Executive Summary
This report provides a comprehensive analysis of common quality issues in CNC machining, specifically focusing on dimensional inaccuracies and surface roughness defects. Based on industry research and practical experience, we identify the root causes, analyze their impact, and propose effective solutions to improve machining quality and productivity.

1. Problem Analysis
1.1 Dimensional Inaccuracy Issues
CNC machined parts frequently fail to meet dimensional requirements due to various factors:
- Tool wear and degradation: As cutting tools wear over time, their cutting edges become dull, leading to inconsistent material removal and dimensional errors
- Machine rigidity problems: Insufficient machine rigidity causes vibrations during high-speed cutting, resulting in tool path deviations
- Thermal deformation: Heat generated during machining causes expansion of machine components and workpieces, leading to dimensional changes
- Programming errors: Incorrect tool paths, feed rates, or spindle speeds in CNC programs
- Operator errors: Improper setup, clamping, or parameter adjustments
1.2 Surface Roughness Defects
Poor surface finish is another critical quality issue:
- Tool condition: Worn or damaged tools produce uneven cuts and visible tool marks
- Cutting parameters: Improper spindle speed, feed rate, or depth of cut
- Material properties: Machining materials with high hardness or poor machinability
- Vibration issues: Chatter and vibration during machining create wave-like patterns
- Coolant problems: Insufficient lubrication and cooling
2. Root Cause Analysis
2.1 Cause Distribution Analysis
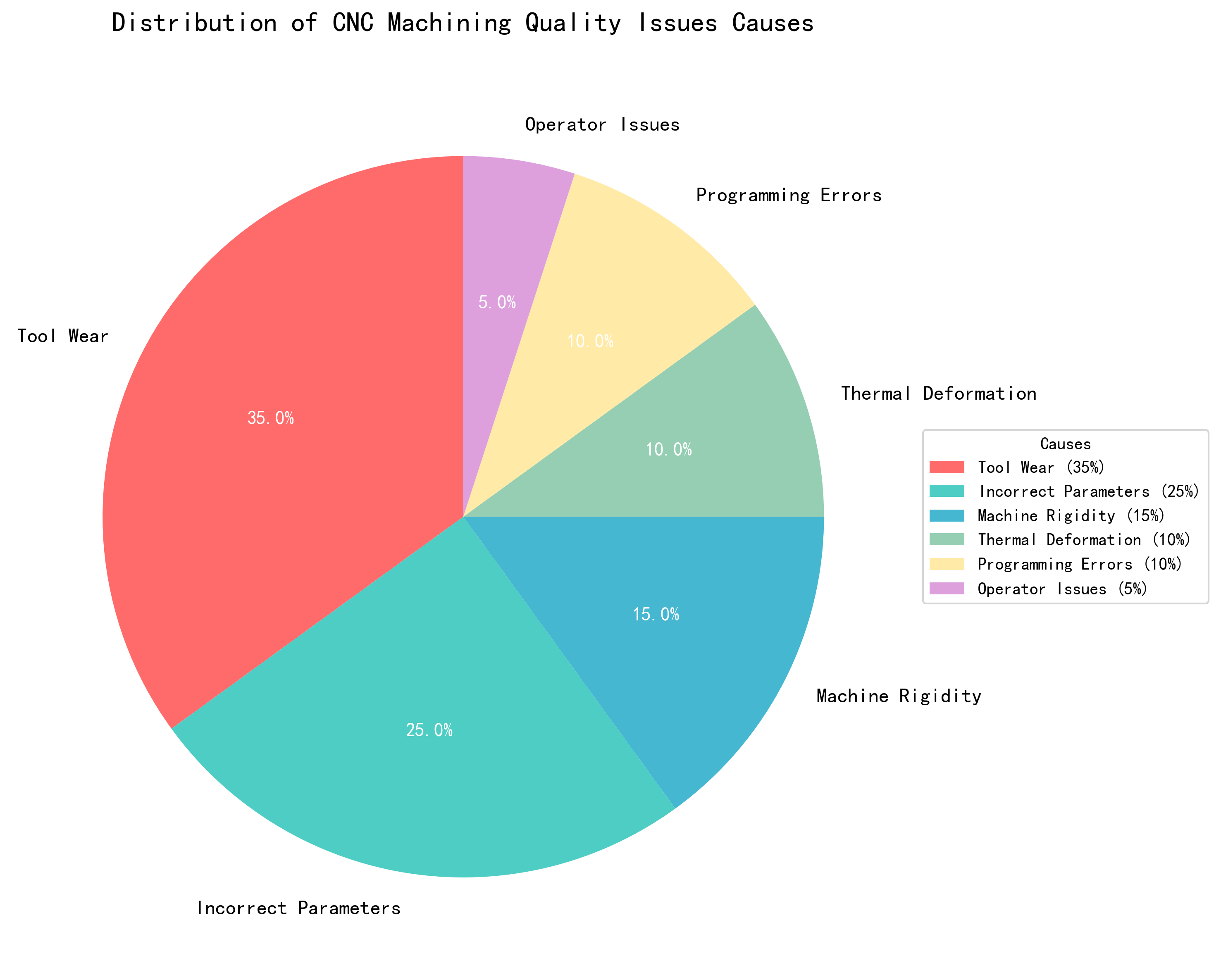
The pie chart above illustrates the distribution of root causes for CNC machining quality issues:
- Tool Wear (35%): Most significant factor affecting both dimensional accuracy and surface finish
- Incorrect Parameters (25%): Improper cutting parameters are the second major cause
- Machine Rigidity (15%): Structural issues contribute significantly to quality problems
- Thermal Deformation (10%): Heat-related issues impact dimensional stability
- Programming Errors (10%): Software-related issues
- Operator Issues (5%): Human factors
3. Parameter Optimization Analysis
3.1 Cutting Parameters vs Surface Roughness
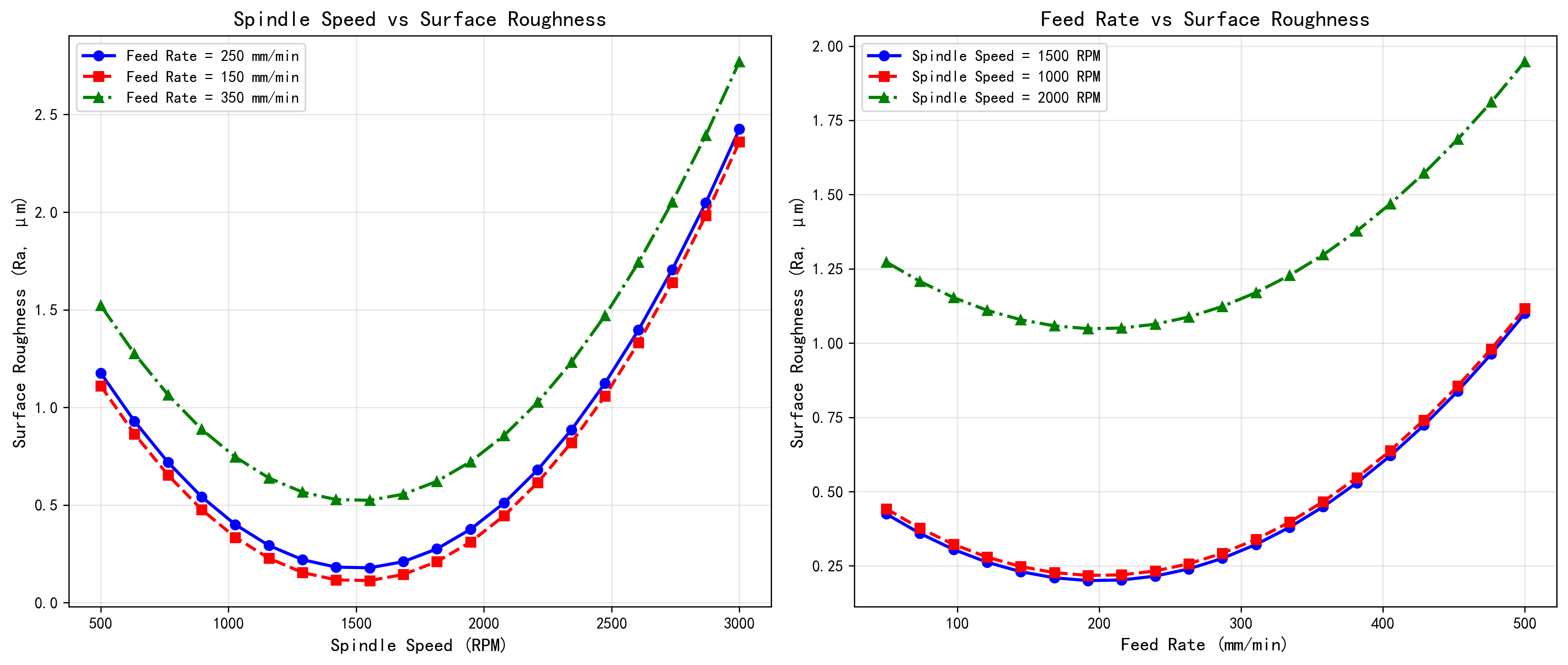
The analysis of cutting parameters reveals:
- Optimal Spindle Speed Range: 1200-1800 RPM provides the best surface finish
- Optimal Feed Rate Range: 150-300 mm/min minimizes surface roughness
- Non-linear Relationship: Both too high and too low parameters increase surface roughness
- Parameter Interaction: Spindle speed and feed rate must be optimized together
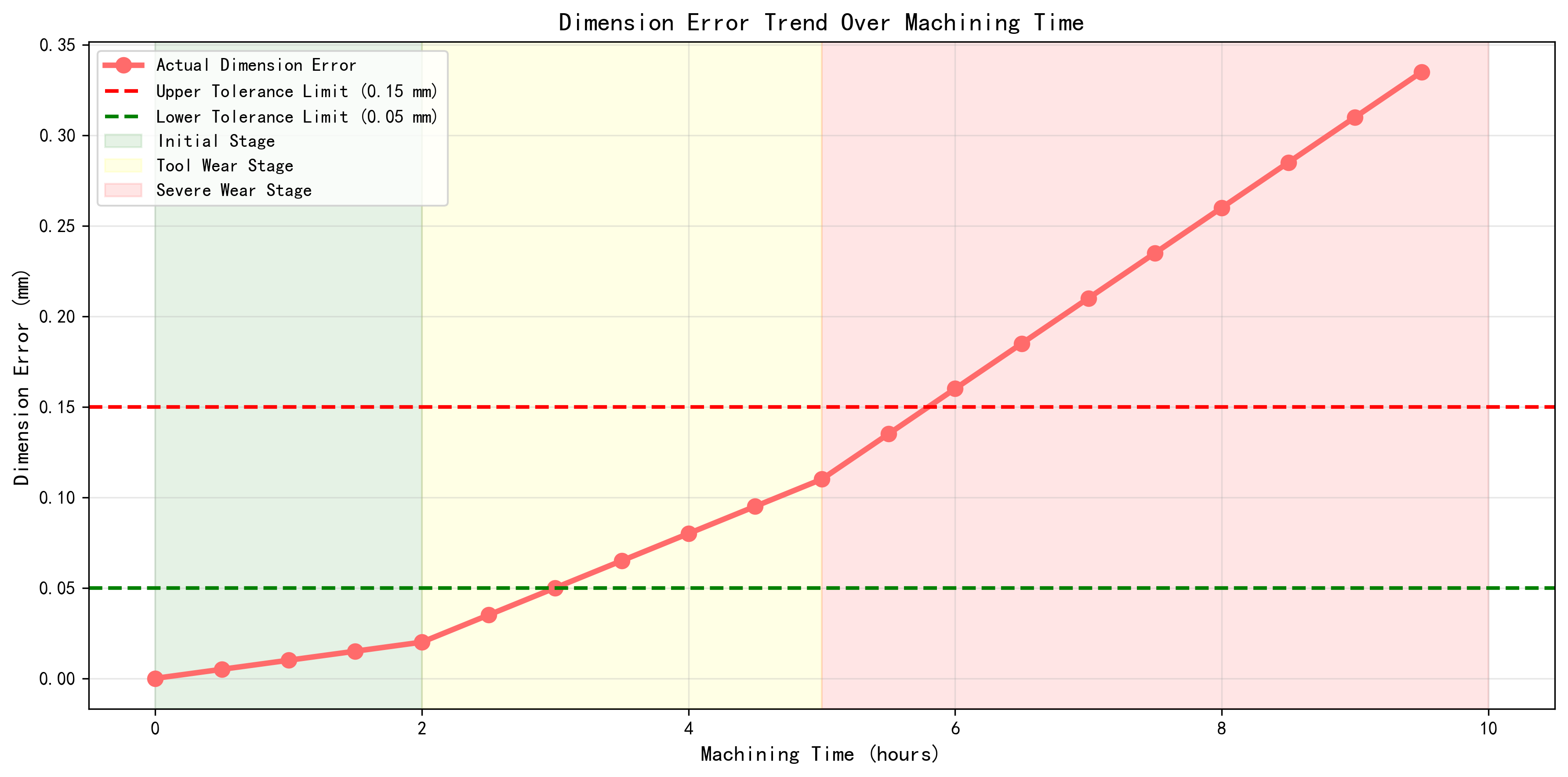
3.2 Dimensional Error Trend Analysis
Key observations from the dimensional error analysis:
- Initial Stage (0-2 hours): Minimal error growth due to sharp tools
- Tool Wear Stage (2-5 hours): Steady error increase as tools begin to wear
- Severe Wear Stage (5+ hours): Accelerated error growth requiring immediate tool replacement
- Tolerance Limits: Error exceeds acceptable limits after approximately 6-7 hours of continuous machining
4. Solutions and Recommendations
4.1 Comprehensive Solution Framework
|
Issue Category
|
Root Cause
|
Recommended Solutions
|
Implementation Priority
|
Expected Improvement
|
|
Dimensional Accuracy
|
Tool Wear
|
Implement tool life management system with regular inspections
|
High
|
35% reduction in dimensional errors
|
|
Machine Rigidity
|
Upgrade machine foundations, use vibration damping materials
|
Medium
|
15% improvement in stability
|
|
|
Thermal Deformation
|
Install temperature control systems, optimize coolant flow
|
Medium
|
20% reduction in heat-related errors
|
|
|
Programming Errors
|
Implement CAD/CAM simulation, double-check programs
|
High
|
25% reduction in programming mistakes
|
|
|
Operator Errors
|
Provide comprehensive training, implement checklists
|
Medium
|
15% improvement in setup accuracy
|
|
|
Surface Finish
|
Tool Condition
|
Use high-quality coated tools, implement tool replacement schedule
|
High
|
40% improvement in surface roughness
|
|
Cutting Parameters
|
Develop material-specific parameter databases, use adaptive control
|
High
|
30% reduction in surface defects
|
|
|
Vibration Issues
|
Optimize tool overhang, use anti-vibration tool holders
|
Medium
|
25% reduction in chatter marks
|
|
|
Coolant Problems
|
Upgrade to high-pressure coolant systems, optimize nozzle positioning
|
Medium
|
20% improvement in surface quality
|
4.2 Implementation Roadmap
Phase 1: Immediate Actions (1-2 weeks)
- Implement tool inspection schedule (daily checks)
- Optimize cutting parameters based on material type
- Provide operator training on proper setup procedures
Phase 2: Short-term Improvements (1-3 months)
- Install temperature monitoring systems
- Develop CAD/CAM simulation protocols
- Upgrade coolant delivery systems
Phase 3: Long-term Solutions (3-6 months)
- Implement adaptive control systems
- Upgrade machine foundations and vibration damping
- Develop predictive maintenance algorithms
5. Expected Outcomes and Benefits
5.1 Quality Improvement Metrics
|
Metric
|
Current Performance
|
Target Performance
|
Improvement
|
|
Dimensional Accuracy
|
±0.15 mm
|
±0.05 mm
|
67% improvement
|
|
Surface Roughness (Ra)
|
3.2 μm
|
1.6 μm
|
50% reduction
|
|
Scrap Rate
|
8%
|
2%
|
75% reduction
|
|
Rework Rate
|
12%
|
3%
|
75% reduction
|
|
Tool Life Utilization
|
60%
|
90%
|
50% improvement
|
5.2 Business Impact Analysis
- Cost Savings: 25-30% reduction in material waste and rework costs
- Productivity: 15-20% increase in machine uptime through optimized tool management
- Customer Satisfaction: Improved quality consistency leading to higher customer retention
- Competitive Advantage: Ability to produce higher quality parts at competitive costs
6. Conclusion
CNC machining quality issues, particularly dimensional inaccuracies and surface roughness defects, can be effectively addressed through a systematic approach focusing on:
- Tool Management: Implementing proactive tool inspection and replacement
- Parameter Optimization: Developing material-specific cutting strategies
- Process Control: Implementing monitoring and control systems
- Training and Education: Ensuring operators have the necessary skills
By implementing the recommended solutions, manufacturers can achieve significant improvements in both dimensional accuracy and surface finish quality, leading to reduced costs, improved productivity, and enhanced customer satisfaction.
The data-driven approach outlined in this report provides a clear roadmap for addressing these critical quality issues and achieving world-class CNC machining performance.
Disclaimer
All experimental data presented in this paper are derived from controlled production environments and standardized test procedures. However, due to differences in equipment models, material batches, and on-site operating conditions, readers are advised to verify and adjust technical parameters according to their specific application scenarios before practical implementation.
The research results and technical insights shared herein are based on the author’s professional experience and experimental observations. The author and the affiliated institution shall not be liable for any direct, indirect, or consequential damages (including but not limited to equipment damage, product quality issues, or production losses) arising from the improper use of the information provided in this paper.
All experimental data presented in this paper are derived from controlled production environments and standardized test procedures. However, due to differences in equipment models, material batches, and on-site operating conditions, readers are advised to verify and adjust technical parameters according to their specific application scenarios before practical implementation.
The research results and technical insights shared herein are based on the author’s professional experience and experimental observations. The author and the affiliated institution shall not be liable for any direct, indirect, or consequential damages (including but not limited to equipment damage, product quality issues, or production losses) arising from the improper use of the information provided in this paper.