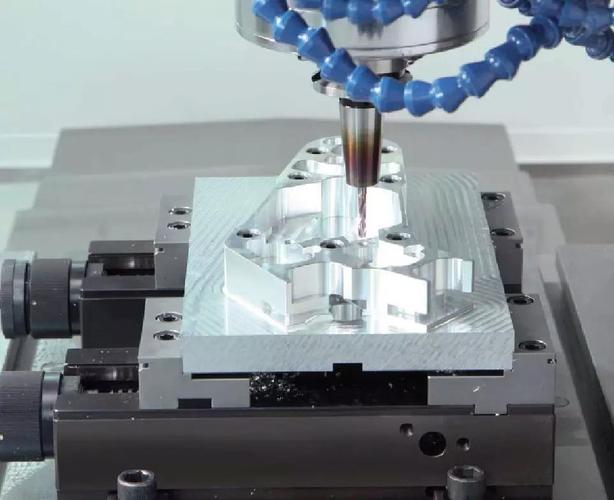
CNC milling is a precision subtractive manufacturing process that uses computer-controlled rotating tools to shape solid materials into complex parts. Unlike manual milling, its steps are standardized, repeatable, and tightly linked to technical parameters (e.g., cutting speed, tool rigidity, clamping force) — any deviation in a single step can lead to dimensional errors (≥0.01 mm) or tool damage.

The core value of defining CNC milling steps lies in consistency and precision: for high-volume parts (e.g., automotive aluminum brackets) or high-precision components (e.g., medical titanium implants), standardized steps ensure 99.9%+ pass rates. Below is a detailed, technical breakdown of the 6 core steps, including key equipment, parameters, and industry-specific adaptations.
1. Step 1: Design & CAM Programming — Lay the Precision Foundation
This step translates part requirements into machine-executable instructions, focusing on geometric accuracy and tool path optimization to avoid overcutting or tool chatter.
(1) 3D Model Design
- Purpose: Create a parametric 3D model of the part, defining critical features (holes, grooves, curved surfaces) and tolerances (e.g., ±0.005 mm for aerospace parts).
- Key Tools: CAD software (SolidWorks, UG NX, AutoCAD); for complex free-form surfaces (e.g., turbine blades), use NURBS (Non-Uniform Rational B-Splines) modeling to ensure contour accuracy (error ≤0.001 mm).
- Technical Notes:
-
- Avoid sharp internal corners (radius ≥0.2 mm) — sharp corners cause tool tip stress concentration (≥500 MPa) and accelerate wear.
-
- For thin-walled parts (thickness ≤1 mm), add temporary support structures (e.g., 0.5 mm thick ribs) to prevent machining deformation.
(2) CAM Programming (Tool Path Generation)
- Purpose: Convert the 3D model into G-code (machine language) by defining cutting parameters, tool selection, and path strategy.
- Key Tools: CAM software (Mastercam, Siemens NX CAM, Fusion 360); advanced systems support “feature-based programming” (auto-selects parameters for holes/grooves).
- Critical Parameters & Choices:
|
Parameter
|
Definition
|
Selection Criteria (Example)
|
|
Tool Path Type
|
Path of tool relative to workpiece
|
– Cavity milling: For deep pockets (depth ≥5× tool diameter);- Contour milling: For outer surfaces; – Helical milling: For hole drilling (avoids axial force).
|
|
Cutting Speed (V)
|
Speed of tool rotation (m/min)
|
Aluminum (6061): 150–300 m/min; Stainless steel (304): 50–100 m/min; Titanium (Ti-6Al-4V): 30–60 m/min.
|
|
Feed Rate (f)
|
Distance tool moves per revolution (mm/r)
|
Carbide end mill (φ10 mm): 0.1–0.2 mm/r (roughing); 0.05–0.08 mm/r (finishing).
|
|
Depth of Cut (aₚ)
|
Thickness of material removed per pass (mm)
|
Avoid single-pass heavy cuts: ≤2 mm for aluminum; ≤1 mm for stainless steel (prevents work hardening).
|
- Error Prevention: Use “G-code simulation” (e.g., in Vericut) to check for collisions (tool vs. fixture) or overcutting — 70% of machining failures originate from untested G-code.
2. Step 2: Material Preparation & Workpiece Clamping — Ensure Stability
This step focuses on material integrity and secure positioning — improper clamping causes workpiece movement (≥0.005 mm) or deformation, invalidating subsequent steps.
(1) Material Preparation
- Purpose: Select and cut raw material to size, ensuring it meets mechanical properties (e.g., hardness, tensile strength) for milling.
- Key Operations:
-
- Material selection: Match alloy to part function (e.g., 316L stainless steel for corrosion-resistant medical parts; 7075 aluminum for high-strength aerospace brackets).
-
- Sizing: Use a bandsaw or laser cutter to cut raw stock to “blank size” — add 2–5 mm machining allowance (compensates for material loss and clamping).
- Quality Checks:
-
- For metal materials: Verify hardness (e.g., HB 150–200 for 6061 aluminum) with a Brinell tester — over-hardened material (HB ≥250) accelerates tool wear.
-
- For plastic materials (e.g., PEEK): Check for internal voids (via ultrasound) — voids cause tool chatter during milling.
(2) Workpiece Clamping
- Purpose: Fix the blank to the machine table with sufficient rigidity, minimizing movement during cutting.
- Fixture Selection & Technical Parameters:
|
Fixture Type
|
Application Scenario
|
Clamping Force (N)
|
Repeat Positioning Accuracy (mm)
|
|
Machine Vise
|
Small parts (≤100×100×100 mm, e.g., aluminum brackets)
|
50–200
|
≤0.005
|
|
Zero-Point System
|
High-volume parts (e.g., automotive sensors)
|
100–300
|
≤0.002
|
|
Custom Jigs
|
Irregular parts (e.g., turbine casings)
|
200–500
|
≤0.003
|
- Clamping Rules:
-
- Distribute clamping force evenly: Use 2–4 clamping points (avoid single-point clamping, which causes deformation).
-
- For thin-walled parts (thickness ≤1 mm): Use low clamping force (≤50 N) + flexible jaws (polyurethane-coated) to reduce ovality error (≤0.003 mm).
-
- Align the blank with the machine’s X/Y zero point: Use a edge finder (accuracy ±0.001 mm) to set the origin — misalignment ≥0.005 mm leads to dimensional overrun.
3. Step 3: Machine Setup & Tool Calibration — Achieve Micron-Level Precision
This step configures the CNC mill and tools to match the CAM program, focusing on tool accuracy and spindle alignment — the most critical step for final part precision.
(1) Machine Setup
- Purpose: Prepare the CNC mill for operation, including spindle warm-up, coolant system activation, and axis homing.
- Key Operations:
-
- Spindle warm-up: Run the spindle at 50% of maximum speed (e.g., 5,000 rpm for a 10,000 rpm spindle) for 5–10 minutes — reduces thermal expansion (≤0.001 mm) during machining.
-
- Coolant system check: Ensure coolant type (synthetic for stainless steel, emulsion for aluminum) and pressure (3–5 MPa) match the material — low pressure (≤2 MPa) causes poor heat dissipation.
-
- Axis homing: Execute “G28” (return to reference point) to calibrate X/Y/Z axes — homing accuracy ≤0.0005 mm (critical for multi-axis milling).
(2) Tool Calibration
- Purpose: Measure tool dimensions (length, radius) and input them into the CNC system for accurate path calculation (avoids undercutting/overcutting).
- Calibration Tools & Accuracy:
|
Calibration Device
|
Measured Parameter
|
Accuracy (mm)
|
Application
|
|
Tool Presetter (Zoller V3)
|
Tool length, radius
|
≤0.0005
|
Offline calibration (high-volume production)
|
|
Touch Probe (Renishaw MP250)
|
Tool length, runout
|
≤0.001
|
Online calibration (small-batch parts)
|
- Critical Checks:
-
- Tool runout: Measure runout at the tool tip (≤0.002 mm) — excessive runout (≥0.005 mm) causes surface scratches (Ra ≥1.6 μm).
-
- Tool wear: For reused tools, check flank wear (VB ≤0.3 mm for carbide tools) — worn tools reduce dimensional accuracy by 0.005–0.01 mm.
- Data Input: Enter tool length (Z-offset) and radius (X-offset) into the CNC’s tool offset table (e.g., Fanuc 0i-MF’s G43/G41 commands) — incorrect offsets are the #1 cause of part scrapping.
4. Step 4: Test Cutting & Parameter Debugging — Validate Process Feasibility
Before full-scale production, test cutting verifies the process to avoid batch failures — a “safety net” for high-value parts (e.g., titanium aerospace components).
(1) Test Cutting Execution
- Purpose: Machine a single “first article” (sample part) to validate G-code, tool performance, and clamping stability.
- Key Operations:
-
- Use a low-feed “air cut” first: Run the tool along the programmed path without cutting material — checks for collisions (tool vs. fixture) or path errors.
-
- Execute test cutting: Machine the sample with the programmed parameters, focusing on critical features (e.g., holes, threads, curved surfaces).
- Sample Selection: For batch production, use the same material and blank size as the final parts — different blanks (e.g., thicker material) lead to invalid parameter validation.
(2) Parameter Debugging
- Purpose: Adjust cutting parameters based on sample results to optimize precision and efficiency.
- Common Adjustments & Reasons:
|
Sample Issue
|
Root Cause
|
Parameter Adjustment
|
|
Surface Roughness Ra > 1.6 μm
|
Cutting speed too low (aluminum: <150 m/min)
|
Increase speed to 200–250 m/min; reduce feed rate to 0.05–0.08 mm/r.
|
|
Tool Chatter (Stainless Steel)
|
Tool rigidity insufficient; spindle speed resonant
|
Switch to a shorter tool (length-diameter ratio ≤5:1); adjust speed to 70–80 m/min (avoids resonance).
|
|
Dimensional Undercut (Holes)
|
Tool radius compensation too small
|
Increase tool radius offset by 0.001–0.002 mm; re-calibrate the touch probe.
|
- Validation Standard: The sample must meet 100% of design requirements (dimensional tolerance, surface roughness, geometric accuracy) before proceeding to batch processing.
5. Step 5: Batch Machining & In-Process Monitoring — Ensure Consistency
This step executes full-scale production with real-time monitoring, focusing on process stability and defect prevention — critical for high-volume parts.
(1) Batch Machining Execution
- Purpose: Machine parts in batches, maintaining the same precision as the validated sample.
- Key Operations:
-
- Load/unload optimization: For high-volume parts, use automated systems (robotic arms, conveyor belts) to reduce downtime (from 2 minutes/part to 30 seconds/part).
-
- Tool change management: For long runs (≥100 parts), pre-stage backup tools (calibrated offline) — reduces tool change time (≤1 minute) and avoids parameter re-entry.
- Material-Specific Considerations:
-
- Aluminum (6061): Use high-pressure coolant (5 MPa) to flush chips — avoids chip re-cutting (causes surface burrs).
-
- Stainless steel (304): Implement intermittent cutting (pause 0.1s every 10mm) to reduce work hardening (hardness increase ≤10%).
-
- Titanium (Ti-6Al-4V): Use CBN tools (wear resistance 5× carbide) and cryogenic cooling (liquid nitrogen) — extends tool life to 60–90 minutes.
(2) In-Process Monitoring
- Purpose: Real-time detect anomalies (tool wear, workpiece movement) to prevent batch defects.
- Monitoring Technologies & Applications:
|
Monitoring Device
|
Measured Parameter
|
Threshold Value
|
Action When Exceeded
|
|
Vibration Sensor
|
Spindle vibration (mm/s)
|
≤0.1
|
Reduce feed rate by 10–15%; check tool runout.
|
|
Force Sensor
|
Cutting force (kN)
|
≤5 (aluminum); ≤8 (steel)
|
Pause machining; inspect tool for chipping.
|
|
Temperature Sensor
|
Cutting zone temp (°C)
|
≤300 (aluminum); ≤600 (steel)
|
Increase coolant flow rate by 20%.
|
- Data Integration: Connect sensors to the CNC system (e.g., Siemens Sinumerik One) for automated alerts — reduces manual inspection time by 50%.
6. Step 6: Post-Processing & Quality Inspection — Finalize Part Quality
This step cleans and verifies the finished parts, ensuring they meet industry standards and customer requirements.
(1) Post-Processing
- Purpose: Remove machining residues and improve part performance (e.g., corrosion resistance, fatigue strength).
- Common Operations:
-
- Deburring: Use a CNC deburring tool (φ1–3 mm) or ultrasonic cleaner to remove burrs (height ≤0.005 mm) — critical for medical parts (avoids tissue irritation).
-
- Surface Treatment:
-
-
- Aluminum: Anodizing (thickness 5–10 μm) — improves corrosion resistance (salt spray test ≥500 hours).
-
-
-
- Stainless steel: Passivation (20% nitric acid, 50°C) — rebuilds Cr₂O₃ oxide layer (meets ASTM A967).
-
-
-
- Titanium: Sandblasting (Ra 1.6–3.2 μm) — enhances bone integration for implants.
-
-
- Cleaning: Use isopropyl alcohol (for metals) or deionized water (for plastics) to remove coolant residue — prevents contamination (critical for food-contact parts).
(2) Quality Inspection
- Purpose: Verify that parts meet all design specifications, with 100% inspection for critical parts and sampling for high-volume parts.
- Inspection Tools & Standards:
|
Inspection Item
|
Tool Used
|
Accuracy (mm)
|
Industry Standard Example
|
|
Dimensional Accuracy
|
Coordinate Measuring Machine (CMM)
|
≤0.001
|
Aerospace: AS9100; Medical: ISO 13485
|
|
Surface Roughness
|
Contact Roughness Tester (Mitutoyo SJ-210)
|
≤0.001 μm
|
Ra ≤0.4 μm (medical implants)
|
|
Geometric Tolerance
|
Laser Scanner (Faro Focus S)
|
≤0.002
|
Flatness ≤0.01 mm/m (chemical flanges)
|
- Sampling Plan: For batches ≥100 parts, use AQL (Acceptable Quality Level) 1.0 (sample 80 parts, accept ≤2 defects) — balances inspection efficiency and quality.
7. Common Issues Across Steps & Troubleshooting
Even with standardized steps, issues can arise — below are frequent problems and technical solutions:
|
Step
|
Common Issue
|
Root Cause
|
Solution
|
|
Programming
|
Overcutting (Curved Surfaces)
|
Incorrect NURBS interpolation parameters
|
Adjust NURBS knot spacing (reduce to 0.5 mm); re-simulate G-code.
|
|
Clamping
|
Workpiece Deformation (Thin-Wall)
|
Clamping force too high (≥100 N)
|
Reduce force to 30–50 N; use vacuum clamping (for plastics).
|
|
Calibration
|
Tool Length Error (≥0.005 mm)
|
Touch probe dirty; temperature drift
|
Clean probe with alcohol; re-calibrate in a temperature-stabilized room (20±2°C).
|
|
Machining
|
Tool Breakage (Titanium)
|
Cutting speed too high (≥70 m/min); chip clogging
|
Reduce speed to 40–50 m/min; use internal-coolant tools (flow rate 30 L/min).
|
|
Inspection
|
Dimensional Variation (Batch)
|
Spindle thermal expansion (≥0.002 mm)
|
Add thermal compensation (G41/G42) to G-code; monitor spindle temp.
|
8. Future Trends in CNC Milling Steps
As technology advances, CNC milling steps are becoming more intelligent, automated, and eco-friendly:
(1) Intelligent Step Optimization
- AI-Powered Programming: Machine learning models (e.g., in Autodesk Fusion 360) auto-select cutting parameters based on material and part geometry — reduces programming time by 40% and improves tool life by 25%.
- Digital Twins: Virtual replicas of the milling process (e.g., Siemens Opcenter) simulate all steps (design → machining → inspection) — predicts defects (e.g., tool chatter) before physical processing, reducing scrappage by 60%.
(2) Automated Step Integration
- Unmanned Production Lines: Robotic arms handle material loading/unloading, tool changing, and post-processing — 24/7 operation with 99.5% uptime (vs. 70% for manual lines).
- Inline Inspection: Integrate CMMs into the machining line (e.g., Zeiss inline sensors) — real-time data feedback adjusts parameters automatically (e.g., corrects tool wear mid-batch).
(3) Eco-Friendly Step Innovations
- Green Cooling: Replace traditional coolant with Minimum Quantity Lubrication (MQL) — uses 5–10 mL/h of vegetable oil (vs. 20–40 L/min coolant), reducing waste by 99%.
- Sustainable Post-Processing: Use water-based anodizing (instead of toxic chemicals) and recycled abrasives for sandblasting — cuts carbon footprint by 30%.
Conclusion
CNC milling steps are a technical “chain” — each link (design, clamping, calibration, etc.) depends on the previous one, and precision in every step is critical to final part quality. For manufacturers, mastering these steps means balancing efficiency (e.g., batch processing speed) and accuracy (e.g., micron-level tolerances), while adapting to material-specific challenges (aluminum vs. stainless steel) and industry requirements (aerospace vs. medical).
As intelligent and automated technologies evolve, the “human role” in CNC milling steps will shift from manual operation to process supervision — but the core logic of “design → stabilize → calibrate → validate → produce → inspect” will remain the foundation of high-quality CNC milling. Whether machining a simple aluminum bracket or a complex turbine blade, following these technical steps ensures consistency, precision, and cost-effectiveness.