Introduction to Rubber Injection Process and Products
Definition and Core Concept
Rubber molding is a sophisticated manufacturing process that transforms uncured rubber compounds into durable, functional products through the application of heat and pressure. This process, known as vulcanization, chemically cross-links rubber molecules, creating a strong, elastic material with predictable mechanical properties.
Market Significance
According to The Business Research Company, the global rubber products market is projected to reach (428.95 billion** in 2025, growing at a CAGR of **7.1%**, and is expected to further expand to **)544.5 billion by 2029 with a CAGR of 6.1%. The Asia-Pacific region dominates the market, with China contributing over 34% of global production.
Historical Evolution
The rubber molding industry has evolved significantly from its early beginnings:
- 1839: Charles Goodyear discovers vulcanization process
- 1900s: Development of compression molding for rubber products
- 1950s: Introduction of transfer molding technology
- 1970s: Emergence of rubber injection molding
- 2000s: Integration of automation and Industry 4.0 technologies
Types of Rubber Molding Processes
1. Compression Molding
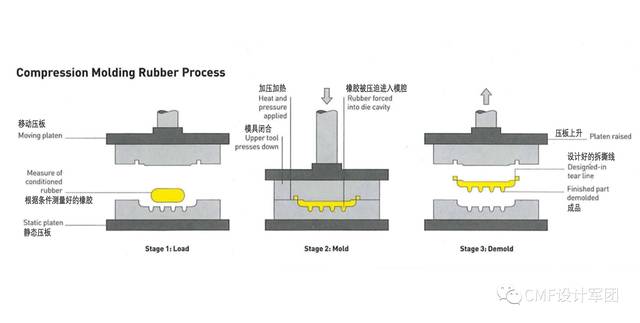
Compression molding is the oldest and most fundamental rubber molding method, ideal for large, relatively simple parts.
Process Overview
- Pre-forming: Uncured rubber compound is cut into pre-determined shapes (preforms)
- Loading: Preforms are placed into heated mold cavities
- Compression: Mold closes, applying pressure (100-300 MPa) and heat (150-200°C)
- Curing: Rubber vulcanizes for specified time (1-15 minutes)
- Demolding: Mold opens, finished part is removed
Technical Specifications
- Cycle Time: 2-20 minutes per part
- Pressure Range: 10-50 MPa (1,500-7,250 psi)
- Temperature Range: 150-200°C (300-390°F)
- Typical Tolerances: ±0.1-0.5mm
Advantages
- Low Tooling Cost: Simple mold design reduces initial investment
- Material Versatility: Handles high-durometer and specialty compounds
- Minimal Waste: Reduced flash compared to other processes
- Large Part Capability: Suitable for parts up to 1m in diameter
Limitations
- Lower Precision: Less suitable for complex geometries
- Labor Intensive: Manual loading of preforms
- Longer Cycle Times: Slower than injection molding
2. Transfer Molding
Transfer molding combines elements of compression and injection molding, offering improved precision for medium-complexity parts.
Process Principle
Rubber compound is placed in a transfer pot, heated, and then forced through sprues and runners into the mold cavity under pressure. This method provides better control over material flow and cavity filling.
Key Features
- Transfer Pot: Holds rubber charge before injection
- Sprues/Runners: Direct material flow to cavities
- Plunger System: Applies pressure to force material flow
- Multi-Cavity Molds: Can produce multiple parts simultaneously
Technical Advantages
- Improved Precision: Better cavity filling than compression molding
- Insert Molding: Accommodates metal/plastic inserts
- Complex Geometries: Produces sharper edges and details
- Consistent Quality: More uniform material distribution
3. Injection Molding

Rubber injection molding is the most advanced and automated process, ideal for high-volume production of complex parts.
Process Technology
- Material Preparation: Rubber pellets fed into heated barrel
- Plasticization: Screw rotates, heating and mixing rubber (100-150°C)
- Injection: Molten rubber injected into closed mold at high pressure
- Holding Pressure: Maintains pressure during initial curing
- Cooling: Mold remains closed for complete vulcanization
- Ejection: Finished part is automatically ejected
Technical Capabilities
- Cycle Time: 30 seconds to 5 minutes
- Injection Pressure: 50-200 MPa (7,250-29,000 psi)
- Shot Capacity: 50-5,000 grams
- Tolerance Range: ±0.05-0.2mm
Advanced Features
- Closed-Loop Control: Real-time monitoring and adjustment
- Multi-Axis Robotics: Automated part handling
- Vision Systems: In-line quality inspection
- Material Dosing: Precise control of compound feed
Process Comparison
|
Characteristic
|
Compression Molding
|
Transfer Molding
|
Injection Molding
|
|
Cycle Time
|
2-20 minutes
|
1-10 minutes
|
0.5-5 minutes
|
|
Tooling Cost
|
Low ($5,000-20,000)
|
Medium ($15,000-50,000)
|
High ($30,000-150,000)
|
|
Precision
|
Low to Medium
|
Medium to High
|
High to Very High
|
|
Complexity
|
Simple Parts
|
Medium Complexity
|
Complex Geometries
|
|
Volume Suitability
|
Low-Medium
|
Medium-High
|
High-Very High
|
|
Labor Requirement
|
High
|
Medium
|
Low
|
|
Material Waste
|
Low
|
Medium
|
Medium-High
|
Rubber Compound Formulation
Raw Material Components

A typical rubber compound consists of several key components, each serving a specific function in the final product:
1. Base Polymer
- Natural Rubber (NR): High elasticity, good fatigue resistance
- Styrene-Butadiene Rubber (SBR): Good wear resistance, low cost
- Nitrile Rubber (NBR): Excellent oil and fuel resistance
- Ethylene Propylene Diene Monomer (EPDM): Superior weathering resistance
- Silicone Rubber (VMQ): Wide temperature range, biocompatibility
2. Vulcanizing Agents
- Sulfur: Primary curing agent for most diene rubbers
- Peroxides: Used for saturated rubbers like EPDM and silicone
- Metal Oxides: Zinc oxide and magnesium oxide as activators
- Accelerators: Speed up vulcanization (MBTS, CBS, TMTD)
3. Fillers and Reinforcements
- Carbon Black: Improves strength, wear resistance, and UV protection
- Silica: Enhances tear strength and reduces heat buildup
- Clay: Cost-effective filler for general-purpose compounds
- Calcium Carbonate: Improves processing and reduces cost
4. Processing Aids
- Plasticizers: Improve flow and processability
- Lubricants: Reduce friction during mixing and molding
- Antidegradants: Protect against oxidation, ozone, and UV damage
- Colorants: Provide aesthetic appeal and identification
Compound Development Process
- Material Selection: Based on application requirements
- Formulation Design: Determining optimal component ratios
- Laboratory Testing: Evaluating uncured and cured properties
- Pilot Production: Scaling up to production quantities
- Quality Validation: Ensuring consistency and performance
Material Properties and Selection
The choice of rubber compound depends on the specific application requirements:
Temperature Resistance
- Low Temperature: Natural rubber (-50°C), silicone (-60°C)
- High Temperature: Silicone (200°C), fluorocarbon rubber (250°C)
Chemical Resistance
- Oils/Fuels: Nitrile rubber, hydrogenated nitrile
- Acids/Alkalis: EPDM, fluorocarbon rubber
- Solvents: Fluorocarbon rubber, chlorosulfonated polyethylene
Mechanical Properties
- Tensile Strength: Natural rubber (25-35 MPa), silicone (5-10 MPa)
- Elongation: Natural rubber (700-800%), EPDM (300-500%)
- Hardness: 30-90 Shore A scale
The Manufacturing Process
Process Starts: Preparation Phase
The rubber molding process begins with careful preparation to ensure quality and efficiency:
1. Material Preparation
- Compounding: Mixing base polymer with additives in Banbury mixer
- Milling: Further mixing and homogenization on two-roll mill
- Sheeting: Forming into sheets for compression molding
- Pelletizing: Producing pellets for injection molding
2. Mold Design and Fabrication
- CAD Modeling: Designing mold cavities and cores
- CNC Machining: Precision manufacturing of mold components
- Heat Treatment: Hardening mold surfaces (50-60 HRC)
- Surface Finishing: Polishing to achieve desired surface quality
3. Machine Setup
- Temperature Calibration: Setting mold and barrel temperatures
- Pressure Adjustment: Configuring hydraulic systems
- Cycle Programming: Setting time parameters for each stage
- Safety Checks: Verifying all safety interlocks
Heating the Rubber

Heating is critical to the rubber molding process, as it initiates and controls the vulcanization reaction:
Temperature Control Systems
- Electric Heaters: For precise temperature regulation
- Oil Heating: For uniform heat distribution
- Steam Heating: Traditional method for large molds
- Induction Heating: Modern, energy-efficient technology
Vulcanization Chemistry
The vulcanization process follows these key stages:
- Scorch Delay: Initial heating without cross-linking
- Cure Initiation: Cross-linking reactions begin
- Cure Acceleration: Rapid cross-link formation
- Cure Completion: Optimal cross-link density achieved
- Overcure: Degradation of properties if heated too long
Temperature Profiles
- Compression Molding: 150-180°C (300-355°F)
- Transfer Molding: 160-190°C (320-375°F)
- Injection Molding: 170-200°C (340-390°F)
Heat and Pressure Application
The combination of heat and pressure is what transforms raw rubber into a useful product:
Pressure Requirements
- Compression Force: 10-50 MPa (1,500-7,250 psi)
- Injection Pressure: 50-200 MPa (7,250-29,000 psi)
- Clamping Force: Determined by projected area and pressure
Pressure Distribution
- Uniform Pressure: Critical for consistent part quality
- Pressure Sensors: Monitoring and controlling pressure levels
- Pressure Regulation: Adjusting for different material viscosities
Thermal Management
- Heat Uniformity: Ensuring consistent temperature across mold
- Cooling Systems: Controlling post-cure cooling rate
- Energy Efficiency: Optimizing heating and cooling cycles
Complete Process Flow
- Material Loading → 2. Heating and Plasticization → 3. Injection/Filling → 4. Holding Pressure → 5. Vulcanization → 6. Cooling → 7. Demolding → 8. Finishing → 9. Inspection → 10. Packaging
Molded Rubber Parts and Applications
Automotive Industry

The automotive industry is the largest consumer of molded rubber parts, accounting for approximately 45% of the market.
Key Applications
- Sealing Systems: Door seals, window seals, weatherstripping
- Vibration Control: Engine mounts, suspension bushings, shock absorbers
- Fluid Handling: Fuel hoses, coolant hoses, brake lines
- Electrical Components: Gaskets, connectors, insulation parts
Technical Requirements
- Temperature Resistance: -40°C to +150°C for underhood applications
- Chemical Resistance: Oils, fuels, coolants, and road salts
- Durability: 10+ years of service life
- Precision: Tight tolerances for proper fit and function
Aerospace and Defense
Aerospace applications demand the highest performance from rubber components:
Critical Components
- Sealing Systems: Aircraft door seals, window seals, fuel system seals
- Fluid Transfer: Hydraulic hoses, fuel lines, pneumatic components
- Vibration Isolation: Engine mounts, avionics isolation systems
- Thermal Protection: High-temperature gaskets and seals
Performance Standards
- MIL-Specifications: Meeting military performance requirements
- FAA Certification: Compliance with aviation safety standards
- Extreme Temperatures: -65°C to +260°C for certain applications
- Fire Resistance: Self-extinguishing materials for cabin safety
Medical and Healthcare
Medical applications require specialized materials and processes:
Medical-Grade Rubber
- Silicone Rubber: Biocompatible, sterilizable, wide temperature range
- EPDM: Excellent weathering resistance for medical devices
- Natural Rubber: High elasticity for surgical gloves
- TPEs: Thermoplastic elastomers for disposable devices
Regulatory Compliance
- FDA Approval: Food and Drug Administration requirements
- ISO 10993: Biocompatibility testing standards
- USP Class VI: Plastic classification for medical devices
- CE Marking: Conformité Européene for European market
Industrial and Manufacturing
Industrial applications require robust, durable rubber components:
Heavy-Duty Applications
- Industrial Seals: Hydraulic seals, pneumatic seals, shaft seals
- Conveyor Systems: Rollers, belts, wear strips
- Mining Equipment: Hoses, gaskets, vibration isolators
- Oil and Gas: Downhole seals, drilling components
Performance Requirements
- Abrasion Resistance: Extended service life in harsh environments
- Chemical Compatibility: Resistance to industrial fluids and solvents
- Pressure Ratings: High-pressure applications up to 100 MPa
- Temperature Extremes: -50°C to +200°C operation
High Volume Production Capabilities
Production Scales and Capacities
Modern rubber molding facilities are capable of producing parts at various scales:
Low Volume (100-10,000 parts/year)
- Suitable Processes: Compression molding, small-batch injection
- Lead Time: 2-4 weeks
- Cost Structure: Higher unit cost, lower tooling investment
- Flexibility: Easy design changes and material modifications
Medium Volume (10,000-100,000 parts/year)
- Suitable Processes: Transfer molding, automated compression
- Lead Time: 4-8 weeks
- Cost Structure: Balanced tooling and production costs
- Efficiency: Good balance of automation and flexibility
High Volume (100,000+ parts/year)
- Suitable Processes: Injection molding, multi-cavity tools
- Lead Time: 8-16 weeks
- Cost Structure: Lower unit cost, higher tooling investment
- Automation: Fully automated production lines
Automation Technologies

Automation is key to achieving high-volume production efficiently:
Material Handling
- Robot Loading: Automated feeding of rubber compounds
- Conveyor Systems: Continuous material transport
- Automatic Weighing: Precise material dosing
- Material Drying: Controlled moisture management
Process Automation
- PLC Control: Programmable logic controllers for process management
- HMI Interfaces: User-friendly operator interfaces
- Data Acquisition: Real-time process monitoring
- Remote Monitoring: Overseeing operations from central control room
Quality Assurance
- Vision Inspection: Automated defect detection
- In-line Testing: Real-time quality verification
- Statistical Process Control: Quality trend analysis
- Traceability Systems: Complete product genealogy
Production Efficiency Metrics
Key performance indicators for high-volume production:
Equipment Efficiency
- OEE (Overall Equipment Effectiveness): >85% for world-class operations
- Cycle Time: Optimized for maximum throughput
- Downtime: Minimized through preventive maintenance
- Changeover Time: Reduced with quick-change tooling
Quality Metrics
- First Pass Yield: >95% for mature processes
- Defect Rate: <0.5% for high-volume production
- Customer Rejects: <0.1% for quality leaders
- On-time Delivery: >98% for reliable suppliers
Quality Control and Testing Standards
International Standards and Certifications
The rubber industry adheres to rigorous international standards:
ASTM Standards
- ASTM D575: Standard Test Methods for Rubber Properties in Compression
- ASTM D412: Tensile Properties of Vulcanized Rubber and Thermoplastic Elastomers
- ASTM D2240: Standard Test Method for Rubber Property—Durometer Hardness
- ASTM D624: Tear Strength of Conventional Vulcanized Rubber and Thermoplastic Elastomers
ISO Standards
- ISO 37: Rubber, vulcanized or thermoplastic — Determination of tensile stress-strain properties
- ISO 48: Rubber, vulcanized or thermoplastic — Determination of hardness
- ISO 34-1: Rubber, vulcanized or thermoplastic — Determination of tear strength
- ISO 815: Rubber, vulcanized or thermoplastic — Determination of compression set
Industry-Specific Standards
- SAE J200: Rubber Products—Automotive Applications
- MIL-SPEC: Military specifications for defense applications
- FDA 21 CFR: Food contact and medical applications
- REACH: European chemical regulations
Testing Methods and Equipment
Mechanical Testing
- Tensile Testing: Measuring strength and elongation
- Hardness Testing: Shore A and Shore D durometers
- Compression Testing: ASTM D575 procedures
- Tear Testing: Measuring resistance to tearing
Environmental Testing
- Temperature Testing: Thermal chambers for extreme conditions
- Weathering Testing: UV exposure and ozone resistance
- Chemical Resistance: Immersion in various fluids
- Aging Testing: Accelerated life testing
Dimensional Inspection
- Coordinate Measuring Machines (CMM): 3D measurement of complex parts
- Optical Comparators: 2D profile measurement
- Laser Scanning: Non-contact surface measurement
- Vision Systems: Automated dimensional verification
Quality Management Systems
ISO 9001 Certification
- Process Documentation: Standard operating procedures
- Training Programs: Operator qualification and certification
- Internal Audits: Regular quality system reviews
- Continuous Improvement: Kaizen and Six Sigma methodologies
Statistical Process Control
- Control Charts: Monitoring process variation
- Capability Analysis: Cp and Cpk calculations
- Defect Tracking: Root cause analysis and corrective actions
- Preventive Maintenance: Scheduled equipment servicing
Industry Trends and Market Outlook
Technological Advancements
The rubber molding industry is undergoing significant technological transformation:
Industry 4.0 Integration
- Smart Manufacturing: IoT-connected production equipment
- Big Data Analytics: Predictive maintenance and quality control
- Digital Twin: Virtual simulation of production processes
- Additive Manufacturing: 3D printing of rubber prototypes
Material Innovations
- Bio-based Rubbers: Sustainable alternatives to petroleum-based products
- Self-healing Materials: Rubber compounds that repair damage
- Conductive Rubbers: For EMI shielding and sensor applications
- Shape Memory Polymers: Smart materials with programmable properties
Process Improvements
- In-Mold Sensors: Real-time process monitoring
- Rapid Heating/Cooling: Reduced cycle times
- Micro-Molding: Precision molding of micro-components
- Multi-Material Molding: Combining different rubber compounds
Market Growth Drivers
Several key factors are driving growth in the rubber molding industry:
Automotive Electrification
- EV Components: Battery seals, charging system components
- Lightweighting: Reduced weight for improved efficiency
- Thermal Management: Heat-resistant materials for electronics
- Noise Reduction: Enhanced NVH (Noise, Vibration, Harshness) solutions
Healthcare Expansion
- Medical Devices: Growing demand for diagnostic and therapeutic equipment
- Aging Population: Increased need for medical products and mobility aids
- Home Healthcare: Portable medical devices requiring durable components
- Biomedical Engineering: Advanced materials for implants and prosthetics
Infrastructure Development
- Construction Boom: Sealing systems for buildings and infrastructure
- Renewable Energy: Rubber components for wind turbines and solar installations
- Water Management: Seals and gaskets for water treatment facilities
- Transportation Networks: Expansion of rail and public transit systems
Sustainability Initiatives
Environmental sustainability is becoming increasingly important:
Green Manufacturing
- Energy Efficiency: Reduced energy consumption in production
- Waste Reduction: Minimizing material scrap and packaging waste
- Recycling Programs: Closed-loop systems for rubber waste
- Carbon Footprint: Measuring and reducing greenhouse gas emissions
Sustainable Materials
- Recycled Rubber: Using reclaimed rubber in new products
- Bio-based Polymers: Rubber derived from renewable resources
- Degradable Materials: Environmentally friendly end-of-life solutions
- Carbon Neutrality: Achieving net-zero carbon emissions
Frequently Asked Questions
Q1: What factors determine the choice of rubber molding process?
A: The selection depends on several key factors:
- Part Complexity: Simple parts suit compression molding; complex parts require injection molding
- Production Volume: Low volume favors compression; high volume benefits from injection
- Precision Requirements: Tight tolerances require injection or transfer molding
- Material Type: High-durometer compounds often use compression molding
- Budget Constraints: Tooling cost and production efficiency considerations
Q2: How long does the rubber molding process take?
A: Cycle times vary significantly by process:
- Compression Molding: 2-20 minutes per part
- Transfer Molding: 1-10 minutes per part
- Injection Molding: 30 seconds to 5 minutes per part
Actual cycle time depends on part size, material type, and thickness.
Q3: What is the typical cost of rubber molding tooling?
A: Tooling costs range widely:
- Compression Molds: (5,000-)20,000
- Transfer Molds: (15,000-)50,000
- Injection Molds: (30,000-)150,000+
Cost factors include part complexity, number of cavities, material, and precision requirements.
Q4: How to ensure consistent quality in rubber molding?
A: Quality assurance involves:
- Process Control: Monitoring temperature, pressure, and time
- Material Testing: Verifying compound properties before molding
- In-line Inspection: Checking dimensions and visual defects
- Statistical Methods: Using SPC to monitor process variation
- Operator Training: Ensuring proper machine operation
Q5: What are the environmental considerations in rubber molding?
A: Environmental factors include:
- Energy Consumption: Optimizing heating and cooling cycles
- Volatile Organic Compounds (VOCs): Controlling emissions during vulcanization
- Waste Management: Recycling scrap rubber and packaging
- Sustainable Materials: Using bio-based and recycled rubber compounds
- Carbon Footprint: Measuring and reducing greenhouse gas emissions
Conclusion
Rubber molding technology has evolved significantly from its early beginnings, now offering a range of sophisticated processes to meet diverse manufacturing needs. From the simplicity of compression molding to the precision of injection molding, each method provides unique advantages depending on part complexity, production volume, and performance requirements.
The industry is at the forefront of technological innovation, integrating Industry 4.0 principles, developing advanced materials, and implementing sustainable manufacturing practices. With the global market projected to grow steadily, rubber molding will continue to play a vital role in automotive, aerospace, medical, and industrial applications.
Choosing the right rubber molding partner requires careful consideration of technical capabilities, quality systems, and industry expertise. By understanding the various processes and their applications, manufacturers can make informed decisions that balance performance, cost, and production efficiency.
As the industry continues to evolve, embracing new technologies and sustainability initiatives will be key to maintaining competitiveness and meeting the changing needs of global markets.