Quick Answer
CNC machining accuracy can be improved through proper machine calibration, optimized cutting parameters, high-quality tooling, stable workholding, thermal control and comprehensive inspection. Achieving tight tolerances often requires a combination of advanced machining strategies, process control and quality assurance systems. This guide covers proven methods to help engineers, product designers and procurement professionals achieve consistent precision in their manufacturing projects.
Key Factors Affecting CNC Machining Accuracy
Understanding what impacts precision is the first step to improving it. Below are the core factors that determine how accurately you can machine your parts, ranked by their impact on final dimensional consistency:
| Factor | Impact on Precision |
|---|---|
| Machine Rigidity | High |
| Tool Wear | High |
| Workholding Stability | High |
| Thermal Expansion | High |
| Material Properties | Medium |
| Programming Strategy | High |
| Inspection Process | High |
1. Use High-Precision CNC Machines
Not all CNC machines are created equal when it comes to precision. High-end machining centers are built with rigid frames that minimize vibration during cutting, which is critical for maintaining tight tolerances over long production runs.
Key machine features that drive accuracy include:
- Machine Calibration: Regular laser calibration ensures linear and positional accuracy across the entire work envelope, correcting for any drift over time.
- Ball Screw Accuracy: Precision-ground ball screws with preloaded nuts eliminate backlash, ensuring smooth, consistent movement without play.
- Spindle Runout: High-precision spindles with less than 0.001mm runout ensure that cutting tools remain perfectly centered during operation.

2. Optimize Cutting Parameters
The way you set your cutting parameters has a direct impact on how accurately your parts come out. Poor parameter settings can lead to tool deflection, chatter vibration, and heat buildup that causes dimensional shifts after machining.
The three core parameters to adjust are:
- Feed Rate: The speed at which the tool moves through the material. Too fast can cause tool deflection, too slow can cause built-up edge on the tool.
- Cutting Speed: The surface speed of the cutting tool relative to the workpiece. This directly impacts heat generation during cutting.
- Depth of Cut: How much material the tool removes in each pass. Heavy cuts can cause excessive tool pressure and part deflection, especially for thin-walled features.
When parameters are optimized correctly, you can eliminate chatter marks, reduce tool wear, and ensure that each cut leaves the part exactly to the dimensions specified in your drawing.
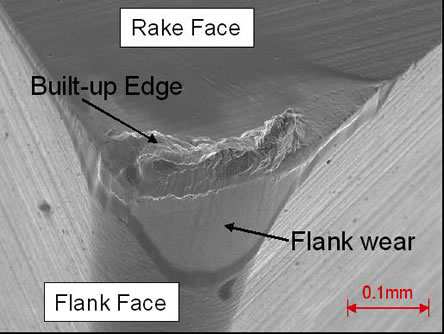
3. Reduce Tool Wear
Tool wear is one of the most common causes of unexpected dimensional drift in production runs. As tools wear down, their geometry changes, which means they remove material slightly differently over time, leading to parts that are out of tolerance by the end of a production batch.
Common tool-related issues and their impact on precision:
| Tool Wear | Dimension Drift |
| Chipped Tool | Poor Surface Quality |
| Tool Runout | Geometric Error |
Material Selection and Dimensional Stability
Different materials behave very differently during machining, and understanding their properties is critical to maintaining precision. Some materials are more prone to deformation, heat expansion, or springback than others, which requires specialized processing techniques.
Aluminum
Aluminum is lightweight and easy to machine, but thin-walled aluminum parts are prone to deformation from cutting forces and thermal expansion, especially when working with walls thinner than 1mm.
Stainless Steel
Stainless steel has high strength, which means it requires higher cutting forces. This can lead to tool deflection and part movement if not properly supported during machining.
Titanium
Titanium has low thermal conductivity, which means heat builds up at the cutting edge. This can cause tool wear and part expansion if not properly cooled.
Engineering Plastics
Plastics like POM, ABS, PEEK and PC have high thermal expansion coefficients, meaning they change size significantly with temperature changes. They also can creep under clamping pressure if not fixtured correctly.
At Goldcattle, we have extensive experience processing these materials, adjusting our processes to account for their unique properties to ensure consistent precision.

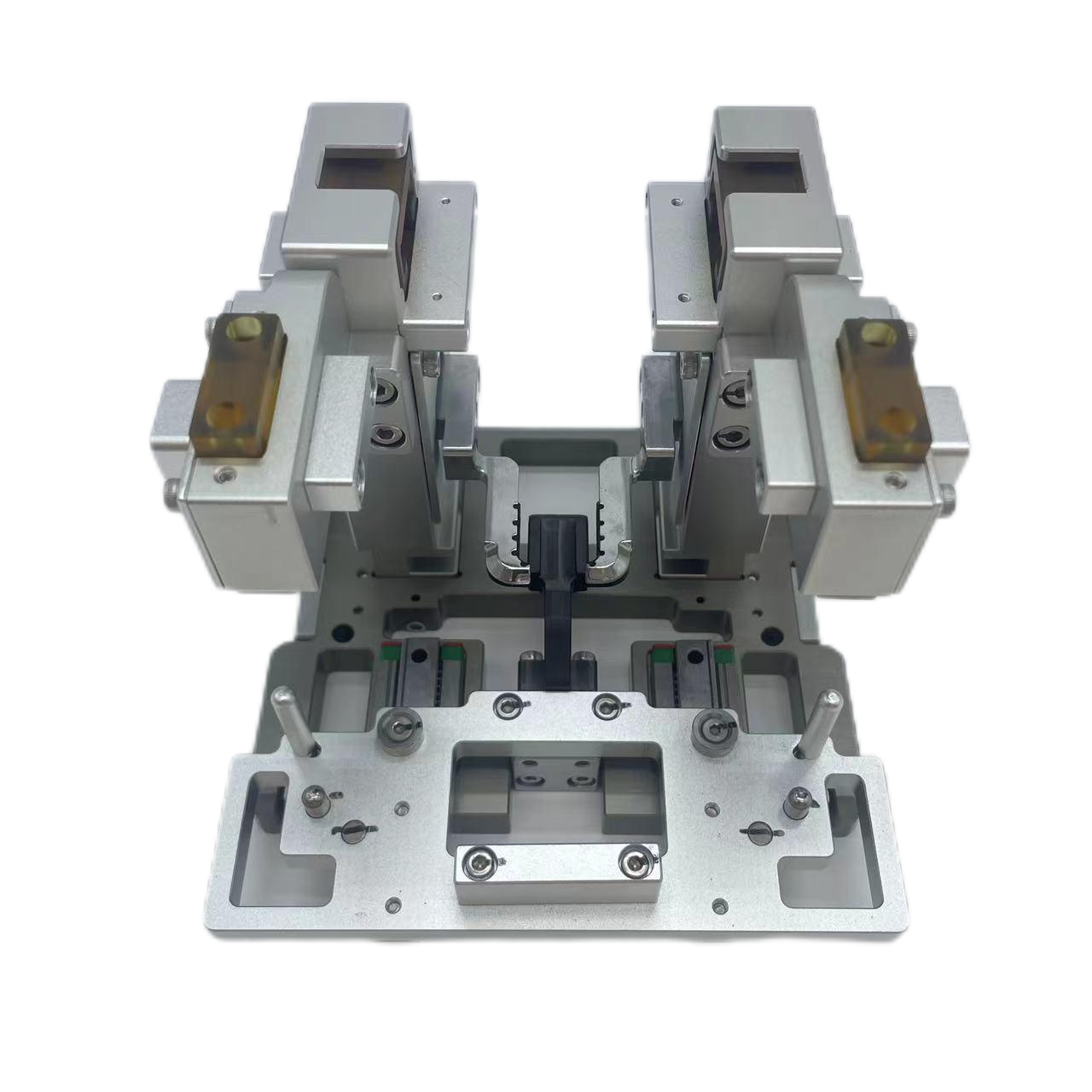
Workholding and Fixturing
How you hold your part during machining has a huge impact on accuracy. If a part moves even slightly during cutting, or if it deforms under clamping pressure, you will end up with out-of-tolerance features.
Key fixturing considerations for precision machining:
- Fixture Rigidity: Custom fixtures are built to be rigid enough to eliminate vibration during cutting, ensuring stable cutting conditions.
- Clamping Force: We calculate the exact clamping force needed to hold the part without deforming it, especially for soft materials and thin-walled parts.
- Multiple Setups: For complex parts, proper fixturing allows us to machine multiple sides without repositioning the part, eliminating setup errors.
- Datum Control: Fixtures are designed around your part’s datums, ensuring that all features are machined relative to the correct reference points.
How 5-Axis Machining Improves Accuracy
5-axis machining is one of the most effective ways to improve precision for complex parts. By allowing the machine to move the tool along 5 axes simultaneously, it eliminates the need for multiple setups, which are a major source of positioning error.
Here’s how 5-axis compares to traditional 3-axis machining when it comes to accuracy:
| Factor | 3-Axis Machining | 5-Axis Machining |
|---|---|---|
| Setups Required | Multiple | Fewer |
| Repositioning Error | Higher | Lower |
| Complex Geometry Support | Limited | Excellent |
| Accuracy Consistency | Moderate | High |
This makes 5-axis machining ideal for complex parts like turbine blades, medical implants, and aerospace components that require extremely tight tolerances across multiple surfaces.

Quality Control for Precision CNC Parts
You can’t improve what you don’t measure. Comprehensive quality control processes are essential to ensure that your parts meet the required tolerances, and to catch any issues early in the production process.
We use a range of inspection methods to verify part accuracy:
| CMM Inspection | Full dimensional accuracy verification |
| Height Gauge | Basic dimensional measurement |
| Optical Inspection | Complex profile and surface verification |
| Surface Roughness Tester | Surface finish validation |
Our quality processes also include First Article Inspection (FAI), in-process inspection during production, and Statistical Process Control (SPC) monitoring to ensure consistent quality across every part.
Common Causes of CNC Machining Errors
Even with the best equipment and processes, small errors can happen. Understanding the most common causes helps you prevent them, or catch them early before they lead to scrap parts.
| Cause | Effect on Precision |
|---|---|
| Tool Deflection | Size Error |
| Thermal Expansion | Dimensional Variation |
| Machine Vibration | Surface Defects |
| Improper Fixturing | Position Error |
| Programming Mistakes | Geometry Error |
Case Studies

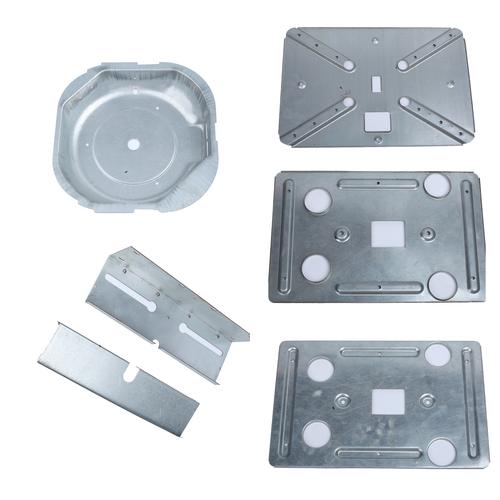
Precision Aluminum Housing
Requirement: ±0.02 mm tolerance across 12 critical dimensions, with 1mm thin walls.
Challenge: The thin aluminum walls were prone to deformation during clamping and cutting, leading to inconsistent dimensions across production runs.
Solution: We designed a custom fixturing system with distributed support points, and optimized the toolpaths to reduce cutting forces on the thin walls. We also used climb milling to minimize tool deflection.
Result: We achieved consistent dimensional accuracy within ±0.015mm, with 0 scrap parts across the 500-piece production run. Learn more about our aluminum machining.
Medical Device Component
Requirement: High repeatability across 10,000 parts, with ±0.005mm tolerances for critical fit features.
Challenge: The part required machining across 5 different sides, which would have introduced setup errors with traditional 3-axis machining.
Solution: We used 5-axis machining to complete all features in a single setup, and implemented automated CMM inspection for every part to verify dimensions.
Result: We achieved 100% pass rate across the production run, with consistent dimensional variation of less than 0.003mm. Learn more about our medical machining.
About Xiamen Goldcattle Plastic CNC Machining
At Xiamen Goldcattle, we specialize in precision plastic CNC machining for global industrial clients across aerospace, medical, electronics and automotive sectors. With over 10 years of experience processing engineering plastics including POM, ABS, PC, PEEK and PEKK, we have developed specialized techniques to overcome common challenges like thermal deformation, dimensional drift and surface finish issues that often plague plastic machining projects. Our team of skilled engineers works closely with North American and European customers to deliver tight-tolerance parts that meet strict industry specifications, helping businesses turn their design concepts into functional, high-quality components.
Frequently Asked Questions
What is considered high CNC machining accuracy?
High CNC machining accuracy typically refers to the ability to consistently hold tolerances of ±0.01mm or tighter for critical features. For most industrial applications, this is considered precision manufacturing.
What tolerance can CNC machining achieve?
Standard CNC machining can hold tolerances of ±0.1mm, while precision CNC machining can achieve ±0.01mm, and ultra-precision machining can reach as tight as ±0.001mm for specialized applications.
How does tool wear affect accuracy?
As tools wear, their cutting geometry changes, which can lead to dimensional drift, poor surface finish, and geometric errors. Worn tools can also cause increased cutting forces that lead to part deflection.
Why does thermal expansion matter?
Heat generated during cutting causes both the tool and the workpiece to expand. If parts are measured while hot, they will shrink back to their normal size as they cool, leading to out-of-tolerance dimensions.
Is 5-axis machining more accurate?
Yes, 5-axis machining is generally more accurate for complex parts because it eliminates the need for multiple setups, which are a major source of positioning error. It also allows for shorter, more rigid tools that reduce deflection.
How can fixture design improve precision?
Custom fixtures provide stable, consistent support for parts, eliminating movement during cutting. They also distribute clamping force to prevent part deformation, and ensure that parts are positioned correctly relative to the machine axes.
What inspection methods are used for precision parts?
Common inspection methods include CMM (Coordinate Measuring Machine) for full dimensional verification, optical inspection for complex profiles, surface roughness testers, and height gauges for basic measurements.
How do you control dimensional variation?
We control dimensional variation through regular machine calibration, tool life management, thermal stability control, custom fixturing, and Statistical Process Control (SPC) to monitor and adjust processes over time.
What materials are hardest to machine accurately?
Materials with high thermal expansion, low stiffness, or high strength are the hardest to machine accurately. This includes titanium, engineering plastics like PEEK, and thin-walled aluminum parts that are prone to deformation.
How do I choose a precision CNC machining supplier?
Look for suppliers with experience in your material and tolerance requirements, advanced equipment like 5-axis machines, comprehensive quality control processes, and a track record of delivering precision parts to your industry. Check our tolerance guide to learn more.