
Custom Die Casting Parts Services
Precision die casting solutions for automotive, electronics, and aerospace industries. Achieve ±0.05mm tolerances with our advanced vacuum die casting technology.
Capabilities Snapshot
Why Choose Goldcattle?
26 Years Experience
Specialized in die casting since 2000, serving global clients
6,000T Capacity
State-of-the-art equipment for large and complex parts
AI Mold Simulation
Vacuum/Rheo + AI mold simulation for 2026
Full Traceability
From raw material to finished product
Technical Advantages
Precise Process Parameter Control
- ✓
Pressure System: 800–4,500-ton servo machines, 10–175 MPa pressure - ✓
Temperature Control: ±2℃ accuracy, real-time monitoring - ✓
Dimensional Accuracy: CT3 grade (±0.15mm) for precision molds - ✓
Yield Rate: Over 98% stability
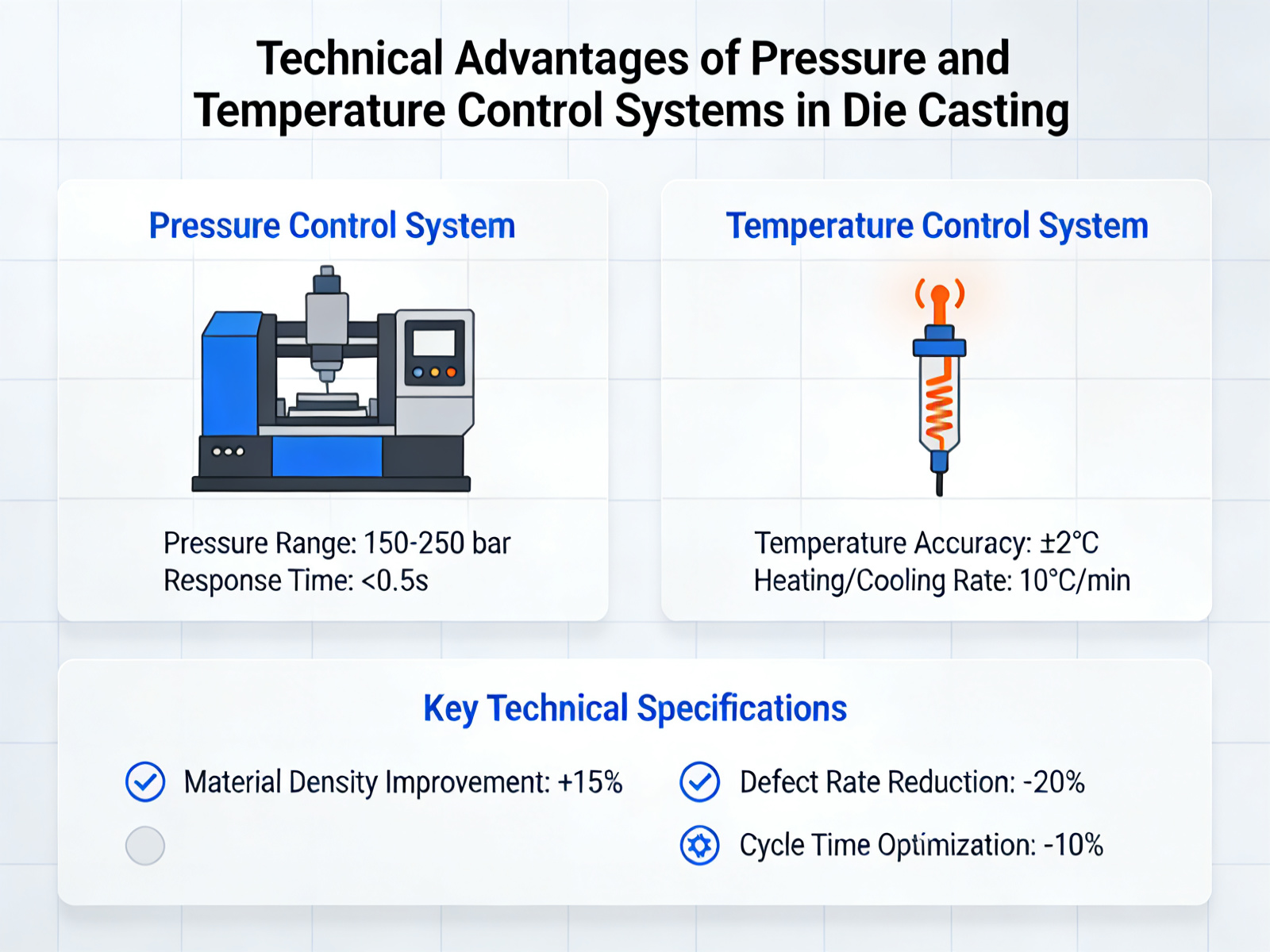
Pressure and temperature control systems ensure precision
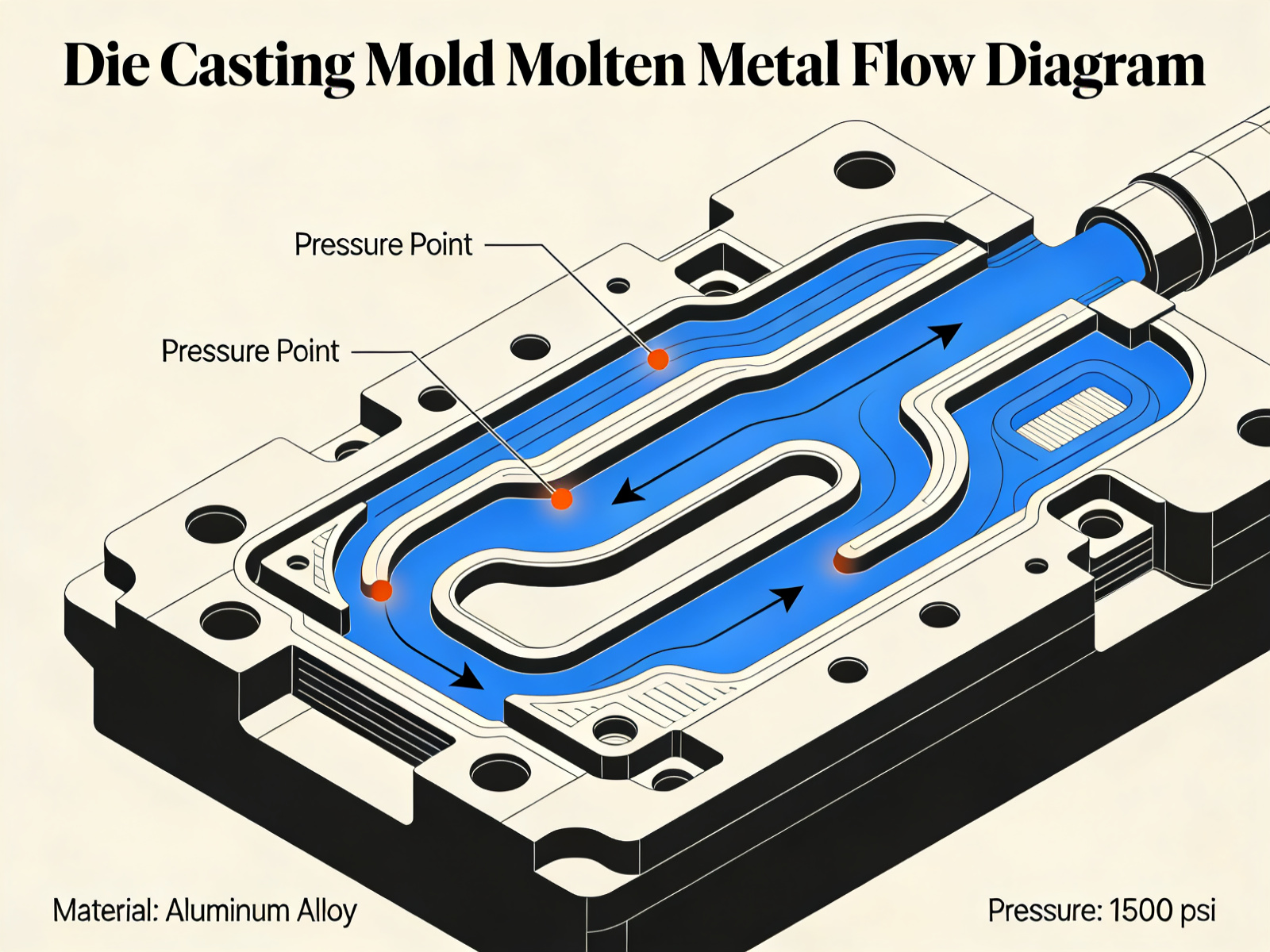
Mold flow diagram showing molten metal flow paths
Mold Design and Manufacturing
- ✓
Material Selection: H13 tool steel, 48–52HRC hardness - ✓
Digital Design: UG/NX and Moldflow analysis - ✓
Gate Optimization: Error ≤0.5mm, pressure loss <15% - ✓
Mold Life: 500,000+ cycles, 30% longer than conventional
Porosity Reduction Technology
- ✓
Vacuum Die Casting: Cavity vacuum degree ≤5kPa - ✓
Porosity Level: Reduced to 0.3% - ✓
Waterproof Rating: IP67 compliant
Pro Tip: Rheo-die for elongation +20% in EV suspension
Using rheo-die casting technology, primary α-Al grain size is controlled ≤50μm, increasing elongation by 20%—ideal for high-toughness automotive suspension components.
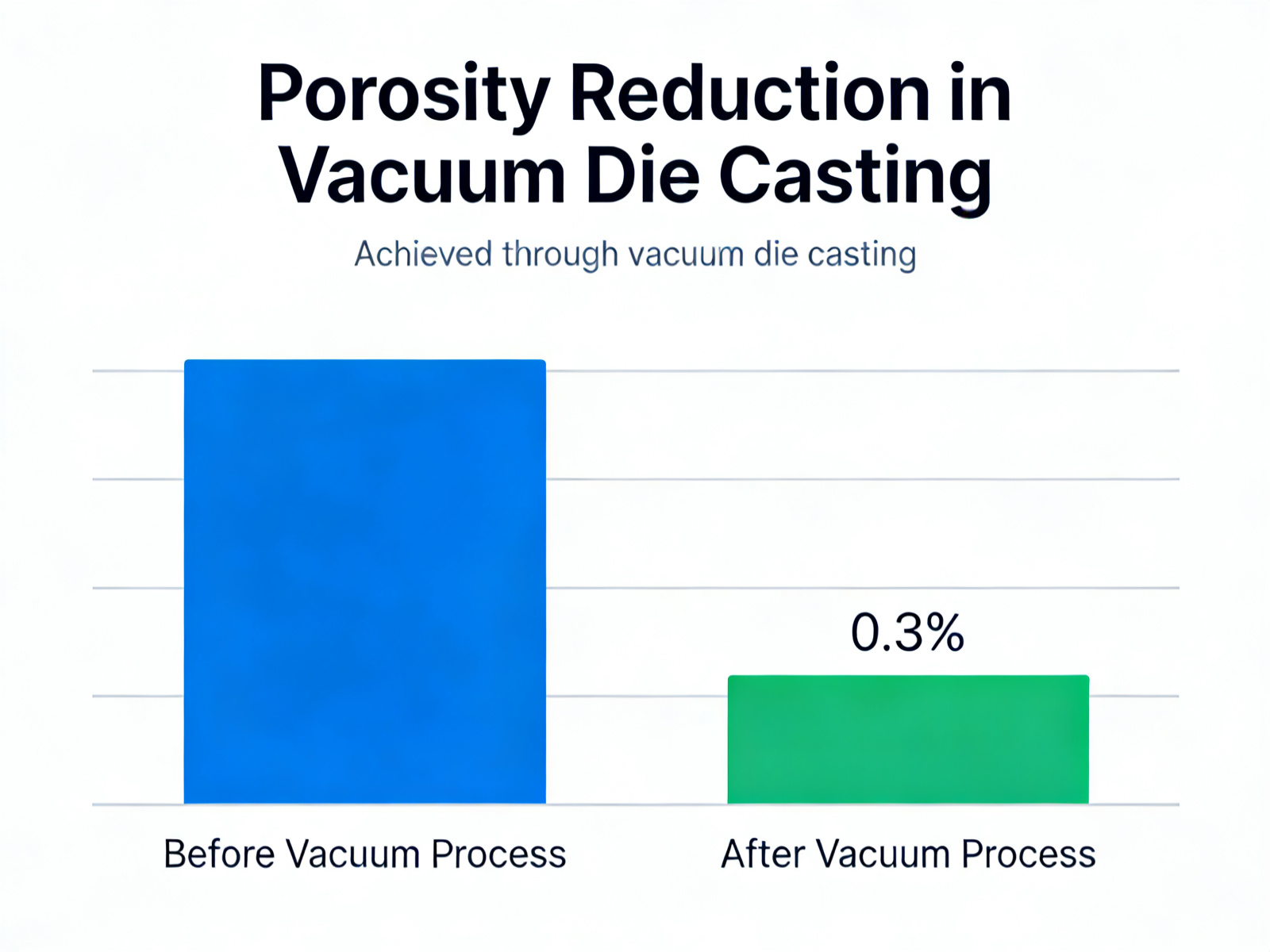
Porosity reduction achieved through vacuum die casting
2026 Update: AI-Enhanced Technology
AI-Enhanced Mold Flow & Hydrogen Control
Our latest AI-powered system revolutionizes die casting precision with advanced mold flow analysis and real-time hydrogen control.
- ✓
Mold Flow Accuracy: Error ≤0.5mm with AI optimization - ✓
Hydrogen Control: ≤0.15ml/100g auto-detection - ✓
Real-time Monitoring: 24/7 process surveillance - ✓
Yield Improvement: Up to 2% additional gain

AI-enhanced die casting machine with real-time monitoring
Full Material System Coverage

Aluminum Alloy (ADC12)
Zinc Alloy (ZA27)
Magnesium Alloy (AZ91D)

Copper Alloy (CuZn38Pb2)
Special Material Customization
High-Temperature Alloys
Capable of die casting Inconel 718 (service temperature ≤650℃) for short-cycle aerospace engine components, with tensile strength ≥1,220 MPa and fatigue life (σ=450MPa) ≥10⁷ cycles.
Semi-Solid Metals
Using rheo-die casting technology, primary α-Al grain size is controlled ≤50μm, increasing elongation by 20%—ideal for high-toughness automotive suspension components.
End-to-End Quality Control
Inspection System & Equipment
- ✓
Material Testing: Direct-reading spectrometers (accuracy 0.01%) - ✓
Dimensional Inspection: CMM (accuracy ±0.005mm) - ✓
Internal Defects: X-ray detectors (resolution ≤0.2mm) - ✓
Thickness Control: Ultrasonic gauges (±0.01mm)
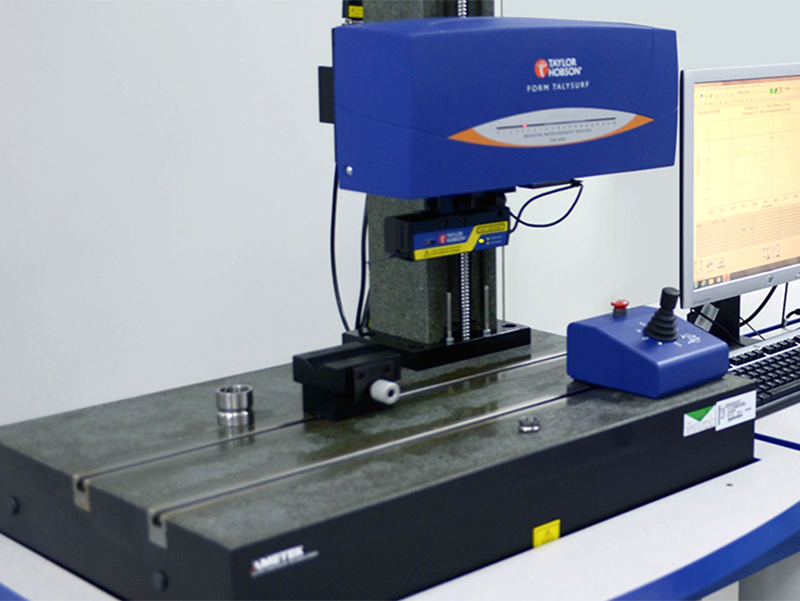
Advanced quality inspection equipment ensures precision

Certified quality management systems
Certifications & Compliance
Typical Application Scenarios
EV Applications

Integrated Battery Trays
Custom battery trays for automakers, produced using 6,000-ton die casting machines. Single-part dimensions: 1,200mm×800mm×150mm.
35%
≤±0.5mm
0.3%
5G Communications

Precision Signal Connectors
High-frequency signal connectors with surface roughness Ra≤0.8μm and conductivity ≥85%IACS.
≤50mΩ
≥200 hours
Cu-0.5Zr
Aerospace
High-Temperature Components
Inconel 718 components for aerospace engines with service temperature ≤650℃.
≥1,220 MPa
≥10⁷ cycles
NADCAP
Custom Service Process
Requirement Alignment
24-hour response with DFM report, clarifying mold costs and timelines
Mold Design (CAE)
CAD/CAE collaborative design, gate optimization via mold flow analysis
Casting Production
500–1,000 pieces/hour capacity, supporting low-volume trial production
Post-Treatment (T6)
Heat treatment, surface finishing, and quality inspection
QC & Delivery
100% inspection, certification, and global delivery
FAQ: Answering Key Questions
Rush Prototypes in 7 Days?
Share your specifications via WhatsApp/Email for urgent projects
Trusted by Industry Leaders

Customer Testimonial
“EV client: Yield 99% after vacuum upgrade. The precision and consistency of Goldcattle’s die casting process have significantly improved our production efficiency and product quality.”
– anonymous Automotive Manufacturer
Launch Your Custom Die Casting Project
Full traceability from ingot to delivery. Get started today and receive 5 free samples on your first order!





