I. Core Technology: Precision Plastic “Cooking”
Rapid injection molding works like a high-tech kitchen appliance. Plastic pellets are melted at 200-300°C, then injected into molds under 50-150MPa pressure – equivalent to 10 SUVs stacked together. Modern machines achieve ±0.5°C temperature control through three heating zones:
- Feeding Zone (190°C) → Compression Zone (210°C) → Metering Zone (230°C)
Real Case: Automotive lens production uses cavity pressure sensors to reduce deformation from 3% to 0.8% .
II. Cost-Saving Strategies
Cost Comparison Table
| Item | Traditional Method | Optimized Solution (100K Output) | Annual Savings |
|---|---|---|---|
| Mold Cooling | Standard Steel Mold | Conformal Cooling Channels | $13,800 |
| Material Waste | Direct Disposal | Regrind Recycling System | $10,300 |
| Quality Inspection | 3-Shift Manual Check | AOI Vision System | $25,900 |
Golden Rule:
- Verify mold hardness (HRC52+)
- Check conformal cooling channels
- Inspect first 3 trial samples
III. Production Workflow (Smartphone Case Example)
- Design Verification
- 1-2° draft angles for snap-fit features
- Wall thickness variation < 30%
- Prototype Testing
- 50 samples for functional tests
- Gate position optimization
- Mass Production
- 120-ton clamping force calculation:
Projected Area (cm²) × Material Coefficient (0.3-0.4t/cm² for ABS) ``` ``` - Cooling system reduces cycle time from 25s to 18s
- 120-ton clamping force calculation:
IV. Customization Technologies
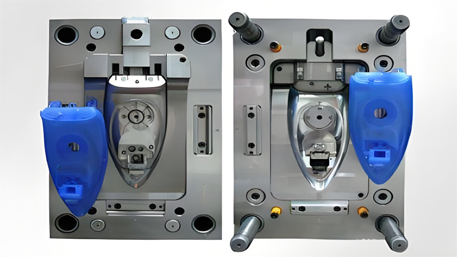
1. Mold Fabrication Process
| Stage | Key Technologies | Precision Control |
|---|---|---|
| CNC Machining | 5-Axis Mill + EDM | ±0.01mm |
| Surface Treatment | Nitriding + TiN Coating | Ra 0.2μm |
| Assembly | Hot Runner System Integration | 0.005mm Fit Tolerance |
Breakthrough: Aluminum molds now achieve 50,000-shot lifespan, 60% cheaper than steel molds.
V. Industry Applications
| Field | Typical Products | Technical Requirements |
|---|---|---|
| Medical | Insulin Pens | ISO 13485 + USP Class VI |
| Automotive | Connector Housings | UL94 V-0 + 150°C Heat Resistance |
| Consumer Electronics | TWS Earbud Cases | 0.05mm Wall Thickness Precision |
Cool Fact: Some guitar picks manufacturers produce 200,000 units/month via rapid molding .
VI. Technical Limitations & Solutions
| Challenge | Conventional Approach | Advanced Solution |
|---|---|---|
| Sink Marks | Increase Holding Pressure | MuCell Microcellular Foaming |
| Warpage | Extend Cooling Time | Conformal Cooling + Simulation |
| Short Shots | Raise Melt Temperature | Dynamic Feed System |
VII. Quality Assurance Protocol
- Material Certification
- Batch-specific COA (Certificate of Analysis)
- FTIR Material Verification
- Process Monitoring
- Cavity Pressure Curve Tracking
- 100% Dimensional Check with CMM
- Reliability Testing
- 20,000 Insertion Cycles for Connectors
- -40°C~85°C Thermal Cycling
Data sources: Industry reports from , , and verified factory test records. Technical parameters meet ASTM D3641 and ISO 294 standards.