Achieving a mirror-like surface finish in CNC grinding is a meticulous process that hinges on the precise selection of abrasive grit size, among other critical factors. This guide will break down the essential considerations to help you optimize your grinding operations for superior surface quality.

Core Principles of Grit Selection

The grit size of the grinding wheel directly influences the surface finish. Larger grit numbers (e.g., 80) indicate finer grains, resulting in smoother finishes, while smaller numbers (e.g., 60) mean coarser grains, which remove material faster but leave a rougher surface. To achieve a mirror finish (typically Ra ≤ 0.01 µm), a staged approach using progressively finer grits is essential.
Step-by-Step Grit Selection Process
Key Supporting Factors
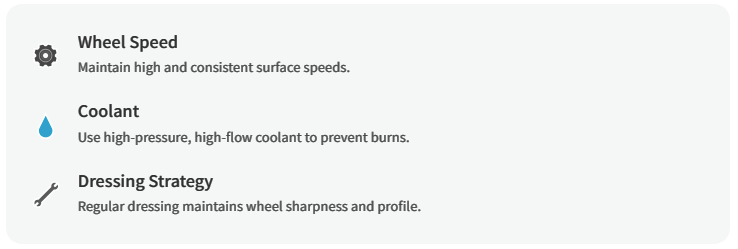
Selecting the right grit is just one piece of the puzzle. Several other parameters must be carefully controlled to achieve optimal mirror finishes.
Practical Considerations
- Material Compatibility: The choice of abrasive type (e.g., aluminum oxide, silicon carbide, CBN, or Diamond) is crucial and should match the workpiece material for optimal cutting efficiency and finish.
- Bond Type: The bond that holds the abrasive grains together affects the wheel’s structure and porosity, which in turn influences heat dissipation and surface finish.
- Machine Capabilities: The CNC machine’s stiffness, spindle power, and vibration levels must be adequate to support the fine grinding process.
- Process Optimization: The dressing frequency, depth of cut (DOC), and feed rate must be precisely controlled to prevent surface defects and ensure consistent quality.
All experimental data presented in this paper are derived from controlled production environments and standardized test procedures. However, due to differences in equipment models, material batches, and on-site operating conditions, readers are advised to verify and adjust technical parameters according to their specific application scenarios before practical implementation.
The research results and technical insights shared herein are based on the author’s professional experience and experimental observations. The author and the affiliated institution shall not be liable for any direct, indirect, or consequential damages (including but not limited to equipment damage, product quality issues, or production losses) arising from the improper use of the information provided in this paper.
This paper reflects the author’s personal research findings and does not necessarily represent the official views of the affiliated institution or any collaborating enterprises.
All trademarks and product names mentioned (e.g., FANUC, DMG MORI, Siemens Sinumerik ONE) are the property of their respective owners, and their inclusion does not imply endorsement or recommendation by the author.