysis are available for high-integrity structural parts.
✓ CNC Machining
✓ Mold Design
✓ Surface Finishing
✓ ISO 9001
✓ PPAP
✓ Vacuum Die Casting
✓ Worldwide Shipping
Frequently Asked Questions
Is die casting stronger than plastic injection molding?
Significantly. Aluminum die cast parts have tensile strength of 310+ MPa vs. 50–80 MPa for typical engineering plastics. Metal also offers superior thermal conductivity, rigidity, and fire resistance — critical for automotive and industrial enclosures.
Is aluminum die casting stronger than zinc?
In specific strength (strength per unit weight), aluminum wins clearly. In absolute tensile values, Zamak 5 (340 MPa) matches some aluminum alloys, but at 2.4× the density. Aluminum is the right choice for weight-sensitive applications; zinc for precision and decorative parts.
Does porosity reduce die casting strength?
Yes. Internal porosity can reduce effective strength by 10–30%, depending on location and size. Porosity near load-bearing surfaces is most critical. Vacuum die casting and mold flow simulation minimize this risk.
Can die cast parts be welded?
Aluminum die cast parts can be welded with caution. Internal porosity tends to expand and blister during welding heat. For structural repairs, TIG welding with pre-heat and low amperage is recommended. Zinc die cast parts are generally not weldable.
Can die cast aluminum be anodized?
Yes, but results vary by alloy. A360 and A356 anodize well with good color uniformity. ADC12 and A380 contain higher silicon, which produces a darker, less uniform anodized layer. Specify low-silicon alloy if appearance-critical anodizing is required.
What industries use high-strength die cast parts?
Automotive (engine housings, transmission cases), industrial equipment (pump and valve bodies), electronics (heat sinks, EMI shields), medical devices (instrument housings), robotics (frame elements), and LED lighting (thermal management enclosures).
Is die casting suitable for automotive structural parts?
For housings, covers, and brackets — yes. For crash-load-bearing structural members, forged or billet-machined parts remain the standard. Vacuum die cast A356 with T6 treatment is gaining acceptance for secondary structural roles in EV platforms.
What tolerance can die casting achieve?
Standard: ±0.1–0.2 mm on linear dimensions. Precision die casting can reach ±0.05 mm on critical features. Secondary CNC machining achieves ±0.01 mm on bores, sealing surfaces, and mating interfaces.
Can die casting replace forging?
Only for non-critical structural applications. Forging produces a refined grain flow that gives superior fatigue and impact strength. Die casting cannot replicate this metallurgical advantage. For housing and enclosure-type parts where forging’s grain structure isn’t needed, die casting is a valid and more economical alternative.
How thin can die cast walls be?
Aluminum: minimum 2 mm for structural parts, 1.5 mm for non-load-bearing enclosures in small parts. Zinc: minimum 0.8 mm. Thinner walls require vacuum casting and optimized gating to fill completely without cold shuts.
What secondary operations are available after die casting?
CNC machining (bores, faces, threads), surface treatment (anodizing, powder coating, chrome plating, e-coating), assembly (inserts, fasteners, gaskets), and inspection (CMM, X-ray, pressure test). Goldcattle provides all secondary operations in-house.
Need High-Strength Die Casting Parts?
At Goldcattle, we manufacture custom aluminum and zinc die cast components for:
✓ Industrial Equipment
✓ Medical Devices
✓ Robotics
✓ Electronics
We provide: Mold Design → DFM Review → Die Casting → CNC Machining → Surface Finishing → Assembly
Upload your 2D/3D drawings for a free manufacturability review and quotation within 24 hours.
Xiamen Goldcattle Plastic & Metal Products Co., Ltd. — ISO 9001 Certified OEM/ODM Manufacturer — Xiamen, China