
In the automotive industry’s pursuit of robust power, energy efficiency, and long lifespan, engine die castings have become the preferred manufacturing solution for core components in combustion chambers, lubrication systems, and cooling systems due to their exceptional high-temperature resistance, strength, and complex structure forming capabilities. As a 20-year leader in high-end die casting, XX Die Casting specializes in custom automotive engine die castings, delivering over 1 million critical engine components annually with a 99.8% compliance rate for key dimensional accuracy, helping customers achieve core goals of “power enhancement, energy consumption reduction, and lifespan extension.”
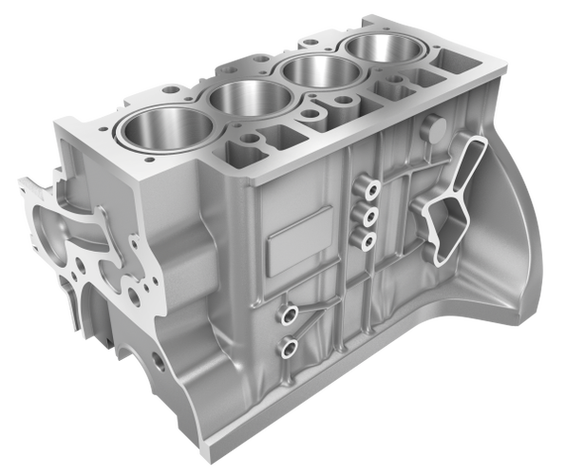
Table of Contents
- Automotive Engine Die Castings: The Core Carrier of Power Systems
- Custom Material Selection: Decoding the Material Code for Harsh Engine Conditions
- Precision Manufacturing Processes: The Transformation from Liquid Metal to Engine Core Components
- Core Technological Breakthroughs: Conquering High-Temperature, High-Pressure, and High-Reliability Challenges
- Full-Process Quality Control: The Pursuit of Zero Defects Under Automotive-Grade Standards
- Agile Service System: Matching the High-Efficiency Development Needs of the Automotive Industry
- Engine Die Casting FAQs: Professional Answers to Key Customization Questions
1. Automotive Engine Die Castings: The Core Carrier of Power Systems
Engine die castings undertake critical functions such as energy conversion, heat management, and lubrication sealing, directly determining engine performance and lifespan:
- High-Temperature & High-Pressure Adaptation: Operating continuously at 200℃~300℃ and withstanding 10-20MPa explosion pressure, aluminum alloy die castings require a tensile strength ≥300MPa to ensure stable operation of combustion chamber components (cylinder blocks, cylinder heads).
- Complex Structure Integration: Integrated die casting forms multi-cavity channels (e.g., cooling water channels, oil paths) with hole diameter tolerances of ±0.03mm, reducing welding processes by 40% and improving sealing (leakage rate ≤5cc/min).
- Lightweight Imperative: Achieving 30%-50% weight reduction compared to cast iron components; for example, aluminum alloy cylinder blocks are 40% lighter than cast iron, reducing engine weight and improving fuel efficiency by 5%-8%.
2. Custom Material Selection: Decoding the Material Code for Harsh Engine Conditions
1. Main Alloy Properties and Typical Applications
|
Alloy Type
|
Typical Grade
|
Core Performance Indicators
|
Engine Component Applications
|
|
Aluminum Alloy
|
A380
|
Tensile strength ≥320MPa, high-temperature resistance (strength retention ≥70% at 300℃)
|
Cylinder blocks, cylinder heads, intake manifolds
|
|
Aluminum Alloy
|
ADC12
|
Thermal conductivity ≥180W/(m·K), excellent airtightness (porosity ≤1%)
|
Oil pans, water pump housings
|
|
Magnesium Alloy
|
AZ91D
|
Density 1.8g/cm³, damping coefficient 0.05 (vibration attenuation ≥35%)
|
Engine mounts, timing chain cases
|
2. Custom Material Design
- Combustion Chamber Components: Adding 0.5% Mg + 0.3% Ni to A380 alloy increases tensile strength by 15% at 300℃ and enhances thermal fatigue resistance by 20%, suitable for high-temperature environments in turbocharged engines.
- Lubrication System: Controlling Fe≤0.9% in ADC12 alloy and using refining degassing to reduce hydrogen content to ≤0.15ml/100g minimizes the risk of lubrication failure due to internal oil path gas holes.
3. Precision Manufacturing Processes: The Transformation from Liquid Metal to Engine Core Components
1. Mold Design: 0.01mm-Level Precision Mastery
- Thermal Balance Optimization:
-
- Conformal cooling channels (spacing 3-5 times pipe diameter) limit mold temperature fluctuation to ±5℃, avoiding solidification shrinkage caused by uneven cylinder block wall thickness (shrinkage rate controlled at 0.8%-1.0%).
-
- Tungsten steel inserts (hardness HRC65) for deep cavities ensure coaxiality ≤0.02mm for 10mm deep holes (e.g., cylinder head bolt holes).
- Mold Flow Analysis Enhancement: Simulating high-pressure filling (injection speed 60m/s) via Moldflow to optimize gate position (≥8mm from hot spots), reducing shrinkage porosity from 5% to 0.8%.
2. Die Casting: Engine-Exclusive Processes
- Vacuum Die Casting Technology:
-
- Vacuum degree ≤50mbar with three-stage pressure boosting (initial 80MPa → intermediate 120MPa → final 180MPa), achieving cylinder block internal density ≥99.5% and X-ray flaw detection defect rate <0.1%.
-
- Intelligent mold temperature control (aluminum alloy molds 180±3℃) ensures cylinder head valve seat hole dimensional fluctuation ≤±0.03mm for high-precision assembly.
- Semi-Solid Die Casting: Controlling solid phase rate at 50%-60% for magnesium alloy components, reducing filling pressure by 25% and crack occurrence rate from 12% to 2.5%.
3. Post-Processing: Function Enhancement and Precision Correction
- Precision Machining:
-
- Five-axis grinding for cylinder block planes (flatness ≤0.02mm/100mm) to ensure cylinder sealing.
-
- Honing for oil path holes (roughness Ra≤0.4μm), reducing oil flow resistance by 10% and improving lubrication efficiency.
- Surface Treatment:
-
- Cylinder head anodizing (film thickness 20μm), hardness ≥200HV, resistant to coolant corrosion (no peeling after 500 hours).
-
- Oil pan electrophoretic coating (film thickness 30μm), passing 1000-hour salt spray test without rust, suitable for wet 底盘 environments.
4. Core Technological Breakthroughs: Conquering High-Temperature, High-Pressure, High-Reliability Challenges
1. High-Temperature Strength Retention Technology
- Grain Refinement Treatment: Adding 0.2% Ti + 0.15% B refines aluminum alloy grains to below 50μm, increasing high-temperature (300℃) fatigue strength by 25% to meet 100,000 thermal cycle requirements for turbocharged engines without cracks.
- Structural Reinforcement Design: Variable wall thickness design (1.5mm minimum → 3mm maximum) in cylinder block stress-concentrated areas, combined with arc-shaped reinforcing ribs (2mm height), increases knock resistance by 30%.
2. Precision Cooling and Lubrication System Forming
- Micro-Channel Forming: Successfully casting 0.8mm-wide cooling water channels (depth-width ratio 3:1), increasing filling success rate to 92% via spiral mold runner design and improving heat dissipation efficiency by 15%.
- Oil Path Sealing Technology: Using vacuum leak testing (pressure 10kPa) with post-machining hole plugging to ensure oil path leakage rate ≤1cc/min, 30% better than industry standards.
3. Defect Detection Technology Upgrade
- CT Tomography: 0.2mm resolution detects internal shrinkage holes (volume ≤1mm³) in cylinder blocks, achieving 100% full-size 3D reconstruction and reducing miss rate from 5% (traditional X-ray) to 0.1%.
- Automatic Airtightness Detection: Helium mass spectrometer leak detection (accuracy 1×10⁻⁹mbar·L/s) for 100% cylinder head combustion chamber inspection, ensuring no leakage under high pressure.
5. Full-Process Quality Control: The Pursuit of Zero Defects Under Automotive-Grade Standards
1. Raw Material Control
- Spectral Analysis: Batch alloy composition testing (accuracy 0.01%), controlling Si content in A380 alloy at 11.5%-13.5% and Fe≤0.9% to eliminate material deviations at the source.
- In-Furnace Treatment: Adding C2Cl6 refining agent (0.5kg/ton) during aluminum alloy melting to reduce hydrogen content to ≤0.1ml/100g, minimizing gas hole defects.
2. Process Monitoring
- IoT Data Collection: Real-time monitoring of injection pressure (fluctuation ≤1%), mold temperature (deviation ±2℃), and cycle time (error ≤2 seconds), with automatic shutdown for anomalies (response time ≤15 seconds).
- First Article Full Inspection: CMM measurement of 50+ critical dimensions (Cpk≥1.67), including cylinder hole diameter (tolerance ±0.015mm) and flatness (≤0.03mm), ensuring 100% qualification before mass production.
3. Finished Product Inspection
|
Inspection Item
|
Inspection Method
|
Automotive-Grade Standard
|
Compliance Rate
|
|
Dimensional Accuracy
|
Coordinate Measuring Machine
|
Cylinder hole roundness ≤0.01mm, positional accuracy ±0.02mm
|
99.8%
|
|
Internal Defects
|
CT Scan + Ultrasonic Testing
|
0 tolerance for defects ≥0.5mm
|
100%
|
|
Airtightness Testing
|
Helium Mass Spectrometer
|
Leakage rate ≤5cc/min
|
99.5%
|
|
High-Temperature Strength
|
Electronic Universal Tester
|
Tensile strength ≥250MPa at 300℃
|
99.2%
|
6. Agile Service System: Matching the High-Efficiency Development Needs of the Automotive Industry
1. Collaborative R&D
- Early Design Involvement: Participating in customer engine development, providing wall thickness optimization (recommended 2-4mm) and demolding draft suggestions (1.5°-3°), reducing post-mold modification costs by 40%.
- Joint Material Development: Developing high thermal conductivity aluminum alloy (≥200W/(m·K)) for new energy engines, reducing motor controller housing temperature by 20℃, applied in a popular production model.
2. Rapid Delivery
- Rapid Prototyping: Aluminum simple molds deliver first samples in 10 days, supporting 3D printed prototype verification and shortening prototyping cycle by 50% compared to traditional methods.
- Mass Production: Equipped with 600-1600T large-scale die casting machines, monthly capacity 200,000 pieces, reducing delivery cycle for complex cylinder blocks by 35% compared to industry average.
3. After-Sales Assurance
- PPAP Document Support: Providing full-dimension inspection reports, material traceability records, and process FMEA to meet IATF 16949 certification requirements.
- On-Site Technical Service: Offering on-site process debugging for OEMs, resolving machining deformation and sealing issues, increasing yield from 85% to 97%.
7. Engine Die Casting FAQs: Professional Answers to Key Questions
Q1: What are the common aluminum alloy grades for engine die castings?
A: Mainstream grades include A380 (high strength), ADC12 (high thermal conductivity), and A356 (high toughness). We recommend the optimal material based on customer needs—e.g., A380+Ni alloy for turbocharged engines.
Q2: How is the airtightness of cylinder blocks and heads ensured?
A: Vacuum die casting (vacuum degree ≤50mbar) controls internal gas holes, combined with post-machining helium mass spectrometer leak detection (leakage rate ≤5cc/min), achieving 99.5%+ airtightness compliance for critical components.
Q3: What is the mold life for custom engine die castings?
A: Standard mold life is 500,000-800,000 cycles; with H13 steel + PVD coating, it exceeds 1,000,000 cycles. We provide mold life management to ensure batch production stability.
Q4: How long does it take from drawing confirmation to mass production?
A: Standard cycle: 5 days for requirement confirmation → 15 days for mold design → 40 days for machining → 10 days for trial casting → 7 days for production preparation, totaling ~77 days; urgent orders can be compressed to 60 days via parallel engineering.
Unlock Engine Performance with Professional Customization
Every roar of the engine starts with the precise operation of core components. Specializing in custom solutions for both traditional fuel and new energy power systems, our die castings undergo 15 rigorous quality inspections—from high-temperature-resistant cylinder blocks to high-sealing oil pans.
Ready to discuss your project?Leave a message with your component type (cylinder block/head/oil pan, etc.), material requirements, and annual quantity. We’ll provide a tailored technical proposal within 24 hours.
(Message: Please specify component type, material requirements, and annual quantity for a customized solution.)





